高机号特克斯簇尼克剪线花边的生产工艺研究
2016-01-28张艳
张艳
摘要:本文首先介绍了最新的高机号特克斯簇尼克花边机器,在深入研究压纱、衬纬编织和剪线原理的基础上,结合生产实践,从剪线头尾部的工艺设计、剪线长短控制、梳栉的层次分配等方面介绍工艺制作要点。最后分析花边材料的选用以及挑线和剪线的生产操作等,以期对高机号特克斯簇尼克剪线花边的研发与生产提供一定参考。
关键词:高机号;特克斯簇尼克;剪线;工艺设计
中图分类号:TS186.4 文献标志码:B
A Practice of Producing Trimming Lace on Textroni Fine-gauge Machine
Abstract: First this paper introduced the fine-gauge Textronic lace machine. Then, by discussing the working principles of the fall-plate, weft insertion knitting and trimming and based production practice, it introduced in detail the key points in manufacturing process such as the process design of trimming end, trimming length control and the arrangement of guide bars. Finally, it analyzed the selection of lace materials and the pickup and trimming operations. The results in this paper are helpful to improving the research and production of this kind of lace fabric.
Key words: fine-gauge machine; Textronic; trimming; process design
目前,市场上出现的特克斯簇尼克花边多采用TL66/1/36(E24)机器生产,而最新出现的高机号特克斯簇尼克花边机TL71/1/36(E28),其生产的剪线花边织物无论在轻薄通透、立体感方面还是细腻度上都有很大的改善和提高,得到市场的好评。但其工艺设计相对复杂,国内一些较大的花边企业正在逐步消化吸收这项开发技术。
1 高机号特克斯簇尼克花边机
高机号特克斯簇尼克花边机主要是指E28的TL71/1/36机器,专门用于生产高档特克斯簇尼克花边织物,与现有TL66/1/36机器相比,压纱花梳保持不变,都为36把,但衬纬花梳增加了25%,从24梳增加到30梳,机器的累计横移可以达到190针,与原来的170针相比增加了12%,移动空间更大,生产范围更广,极大提升了花边开发的品质。
2 特克斯簇尼克剪线花边的编织与剪线原理
2.1 贾卡编织原理
所有的经编花梳都是沿经向方向,逐个横列依次进行编织,贾卡组织也是一样。为方便制作贾卡意匠图,一般把编织的横列分为奇数横列和偶数横列。在编织过程中,贾卡导纱针在编织的奇数或偶数横列向左发生偏移,可形成厚、薄及网孔3种效应,其编织原理如图1示。贾卡导纱针作基本垫纱组织运动(0-0/4-4//),形成薄组织;奇数横列向左偏移运动(2-2/4-4//),形成网孔组织;偶数横列向左偏移运动(0-0/6-6//),形成厚组织;贾卡纱线在奇数横列和偶数横列同时进行向左偏移运动(2-2/6-6//),同样也形成薄组织。以上垫纱数码分别对应贾卡意匠图中的绿色(H/H、薄组织)、白色(H/T、网孔组织)、红色(T/H、厚组织)和蓝色(T/T、薄组织)。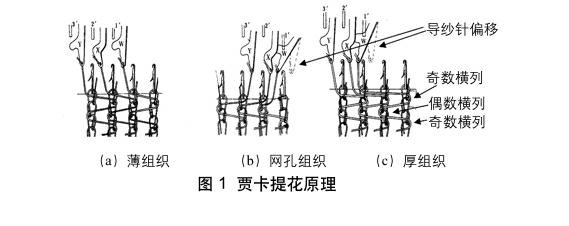
2.2 压纱组织
2.2.1 编织原理
高机号特克斯簇尼克剪线花边具有很强的立体感,主要归功于TL71/1/36这种机器具有的36把压纱花梳,编织过程中,与编链相互配合,在花型的两端进行成圈编织,中间部分不被编链束缚,形成浮纹立体效应。压纱花型的垫纱方式包括A、B两种,A方式为0-2/2-0//、B方式为2-0/0-2//。根据压纱花梳在奇数横列的起针位置,可分为左A、左B、右A、右B,如图 2 所示。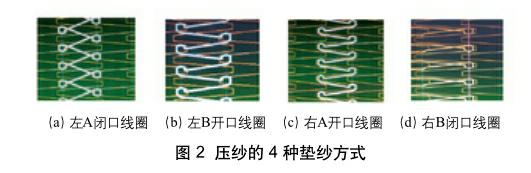
2.2.2 剪线原理
压纱纱线在花型的两端与编链进行成圈编织,这两端之间横跨的纱线不被编链束缚,形成浮纹效果。假设压纱纱线没有进行成圈编织,而采用缺垫方式编织,就会形成较长的浮线。根据这一特性,压纱花梳纵向上多个横列都进行缺垫编织,就会形成一段垂直或斜向的剪线浮线。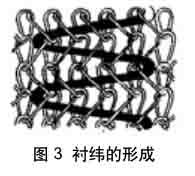
2.3 衬纬花边
2.3.1 编织原理
花边中平坦的部分主要通过衬纬花梳的编织形成,所有的衬纬纱编织在地组织中,没有成圈,被握持在地组织的圈干和延展线之间,通过反复的编织运动,形成相应的衬纬花型,如图3中黑色粗纱所示。
2.3.2 剪线原理
由于经编花边所有梳栉都是按照纵向进行编织,从1个花型过渡到另外1个花型,中间会形成相应的过渡纱线,过渡的自然,就会为花型设计加分,否则将会为花型设计减分。为避免大面积的过渡纱线,设计时可以考虑采用衬纬剪线的方式来过渡,通过剪线处理,减少过渡纱线的存在,使每个花型形成单独的花纹图案。

衬纬花梳通过针背横移形成衬纬组织,如果其未进行针背横移,做缺垫运动,其垫纱数码就始终不变,形成一条没被编织进地网的纵向直浮线,从而可以进行剪线(图4)。
3 高机号特克斯簇尼克剪线花边的工艺设计要点
3.1 压纱部分剪线
3.1.1 剪线梳栉的排列
TL71/1/36机器有36把压纱花梳,在进行工艺设计时要考虑剪线花梳与不剪线花梳的上下层次关系,剪线花梳尽量排在其他花梳的前面。考虑到压纱原料可能有 2 ~ 3种,由于层次问题,剪线花梳需要排在不剪线花梳的后面,只要保证花梳的剪线部分单独出来即可。
3.1.2 花梳与编链的成圈配合
花边工艺设计软件中,花梳的垫纱方式用U、A、B等3 个字母标识,分别代表衬纬、压纱的走纱方式。其中压纱方式包括A、B两种。A为0-2/2-0//,B为2-0/0-2//。编链的垫纱方式也有两种,分别为0-2/2-0//和2-0/0-2//。为防止出现漏针,同一横列压纱的垫纱方式与编链的垫纱方式必须相反。例如,假设压纱采用A方式0-2//2-0//,那么编链就必须是2-0/0-2//。
3.1.3 剪线头尾部工艺设计
为获得单个完整的独立花型,需要把原有的过渡纱线剪掉。这时,花型的头部和尾部就剩有毛头,毛头过长,容易受到外力的牵拉,使花型发生抽紧变形。为避免这种问题出现,在工艺设计时要加以考虑。根据生产经验,压纱剪线花型头部和尾部的工艺要做到以下几点:在剪线头尾部,压纱纱线需分别在2根编链上成圈5~7个横列;头尾处用厚贾卡束缚;保证剪线的头尾缺垫数为偶数;头尾部都要跨度2个横列。
3.2 衬纬部分剪线
3.2.1 剪线梳栉的层次分配
由于衬纬是在花型后面剪线,在梳栉分配时,尽量保证剪线梳栉排在最后跑道,如果衬纬的原料比较多,有 2 ~ 3种,这时需要考虑原料的前后关系,把剪线的部分单独分离出来,或绕着其他排在后面的梳栉走纱。总之,剪线的衬纬梳栉尽量排在后面的跑道,不要被其他梳栉的纱线压住。
3.2.2 剪线梳栉与编链的配合
花边的骨架由编链在支撑,逆着编链的编织方向,可以把整条编链脱散掉。为防止出现脱散,工艺制作时要把直编链进行横移运动,即从一根编链横跨到相邻另一根,形成变化编链。针对编链的这一特性,为保证剪线的衬纬花梳不被编链编织住,剪线花梳在编链横移的地方,需保证同向同量的运动,从而可以浮在地网的上面实现剪线。
3.2.3 剪线长短控制
花边剪线包括挑线处理和剪线处理。首先是用挑线装置把纱线挑断,然后再运用剪线装置把前面挑断的纱线剪掉。要进行挑线的处理,需要考虑剪线部分的长度。实际生产中,衬纬花边的剪线长度一般最少达到1.6cm,即剪线的最短长度至少是挑线刀宽度(0.8 cm)的两倍。
3.2.4 剪线头尾部工艺设计
工艺人员常常采用在一根编链上多编织几个横列的方法,进行花边头尾部的工艺处理,目的是为了把其固定住。但这种方法存在弊端,因为在剪线过程中头尾部被地网束缚的力度较小,在外力的拉动下,易把剪线纱线抽动,造成头尾部附近的纱线拉紧变形,影响产品的外观。
为减少抽紧变形的情况发生,对头尾部的工艺设计可做以下调整:头尾部的纱线在单根编链上尽量达到8~10个横列;采用与贾卡相向垫纱方式;增加头尾部横跨编链的针背横移;使用厚贾卡进行固定(图5)。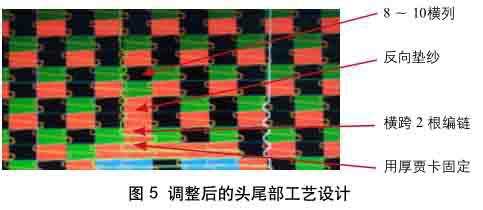
4 高机号特克斯簇尼克剪线花边原料的选用
4.1 编链和贾卡原料的选用
高机号特克斯簇尼克花边机其织针之间的横向密度比普通花边机密,所以编链和贾卡采用的原料比常规的更加细腻。在实际生产中,常规花型通常选用40D/12f的锦纶半光长丝。而高机号的特克斯簇尼克花边,一般要选用20D/6f或30D/6f的锦纶半光或有光长丝。
4.2 氨纶原料的选用
花边织物弹力比和厚薄的要求不同,使用的氨纶种类也不同。对于小条花边,弹力比一般要求达到1∶2.2以上,氨纶常选用210 D或280D的。对于常规宽条花边,弹力比一般要求1∶1.8~1∶2.0,氨纶常选用140D。对于高机号簇尼克花边,其花型要求手感柔软、轻薄通透、花型细腻,弹力比要求1∶1.6左右,所以选用比较细腻的70D和100D的氨纶,其中100D氨纶使用最多。
4.3 花梳原料的选用
为保证高机号特克斯簇尼克剪线花边的细腻、通透,除地网选用较细的原料外,花梳原料同样也要加以斟酌考虑。对于同样的花型,高机号的机器比常规的机器,在花梳原料的选用上,一般要细腻一个档次。如常规花边其压纱部分通常使用280D/96f的锦纶弹力丝,衬纬花梳通常选用200D/72f或148D/48f的原料。而高机号簇尼克花边其压纱花梳通常选择200 D/72 f和140D/48f的原料,衬纬花梳通常选用140D/48f、100D/36f甚至70D/24f的原料。
5 挑线机与剪线机的生产运作
5.1 花边挑线机的生产运作
花边挑线机主要通过机器上的两排挑刀具的横向来回运动,把浮起的纱线挑断。在开机挑线运作之前,先设置相应的牵拉张力,使花边织物在过挑线刀具时可以平坦地通过,防止因布面不平而被挑线刀割破。
花边织物通过挑线刀具时要保证其表面与挑线刀刚好相切,这就需要调整好导布辊的张力。张力太松,造成织物表面皱起,容易被割破;张力太紧,织物表面被牵拉过度,本该浮起的纱线却贴在织物表面,易造成漏挑现象。根据生产经验,一般薄的花边织物张力可以调整在0~0.8cN之间,厚的花边织物,张力可以调整在0.8~2 cN之间,具体采用何种数值,根据具体情况进行判断。
5.2 花边剪线机的生产运作
花边织物在通过剪线刀具时要调整好剪线机器的张力,以保证织物表面平整。剪线机中的张力牵拉装置是 5根导布辊,导布辊的表面都焊接有顺向和逆向的滚条,机器开动后,滚条就会向各自的方向运动,使花边织物表面被牵拉开,随着张力设置到位,织物表面趋于平面。这时调整好剪线刀具的高度,使得剪线刀具与织物表面相切,从而实现从根部把纱线剪掉。
6 结束语
高机号特克斯簇尼克剪线花边符合花边面料开发趋势,深受服装企业认可。通过对其进行深入研究总结,提高开发人员对此类花型的理论和实践的认知程度,有利于花边企业加快生产研发速度,满足不断增长的市场需求。
参考文献
[1] 张丽哲,蒋高明.特克斯簇尼克花边织物的分析方法[J].针织工业,2006(9):6-8.
[2] 沐远,蒋高明.贾卡经编织物组织结构探讨[J].针织工业,2006(3):1-3.
[3] 蒋高明,宗平生.现代经编工艺与设备[M].北京:中国纺织出版社,2001:86-88.
[4] 辛国红,蒋高明,缪旭红.多梳拉舍尔花边的过渡设计[J].纺织学报,2010,31(1):53-57.
[5] 马晴,蒋高明.原料选择对拉舍尔花边性能和外观的影响[J].上海纺织科技,2006(11):49-51.
作者简介:张 艳,女,1981年生,讲师,主要研究方向为服装生产技术、蕾丝花边面料的设计与开发。
作者单位:泉州师范学院,福建省百凯经编实业有限公司。
基金项目:泉州师范学院校级自选项目(2015KJ01);泉州市科技计划重点项目(2012Z107)。
