基于机器视觉的插座尺寸测量系统设计研究
2023-05-25黄志炳
周 恩 黄志炳 吴 霞
(浙江方圆检测集团股份有限公司 杭州 310018)
引言
本研究中涉及的测量系统产品对象为固定式插座,主要面向86×86 型的单相两极带接地暗装插座和单相两极暗装插座[1]。国内检测机构测量插座尺寸以游标卡尺和通规止规等量规测量为主,测试过程通常如下:通过游标卡尺测量插孔的长宽等各个尺寸,并手动记录测量数值;通过对应的量规查看开档距离尺寸,间接检验是否符合要求;通过通规插入插座检验插座是否出现了尺寸偏小的问题;通过止规插入插座检验插座是否出现尺寸偏大的问题。
目前采用的测量方案存在以下不足:①测量数据有限,无法测得全部尺寸;②标准要求的结果无法直接测出,需要经过换算容易出错;③测量耗时长,影响检测效率;④人为因素影响和误差大。与传统的人工检测相比,基于机器视觉的尺寸测量系统具有检测效率高,检测准确率高,系统集成化程度高和可扩展性强等优势。将视觉测量系统相关技术和PLC 相结合实现被测产品检测的自动化设计[2]。
1 总体方案
为了方便用户操作和完成检测任务,我们设计了如图1 所示的一套带有机器视觉的插座尺寸测量系统。其中PLC 是整个系统的控制核心,它承担了电机、气源的控制和对视觉系统触发的控制,并且与HMI 设备进行连接,方便用户控制。工业相机拍摄到的图像通过配准算法将图像中的被测对象与模板中的被测对象对齐作为初定位,其次通过找边计算出物体的边界线,得到插孔的边界线后,软件即可通过几何知识计算出所需要的测量数据。系统的软件还涉及到电机驱动软件设计、工业相机机器视觉模块、各种传感器输出信号和PLC输入信号之间的连接软件、PLC 控制程序、自动打印原始记录等。

图1 测量系统框图
2 视觉部分设计
本项目涉及的插孔面板尺寸设定为90*90 mm,但是我们观察了大量插座面板需要检测的孔的位置都在中间65 mm 内,且由于现代机器视觉算法可以做到1/4亚像素精度测量,因此,想要达到0.01 mm 的精度只需要像素x,y 方向像素值不少于1 625 即可满足要求,因此我们旋转了华睿科技的A3504CG100 相机,该相机具有2 592*1 944 像素,传感器为1/2.5”CMOS 可以满足项目需求。该相机具有该相机我们选择相机的工作视野(FOV)为65*65 mm 以内足够[3],相机工作距离为450 mm。如图2 所示,D 为65 mm,H 为450 mm 由三角函数公式即可计算出视场角á 为16 °左右,目前市场上常用的镜头有视场角为17.48 °的35 mm 的1/1.8”的镜头可以满足我们需求。由于本方案需要竟可能通用所以我们采用了白光照明。每个检测位置装配一个相机,并且使用同一个面光源进行检测。
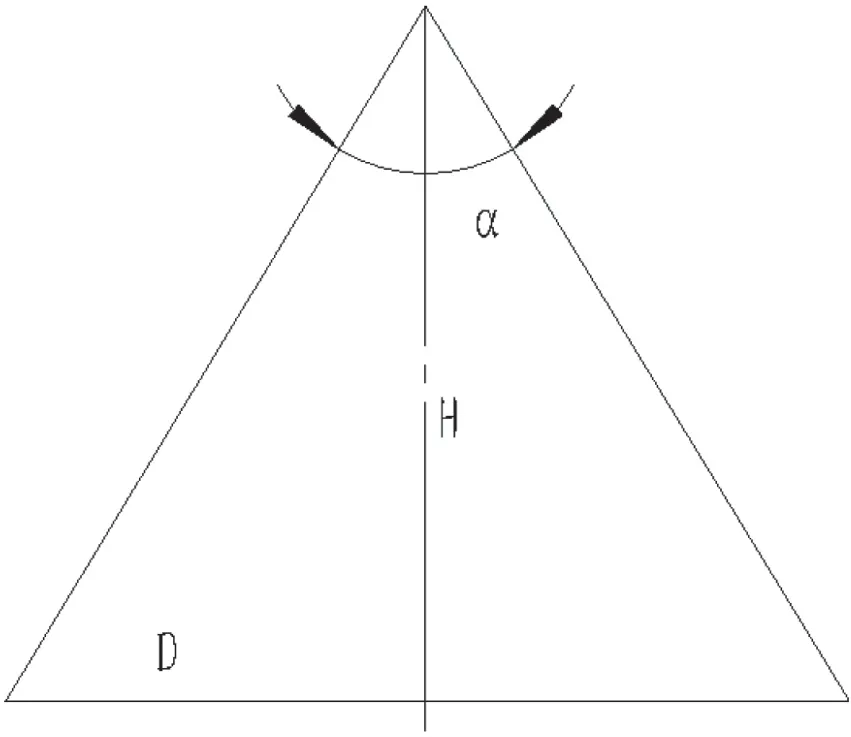
图2 镜头选型计算图
由于相机所得到的距离和尺寸都是相机坐标系下的距离和尺寸,因此需要通过标定将相机坐标系下的尺寸投射到物理控件坐标系下。为得到投射矩阵我们使用了一个GP150 12*9-10 的标定板。该标定板共有12*9 个棋盘格,每个棋盘格是10 mm*10 mm 的正方形。
3 机械设计
为了满足视觉检测的要求和操作者我们设计了一个检测工作台,主要构成是以一套丝杆滑台机构为核心机械结构,如图3 所示,插座面板固定在丝杆滑台上,滑台由电机驱动带着检测工件移动。需要检测时,将插座放置在手指气缸中间,让PLC 通过电磁阀控制手指气缸动作即可完成夹持。完成夹持后PLC 控制电机将被测对象移动到相机之下即可完成拍摄。拍摄处理完成后在通过电磁阀控制手指气缸松开插座完成检测。

图3 系统机械结构示意图
4 控制系统设计
PLC 控制电路设计S71214C IO 口属于NPN 结构,因此其控制系统主要承担用户操作,电机控制,气路控制的功能。西门子S71214C 系列PLC 是西门子公司推出的一款小型PLC,具有高速脉冲输出功能的漏型输出功能。西门子PLC 进行编程前需要进行设备组态,我们使用了两个西门子设备分别是西门子S71214CPLC 和KTP400 触摸屏,进行如图4 所示的组态。

图4 西门子设备组态
对于气源的控制我们将空气压缩机连接到一个分流器上,将压缩空气一分为三,每路压缩空气通过一个电磁阀控制后通往对应的手指气缸。手指气缸初始状态为张开状态,电磁阀动作后手指气缸的气流通路发生改变成为了闭合状态,此时加紧插座,完成动作。同样的夹持动作也适用于标定过程。
5 电机控制
对于电机控制西门子PLC 提供了电机控制模块。首先将电机驱动器类型选择PTO(脉冲+方向),并指定PLC 的脉冲输出口和方向输出口。出于安全考虑,我们设置了电机的限位开关如图5 所示。当限位开关触发动作时,PLC 会立刻将电机停下,防止撞击机械结构。

图5 旋转驱动器类型
同时为了保证每次的精度需要进行回原点操作,进行如图6 所示的配置。

图6 回原点配置
上述电机控制的配置完成后还应该进行HMI 的配置,首先绘制HMI 界面如图7 所示。将操作界面的控件与PLC中的DB 块进行绑定,完成后即可完成对PLC的控制。其中向前,向后绑定的是PLC 控制电机的前进和后退,归零绑定的是回原点操作,停止绑定的是即可停止电机操作。松开绑定的是手指气缸的控制,检测绑定的是触发相机控制。

图7 HMI 操作界面
完成界面绑定后还需要进行程序编写才能实现电机和其他设备的控制。电机控制可以使用Motion_Control。
6 测试
设计完成后我们对实际的插孔面板进行了测量。首先通过传统方法将测量插座的T,B 值并用通规止规测试是否合格[4]。测量结果如表1 所示。

表1 传统方法测量结果
然后采用视觉方法测量同一个产品的同一个位置得到数据如表2 所示。

表2 视觉测量结果
对比两个表格发现,检验结果一致。测量误差小于5 %。
对比两次测量耗时,从装夹到测试完成并记录传统方法耗时将近7 min,而采用视觉方法耗时仅有5 s。并且传统方法还需要将数据写到记录中而本文所描述的方法则可以立刻生成记录,大幅度提升了检测效率。
最后我们可以直接导出记录表格,由于目前国家标准中还不能直接使用视觉方法进行测量,因此还保留了通规止规的测量项目。且新国家表中的K 值目前视觉方法无法测量。在测试报告中必须体现,此测量方案还需要进一步改进。
7 结束语
基于以上需求设计研发出一种可以直接用于检验机构使用的能快速检测插座面板所有尺寸并且具有良好的可溯源性、可重复性、高效的专机实现插座尺寸的快速检测。本文所提及的方案利用机器视觉自动定位到测量孔位,自动提取插座的轮廓线得到插座孔的位置和尺寸这样我们就获取了测量标准中的T 值和B 值,然后通过几何计算的方法得到F 值和A 值,完成了国家标准中面板所有尺寸的测量。与二次元设备相比我们去除了人工因素并且检测效率有了很大的提高。让检测方法具备了应用到实际生产线上实现全检自动剔除不合格产品的潜力。同时配备数据库技术后对产品适当的改造可以使每一个产品质量溯源。但是由于K 值的限制我们的设备还可以进一步升级改造。以适应新的国家标准要求。