铣削钛合金最高温度及其影响因素研究
2023-05-09崔云先曹凯迪王浩宇殷俊伟
崔云先,曹凯迪,王浩宇,殷俊伟
(大连交通大学 机械工程学院,辽宁 大连 116028)
钛合金因其密度低、比强度高、热强度高、抗蚀性好,被广泛应用于航空、航天、医疗、建筑等领域[1]。然而,在高速铣削加工过程中,钛合金因其导热系数低,化学活性大,在加工过程中产生的切削热不容易传出,导致铣削温度过高,影响加工质量和刀具寿命[2]。因此,研究钛合金铣削加工过程中的温度及其影响因子具有重要意义。
国内外学者针对钛合金加工温度也进行了大量探究。岳彩旭等[3]利用ABAQUS软件仿真得到铣削加工不同参数下钛合金薄壁类零件的应力场和温度场变化情况,并运用仿真结果对铣削参数进行优化;胡木林[4]对钛合金高速切削的温度场进行分析,通过仿真分析了切削速度、背吃刀量、进给量对刀具寿命的影响;何宝等[5]对硬质合金切削钛合金过程中的切削温度场及刀具磨损进行了仿真分析,模拟了不同切削参数下钛合金加工温度场变化及道具磨损变化规律;田卫军等[6]采用有限元仿真软件分析工件和刀具上的温度分布规律,获得了钛合金钻削参数对钻削力和钻削温度的影响规律;孙建波等[7]建立钛合金二维正交切削仿真模拟,对仿真模型与热成像仪测得的实际温度进行比较,得到切削温度关于不同参数的数学模型;Lin等[8]对钛合金高速加工过程进行二维仿真,仿真的温度结果与试验结果一致;刘东等[9]对钛合金的切削过程进行了有限元分仿真,得到了切削钛合金时刀具及工件的温度分布情况。
近年来,众多学者已经对钛合金加工过程温度场进行了大量研究,但有关钛合金铣削过程温度最高点位置及其影响因素的研究相对较少,而铣削温度最高点对研究刀具磨损机制及其抑制方法以及刀具热变形有十分重要的作用。因此,本文以TC4钛合金为研究对象,首先采用有限元仿真的方法研究了钛合金铣削加工过程中温度最高点的情况,并用铣刀进行钛合金铣削试验来验证模型的准确性。在此基础上,运用薄膜热电偶温度传感器对钛合金铣削最高点温度影响因素进行试验研究,对最高点温度试验数据进行方差分析,得到了铣削速度、进给量、铣削深度及交互因素对铣削钛合金最高点温度的影响,并建立了铣削最高点温度的经验公式。
1 钛合金铣削三维有限元仿真
1.1 钛合金铣削模型
本文选用的铣刀片为硬质合金材质(型号为CPMT1604),工件为TC4钛合金。首先利用CREO软件绘制钛合金铣削仿真模型,铣刀片后角为11 ℃,几何尺寸为16 mm×16 mm×4 mm,钛合金工件尺寸为50 mm×10 mm×30 mm。
将绘制成的模型图导入ABAQUS软件进行网格划分,为提高计算效率,保证计算精度,对刀具进行渐变网格划分,刀尖处网格较密。绘制完成的钛合金铣削仿真模型见图1。设置接触方式为刀具和工件面-面接触,刀具设置为刚体,设置刀具铣削速度为188.04 m/min,进给量为200 mm/min,铣削深度为0.5 mm,模型的初始温度为20 ℃。

图1 钛合金铣削仿真模型
1.2 钛合金材料的本构模型
本构模型是描述材料的应力-应变-强度-时间关系之间的数学表达式,ABAQUS目前常用的本构模型有:Bonner-Paton、Follansbee-Kocks、Zerrilli-Armstrong 、Johnson-Cook等,本文选择Johnson-Cook模型(简称JC模型)来定义钛合金加工过程中的材料属性,具体表达式为:
(1)

JC本构参数A、B、C、n、m的取值分别为1098、892、0.01、0.93、1.1。
1.3 材料失效准则和损伤演化
本文选用JC损伤失效模型来描述钛合金在铣削过程中的失效准则,当ω大于0时,单元发生失效并产生分离,模型表达式为:
(2)

(3)

2 钛合金铣削有限元仿真结果分析
2.1 铣削温度仿真结果分析
图2为铣削钛合金时铣刀片前刀面及工件的温度仿真结果。由图2可以看出,铣削钛合金产生的温度最高点位于铣刀片前刀面,这是由于刀片切入工件时,工件剪切变形产生热量以及切屑切出时与刀片前刀面摩擦产生热量累积,温度迅速上升,进入稳定铣削之后,铣削温度趋于稳定。由TC4钛合金铣削温度仿真结果可以看出,钛合金铣削加工时温度最高点位置位于刀-屑接触区域,温度为232.5 ℃。

图2 铣削钛合金温度最高位置
2.2 铣削温度仿真结果验证
为验证上述有限元仿真的准确性,选用XK7120数控铣床进行现场试验,刀具采用T型铣刀,工件为TC4钛合金。由于普通丝式热电偶在测量刀-屑接触温度时有很大干扰,故选用薄膜热电偶作为温度传感器。将薄膜热电偶温度传感器嵌入铣刀片前刀面,补偿导线与固定在刀柄处的ZigBee无线传输模块连接,温度信号通过无线传输方式发送至上位机软件。试验示意图见图3。
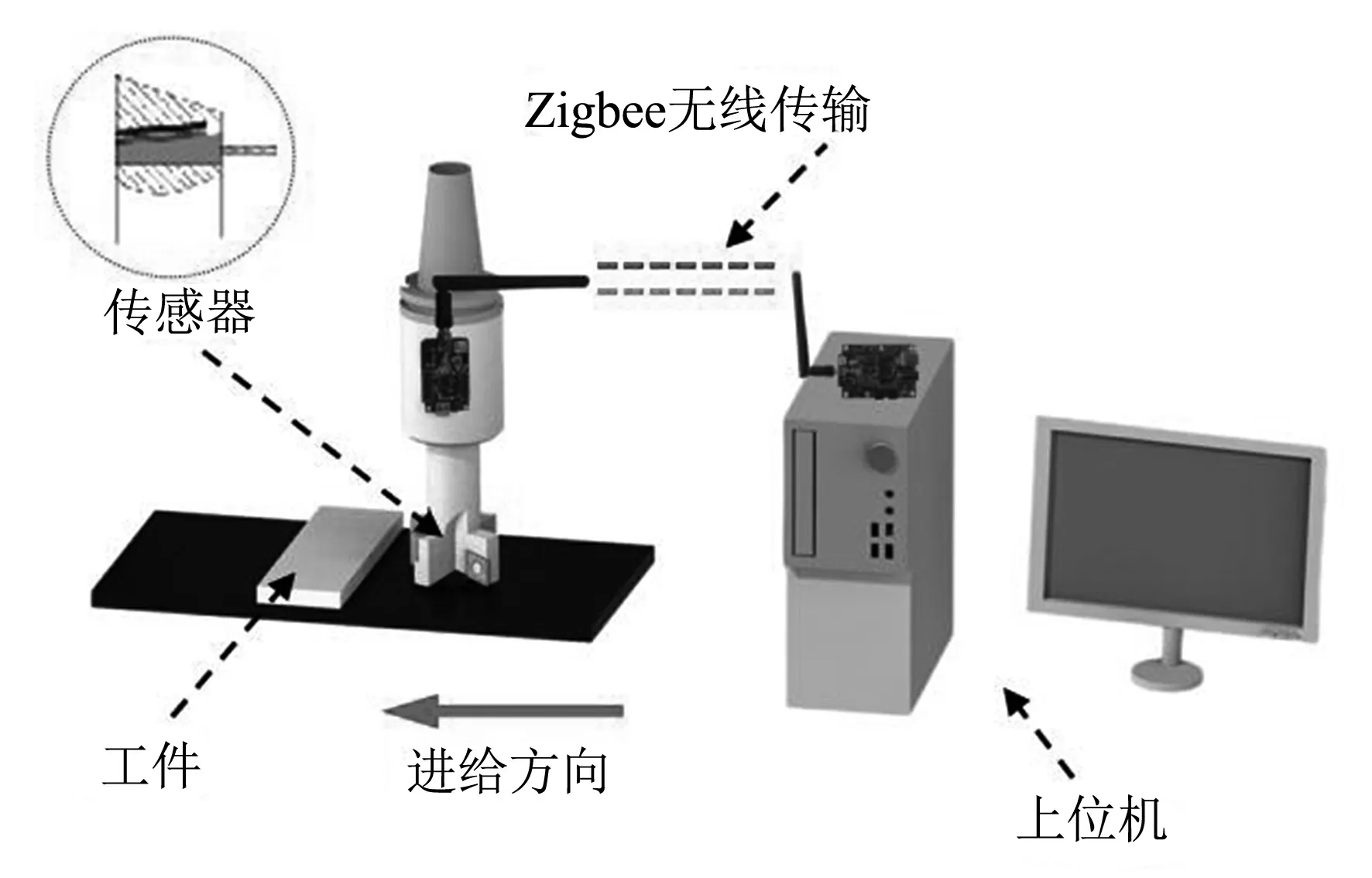
图3 铣削示意
试验所用TC4钛合金工件尺寸为160 mm×140 mm×50 mm。采用与钛合金仿真模型相同的铣削参数进行铣削,试验得到的切屑见图4,钛合金铣削仿真得到的切屑见图5。可以看出仿真切屑与铣削试验产生的切屑形态基本一致。

图4 钛合金试验切屑图

图5 钛合金仿真切屑图
为保证铣床进给量为200 mm/min,铣削深度为0.5 mm,采用3种不同的铣削速度分别进行试验,铣削速度分别为113.04、150.72、188.04 m/min。对现场试验得到的数据进行处理,与仿真得到的铣削温度最高值进行比较。图6为试验温度与仿真最高值对比。

图6 钛合金铣削试验温度与仿真最高点对比
由图6可知,试验最高值与仿真最高值之间误差小于4.3%。由于铣削仿真模型基于理想条件建立,考虑到实际铣削过程中机床等外部条件的影响会导致仿真数据与试验数据产生误差,但这个误差在允许范围之内,因此,可以认为该模型是准确的。
3 钛合金铣削试验
运用数理统计的ANOVA方差分析法分析对钛合金铣削最高点温度有显著影响的因素。铣削速度取3个水平,进给量取3个水平,铣削深度取3个水平。对3因素各水平的每个组合做试验,组成27组试验。试验设计因素水平表及温度见表1。
Design and Construction of Smart Commercial District……………FAN Wei, LIU Hai(4·52)

表1 试验设计因素水平表及温度

续表
取显著水平a=0.05,运用Origin软件进行ANOVA方差分析,得到的结果见表2。

表2 ANOVA方差分析结果
由表4可知,对铣削最高点温度有显著影响的依次是铣削深度(A)、进给量(B)、铣削速度(C)、铣削速度×进给量(AB),对铣削最高点温度影响不显著的因素是进给量×铣削深度(BC)、铣削速度×铣削深度(AC)。因此,在铣削TC4钛合金材料时,为控制铣削最高点温度不发生突变,从单因素调节的角度出发,应优先选用较小的铣削深度,从交互因素调节的角度出发,应优先选用较小的铣削速度和进给量。ANOVA多因素方差分析的结果不仅能够分析铣削深度、进给量、铣削速度对铣削钛合金最高点温度的独立影响,更能够分析铣削深度、进给量、铣削速度三者之间的交互作用对铣削钛合金最高点温度产生的显著影响,最终找到控制钛合金铣削最高点温度的最优组合。
4 钛合金铣削最高点温度经验公式
在钛合金铣削加工过程中铣削参数随加工环境变化而变化, 不同的铣削参数会产生不同的铣削最高点温度。因此,得出钛合金铣削最高点温度经验公式对钛合金铣削加工具有重大意义。铣削温度的经验公式通用模型[11]为:
(4)
式中:v为铣削速度;ap为铣削深度;f为进给量;aw为铣削宽度;CTθ、XTθ、yTθ、mTθ、nTθ均为经验公式的待定系数。
本文铣刀铣削宽度为60 mm,将上述27组试验数据代入公式并通过Matlab编程求解经验公式通用模型系数,得到TC4钛合金铣削最高点温度经验公式为:
(5)
为验证该铣削最高点温度经验公式的准确性,采用两组试验参数的数据对预测最高点温度值和试验最高点温度值进行对比,见表3。

表3 铣削最高点温度试验值与预测值对比
5 结论
本文通过对钛合金进行铣削温度有限元仿真和现场试验,得出以下结论:
(1)铣削钛合金过程中,刀-屑接触界面温度最高。通过对钛合金进行铣削试验,从切屑形貌和最高点温度两方面进行对比,结果表明,仿真切屑与试验切屑形貌基本一致,仿真温度与试验温度最大误差为4.3%,证明该仿真模型是准确的。
(2)通过对钛合金铣削试验结果进行ANOVA方差分析,得出在铣削TC4钛合金材料时,为控制铣削最高点温度不发生突变,从单因素调节的角度出发,应优先选用较小的铣削深度;从交互因素调节的角度出发,应优先选用较小的铣削速度和进给量。
(3)建立了钛合金铣削最高点温度经验公式,通过对比试验温度与预测温度得出该经验公式误差最大值为7.8%,误差在允许范围之内,因此,可以认为该经验公式准确。
