汽车整车路试镀锌卡钳生锈及盐雾问题的解决方案
2023-05-19茅红裕
茅红裕
(浙江吉润汽车有限公司宁波杭州湾分公司,慈溪 315300)
0 引言
汽车整车路试指机动车制造厂商为检测即将投产的新型车辆,而对样车各项性能、技术参数进行全面的、不同环境及道路条件下的驾驶测试,其目的在于及时发现产品缺陷并加以改进,为产品的正式量产做准备[1]。考虑到新项目样车在路试过程中因为沿海气候环境问题出现镀锌卡钳严重生锈的问题,没有找到原因,严重影响此客户在主机厂的正常产品交付。本文就整个事件的发生和问题的查找过程进行了回顾。
1 问题描述
某路试车辆在试验场进行LPT 试验时,发现4 个车轮的制动卡钳都出现锈蚀(图1)。依据整车强化腐蚀试验评价规范,问题制动卡钳的腐蚀等级被判定为5 级(即大面积腐蚀)。据调查,腐蚀的制动卡钳为年初批次零件,之前的批次零件在其他车型上并未出现问题,所以该问题引起了笔者的高度重视。笔者将问题反馈给分供方,要求查找原因,隔离批次产品,并对目前卡钳质量进行加严管控。分供方也从多方面查找原因,未发现异常。

图1 路试车辆生锈制动卡钳
为了尽快查找原因,相关制动卡钳外协厂(以下简称外协厂)安排另外的此批次制动钳单独发至实验室,开展中性盐雾试验(NSS)验证。但在100 多小时腐蚀后,表面出现红锈问题(图2)。

图2 中性盐雾试验后卡钳状态
2 原因分析与调查
笔者通过与相关外协厂以及基地相关项目PSS 负责人沟通,了解到相关的细节。此类问题同制动卡钳外协厂生产线操作人员的技术水平、卡钳电镀线体及周边设备、材料、方法、测量系统和环境状态等都有影响。笔者试着运用5M1E 分析方法,对卡钳生锈因素进行分析确认。5M1E 是指引起产品质量波动的六大主要因素人、机、料、法、环、测的简称[2]。
2.1 操作人员的技术水平
目前外协厂的相关技术人员工作年限基本在10年以上,实际操作水平达到技能的相关要求,工作经验丰富,现场解决问题能力强,处理类似其他主机厂的电镀零件目前未出现卡钳生锈问题。因此,可以排除技术操作人员技能水平导致的卡钳质量问题。
2.2 电镀线体及周边设备
汽车制动卡钳的电镀锌设备线体,由相关的除油、水洗、酸洗、电解除油、活化、预浸、电镀酸锌、出光、钝化、水洗、封闭以及烘烤等工序槽位组成。调查发现,设备配置符合要求,有专业的设备操作规程。挂具维护和设备的定期维护都有专业的保养计划,以及每天的日常点检表。设备维护配备有专业的维修人员,有相应的维修经验,对电镀线的周边设备,包括过滤机、循环泵、溶锌槽、自动加药系统、油水分离系统、冷却系统和除碳酸盐设备等非常精通。
依据电镀过程控制计划要求,每8 h 进行一次电镀线关键工序检查,因此检查问题零件批次在电镀线当班记录,未发现相关异常记录。镀槽循环过滤机、碳酸盐除杂系统、自动加药系统、钝化液PH 在线检测设备、烘箱和去氢设备等,都运行正常。故可排除电镀线体及周边设备导致的卡钳质量问题。
2.3 材料
对于电镀锌涉及的材料,一般指零件的材质,比如碳钢;另外还涉及一些化学原材料,比如除油剂、盐酸、镀锌药水(等组分氯化锌)、硼酸、氯化钾、镀锌添加剂和光亮剂、出光剂硝酸、钝化剂以及封闭剂等。这些材料都采购自业内知名厂家,有相应材料的合格报告,不存在相关问题。所以也可以排除材料对于卡钳质量的影响。
2.4 方法
外协厂对于电镀卡钳涉及的一些工艺,都有相应的文件和规章,包括电镀锌作业指导书、镀锌线药液分析化验操作规程以及前道来料件、后道电镀件的检验作业指导书和判定依据等。此外,外协厂对于各工序的工艺参数,如温度、时间、组分成分和浓度、镀层要求厚度和外观以及盐雾等,都有严格的要求(图3)。目前问题批次卡钳都有相应的数据记录,且符合要求。所以也排除方法对于卡钳问题的影响。
2.5 环境
电镀卡钳在整个生产过程中,包括原材料仓储环境、电镀过程的车间生产线环境以及电镀后成品仓储的环境及包装,都经过了相应的检测,未发现相关的问题。
但是针对目前出现的卡钳生锈问题,出现问题是在外界特定环境,所以,外界环境的影响是个可变量,包括快递运输、包装和地域气候环境,以及运输过程中一些物理化学状态变化等,如磕碰划伤或接触化学气体腐蚀等。这些都对卡钳的质量有潜在影响,比如发生化学或电化学反应,出现镀锌层生锈问题。
2.6 测量
2.6.1 测量系统
电镀卡钳相应规程的测量,包括镀层厚度、盐雾试验、外观以及附着力等,都有相应的测量数据支撑。而且相应的测量设备每年都定期进行第三方或当地质监局的校验,有相应的合格证。故排除测量系统导致卡钳质量问题的影响。
2.6.2 对路试问题卡钳检测
将路试的问题卡钳拆解分析,对故障件分别进行厚度、外观、元素和切面扫描检测。
2.6.2.1 厚度分析
检测问题卡钳外部镀层的厚度,数据都在8~35 μm,符合要求。
2.6.2.2 外观分析
通过外观分析,从锈蚀区域分布可以很明显地看出,锈蚀位置明显呈流体状态(图4)。怀疑产品在使用过程中被不明液体污染,在自然状态加速腐蚀的现象。
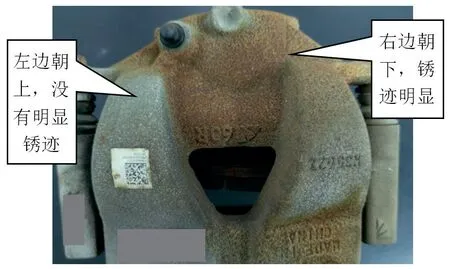
图4 对问题卡钳进行外观分析
2.6.2.3 元素分析
对锈蚀产品进行图谱分析,发现Fe 含量超标,锌含量减少,说明已经锈蚀到产品基材。对于其他批次同工艺镀锌卡钳进行图谱分析,对比结果显示,Fe 含量在正常范围内(图5)。
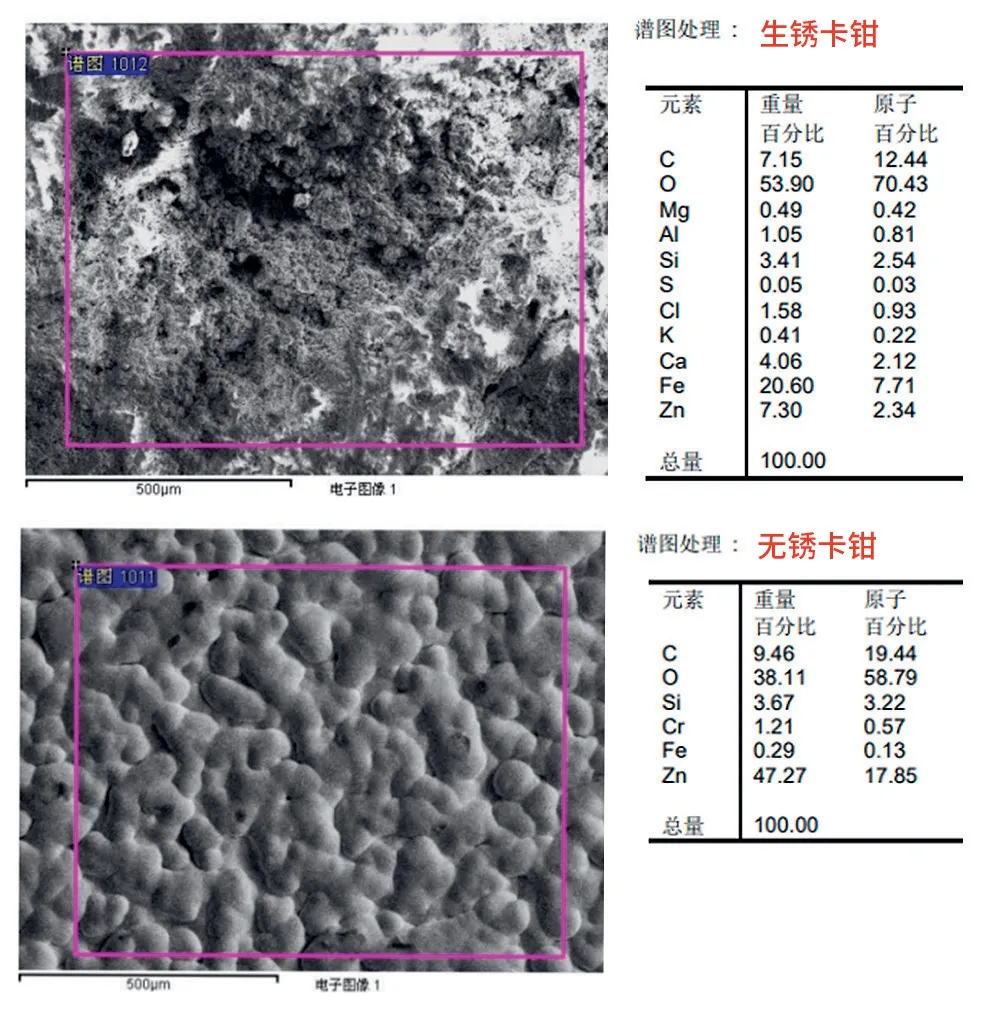
图5 问题卡钳与其他批次无锈卡钳图谱分析对比
2.6.2.4 金相分析
问题卡钳拆解后,对产品锈蚀部分切片进行金相分析。切面在电子显微镜下放大200 倍,观察锈蚀区域可以发现,有些区域保留部分镀锌层,而有些区域已经腐蚀到零件基材(图6)。锈蚀从外部向内通过缩松位置逐渐向基材延伸。
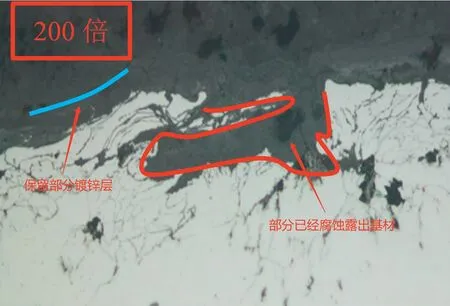
图6 200 倍下金相分析
2.7 包装状态分析
调查得知,卡钳在运至第三方实验室时是按照原有运输的未包装状态,钳体表面存在明显摩擦痕迹(图7),此状态破坏了镀层面。这说明问题卡钳是因为未包装运输导致卡钳表面产生磕碰摩擦划伤,局部产生细微裂痕破坏镀锌层。这使镀锌层和钝化封闭层的防腐性能下降,所以中性盐雾试验对卡钳表面造成了腐蚀破坏。
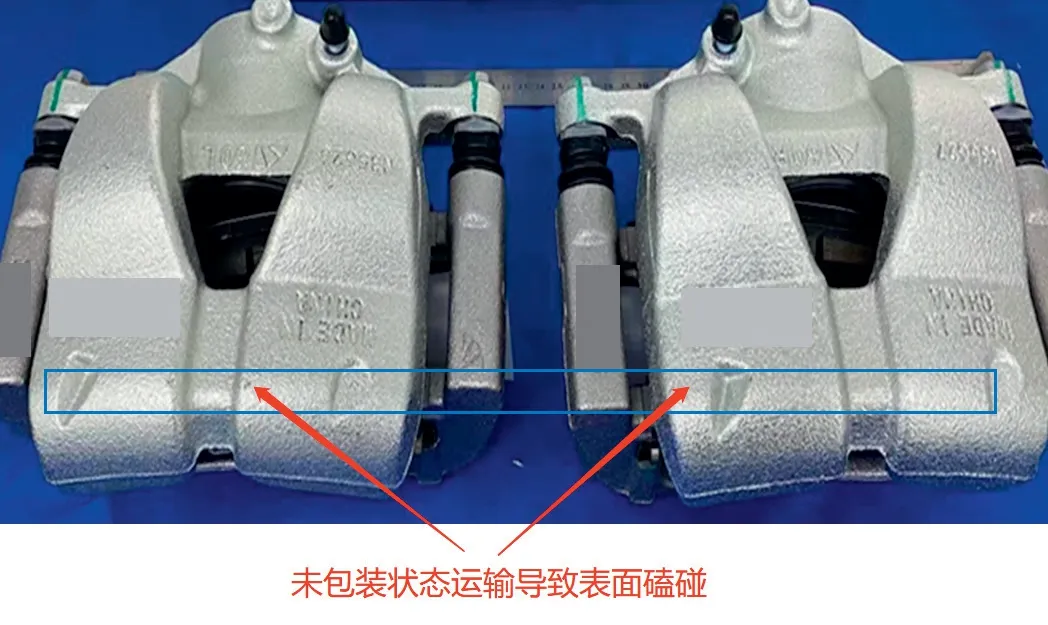
图7 问题卡钳送至第三方做盐雾试验前的状态
3 腐蚀机理分析
根据上述分析可知:整车路试中造成卡钳生锈主要因素,为路试场所是沿海长时间高盐雾、高低温的潮湿环境,加速镀锌层表面的腐蚀;第三方实验室对问题卡钳做中性盐雾试验后造成的表面生锈,初步判定为快递运输过程中未采取适当表面防护包装处理,导致卡钳遇潮湿环境气候发生表面化学腐蚀,及物理磕碰划伤等导致。
3.1 镀锌层在高盐雾高低温的海洋性环境腐蚀机理分析
在沿海沿江地区,周围多是海洋性气候,空气中存在大量的氯化钠、氯化镁等盐组分溶液。在富含氯离子的环境中,虽然卡钳镀锌层是均匀腐蚀的,但是考虑到零件结构状态,存在高低温差导致的冷凝液积滴溶液的状态。长时间浸在含氯的盐水作用下,卡钳局部会发生电化学腐蚀反应。导电的盐溶液进入局部镀锌层,能腐蚀镀锌层和钝化封闭层,进而腐蚀基材铁层;同时盐溶液中的氧也加速了镀锌层的腐蚀溶解。
这种腐蚀长时间作用下,局部电镀锌层腐蚀殆尽,然后就会腐蚀局部铁基材,形成铁氧化物,腐蚀面积也越来越大。所以最终卡钳表面会呈现出大面积铁基材生锈的状态。陈敏娟等人在论文《锌及锌合金镀层盐雾试验腐蚀形态研究》中也阐述了类似的镀锌层生锈的观点[3]。
3.2 镀锌层在高湿度以及受到磕碰划伤后的腐蚀机理分析
在高湿度的大气环境中,当镀锌层受到磕碰划伤时,镀层表面出现细微裂纹,所以导致锌层和基材铁层形成原电池。锌层作为阳极,铁层作为阴极,发生化学反应,锌发生腐蚀溶解,生成锌离子。经过一段时间后,镀锌层完全腐蚀后,就会逐渐露出铁基材。对此,莫耀忠在《电镀锌层白色腐蚀现象的腐蚀机理》一文中也表明了相同的观点。同时他还提出,高盐雾环境的腐蚀相对理想环境下磕碰划伤状态的腐蚀要更加严重[4]。董梅等在《2006年全国轧钢生产技术会议文集》中发表的论文《热镀锌板腐蚀及盐雾试验研究》中,也提出过类似因为潮湿气候导致的电镀锌件生锈的问题[5]。
4 解决措施
综合以上环境因素,特制定措施如表1所示。
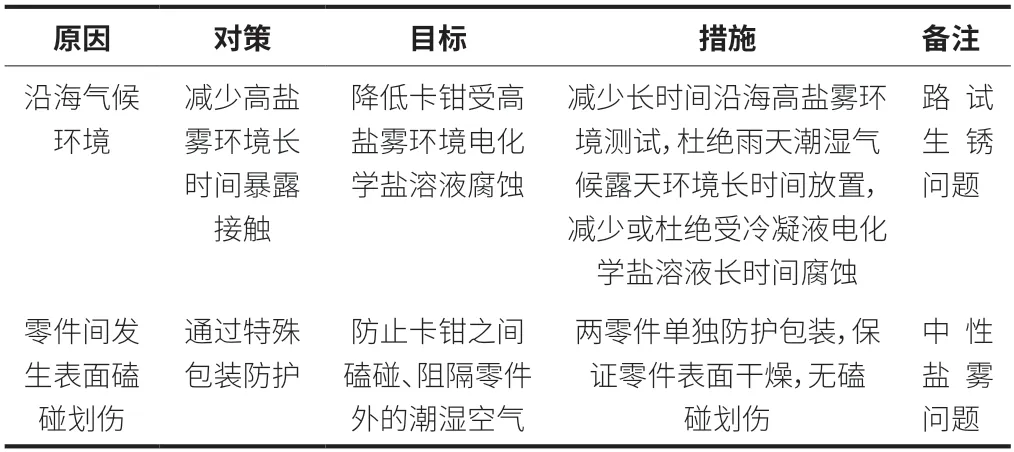
表1 卡钳不同环境下出现生锈问题改善对策表
4.1 减少长时间高盐雾高低温环境暴露接触时间
整车路试场地靠近沿海一侧,气候比较潮湿,昼夜温差大。汽车长时间外露在此环境中,白天接触高盐雾环境,但是局部有一定的高温,在夜晚温度下降后,遇空气中水分冷却下来,形成局部冷凝液,对镀锌件局部腐蚀加剧,易生锈。因此通过减少白天路试时间,以及在晚上不露天放置,放置在密闭干燥的环境中,可以有效改善目前的问题。另外,尽量不要在下雨天长时间路测。至此,相关问题得到很好的改善。
此批问题所装配车辆已在终端用户中,经过售后调查,未出现卡钳生锈问题。经分析,终端用户车辆一般为车库或露天状态,而且很少长时间出现在高盐雾、高低温的沿海环境中行驶,故较少出现相关问题。所以判定,在高盐雾、高低温的环境长时间测试,也是导致该车制动卡钳出现腐蚀问题的原因。
4.2 通过特殊包装防护防磕碰及受潮腐蚀
外协厂改进了制动卡钳的包装状态,以阻隔水气,确保零件干燥,并防止磕碰划伤。具体措施为:卡钳先裹上干燥的气泡袋,外放干燥剂,最外层用聚丙烯(PP)塑料袋包装;2个零件用纸箱包装后,再用木箱固定包装(图8)。将改进包装后的卡钳再次发运到第三方实验室,安排重新开展中性盐雾试验。试验结果表明,试验后卡钳表面有小面积白锈,无红锈,符合试验要求(图9)。
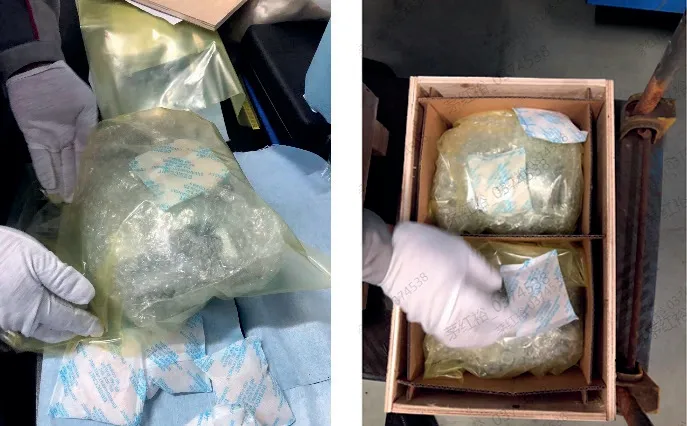
图8 改进后的包装桩体

图9 改进包装后盐雾试验后外观
5 结束语
在本次工艺研究的过程中,笔者所在团队通过理论分析和工艺验证提取要因,找到了汽车电镀锌卡钳生锈的原因,包括路试后不良和运输过程后中性盐雾不良问题。该问题为其他类似质量问题的解决提供了参考。