精炼炉大功率冶炼变压器故障分析与诊断
2023-05-06刘新建
刘新建,王 健
(江阴兴澄特种钢铁有限公司,江苏 江阴 214400)
1 精炼炉大功率冶炼变压器故障简述
某钢厂4台精炼炉对应配置4台同规格、两家国内知名品牌的冶炼变压器,其中两台2009年投入使用,另两台2014年投入使用,从2016年变压器第一次发生故障开始,至2019年共计出现6次变压器重瓦斯动作,变压器烧毁事故,2次正常下线吊芯检查,发现变压器内部异常,给钢厂生产造成严重影响。
2 故障变压器供电系统概况
故障变压器所在的供电系统采用220 kV总降,主变采用220/35 kV 100 MVA 户外油浸式变压器[1-2],设置了1套35 kV配电装置,采用中性点经电阻(600 A,10 s)接地方式。该段35 kV母线主要向炼钢厂4台容量为32 MVA的精炼炉炉变供电(4台精炼炉最多允许3台同时运行),同时配置1套45 Mvar TCR型静态补偿器SVC成套装置,含2、3、4、5次滤波支路,且为1台装机容量为60 MW的发变组提供并网点,故障供电系统简要单线图详见图1。精炼炉变压器发生故障时,2#主变仅向本段35 kV母线供电。故障系统主要电气设备参数详见表1。

表1 SVC成套装置滤波支路参数
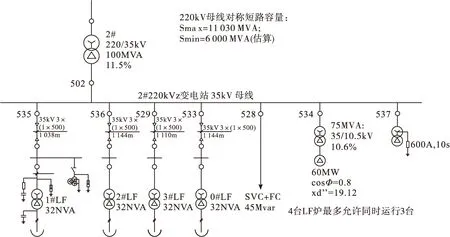
图1 故障系统简要单线图
3 电能质量主要测试数据
测试炼钢厂4台精炼炉正常生产时的电能质量在220 kV变电站35 kV母线,测试结果表明,4台精炼炉冶炼谐波电流发生量基本一致,随机从1#精炼炉变压器选取一个时间段的测量数据作为分析对象。
根据测试情况,整理出精炼炉谐波电流参数,详见表2~表3。
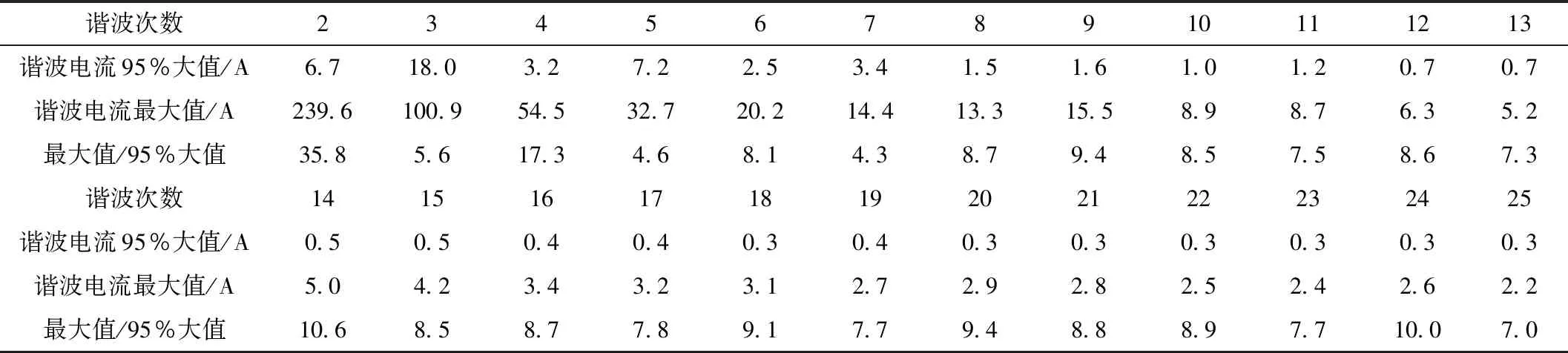
表2 1#精炼炉整数次谐波电流200 ms平均值

表3 1#精炼炉整数次谐波电流3 s平均值参考值
精炼炉基波电压参数详见表4。

表4 1#精炼炉35 kV母线基波电压测试值
4 故障分析
四台精炼炉变压器为户内布置,每次故障均有瓦斯保护动作,且重瓦斯保护跳闸时,系统没有相应变压器电流保护动作的记录,因此,初步可判断是由于变压器内部故障引起瓦斯保护正常动作。
4.1 炉变(编号20080816)油化验台账分析
精炼炉变压器油是由许多不同分子量的碳氢化合物分子组成的混合物[3],其在正常运行过程中受热、电和机械方面力的作用逐渐老化,产生某些可燃性气体,其气体产生量、气体产生速率和种类可以作为变压器内部故障的佐证[4]。根据DL/T 722—2014《变压器油中溶解气体分析和判断导则》的要求,变压器油中各组分含量超注意值或气体增长率超注意值后,可以采用三比值法[5]分析故障代码,进而推断出变压器内部故障的类型。根据1#精炼炉变压器(编号20080816)油化验台账、三比值法故障代码和变压器内部故障类型判断,精炼炉变压器第一次故障时,返厂检修的化验报告中,故障三比值编码为122,因此判断故障是由于变压器内部电弧放电兼过热引起。在2019年10月8日至2019年10月29日间,从2019年10月8日开始,变压器油中C2H2含量超标且持续增加。通过三比值法分析2019年10月29日至2020年1月08日的3次变压器油化验报告,发现故障代码为102,因此,判断故障是由于变压器内部电弧放电引起;通过三比值法分析2020年2月11日的1次变压器油化验报告,其故障代码为122,判断故障是由于变压器内部电弧放电兼过热引起。对2019年10月08日至2020年1月08日间的4次变压器油化验报告C2H2绝对产气速率分析,均超过标准要求。上述分析结果结合油化验报告中H2、CH4、C2H4和总烃等变化趋势说明,在正常生产过程中,精炼炉变压器内部可能出现匝间、层间或调压线圈等绝缘强度降低的状况,引起油隙闪络或电弧放电,随着炉变使用时间的变化和内部未解决故障的累积,炉变内部由单一的电弧放电异常过渡到电弧放电兼过热异常。
4.2 精炼炉系统谐振放大倍数分析
4.2.1 精炼炉系统短路电流计算
将精炼炉35 kV故障系统单线图1整理,标注各元器件等效对应的对称短路容量,见图2,并作相应计算。可得精炼炉35 kV侧大小方式短路容量,详见表5。
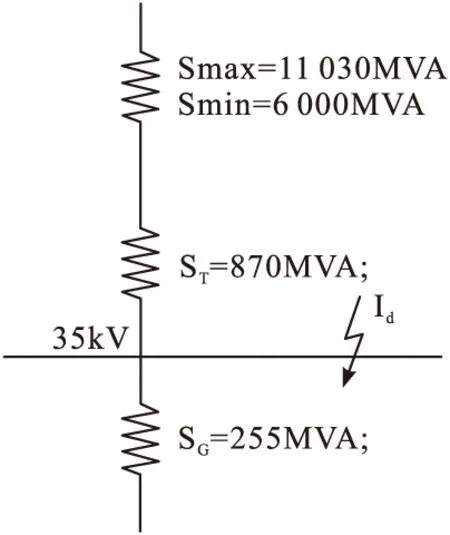
图2 精炼炉35 kV故障系统各元器件对称短路容量

表5 精炼炉35 kV侧母线短路容量
4.2.2 滤波支路仿真
根据表1 SVC成套装置滤波支路参数和表5炼钢厂精炼炉35 kV侧母线对应短路容量,按SVC滤波支路全投运行工况,采用滤波器仿真软件进行仿真计算。计算结果详见表6和图3~图5。

表6 运行方式对应谐振放大倍数

图3 精炼炉35 kV侧小方式下谐振放大倍数
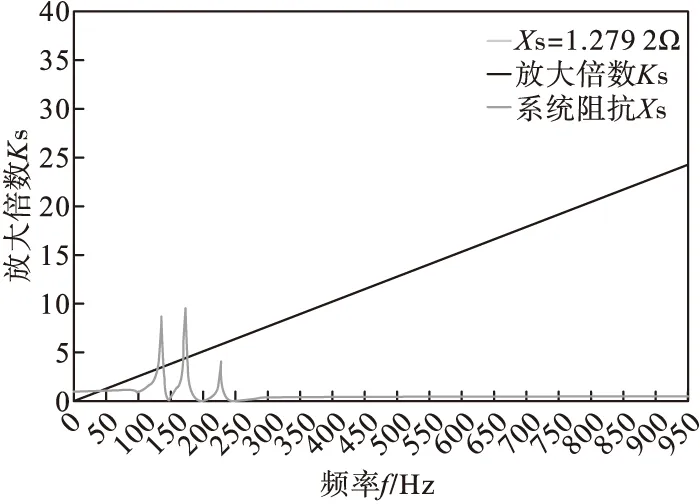
图4 精炼炉35 kV侧大方式下谐振放大倍数
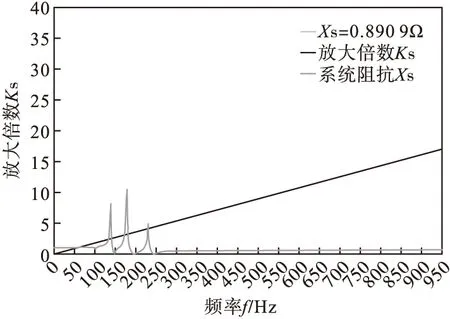
图5 精炼炉35 kV侧最大方式下谐振放大倍数
根据表6和图3~图5可知,随着35 kV母线短路容量的增加,SVC各滤波支路与系统的并联谐振点向右移,且并联谐振放大倍数增大。国标GB/T 26868《高压滤波装置设计与应用导则》推荐,对于大于等于40 MVA的负载,并联谐振点的放大倍数小于6。根据仿真数据,在任何运行方式下,精炼炉存在并联谐振点处的放大倍数超过6的情况,存在安全隐患。同时通过仿真,在运行电压为36.75 kV且各滤波支路全投入时,基波无功有效补偿容量约为60 Mvar,超出了TCR支路的额定出力能力45 Mvar,造成无功的返送,抬高母线电压约0.7 kV,即滤波支路全部投入时,虽然获得更好的滤波效果,但造成母线电压的进一步升高。
4.3 操作过电压分析
精炼炉变压器户内布置于精炼炉车间独立的变压器室内。按运检规程要求定期巡检、维护该变压器定,且精炼炉35 kV母线并网的60 MW发变组并网运行无异常。每套精炼炉变压器高压侧均设置2台西门子35 kV真空断路器,设备正常运行时,上述2台断路器1用1备。精炼炉变压器与35 kV真空断路器之间设置1套阻容保护器和1套变电站用避雷器。在分析故障的过程中[6-7],注意到变压器瓦斯保护动作均是在变压器投运以后3年以上才发生该故障,且不同两个厂家的变压器均出现了故障。四台变压器投停次数折算到每小时约7次。真空断路器在开断电抗类负载时,有感性电流截流现象。对于精炼炉变压器高压侧真空断路器,在合闸时一般不会出现过电压,但在变压器空载情况下断路器分闸时的截流现象,将产生截流过电压,详见图6。此时过电压可能出现在变压器高压侧,威胁变压器绝缘。

图6 精炼炉真空断路器分闸波形图
当截流值足够大且断路器负载侧对地电容值小时,可能出现因截流储存于电感内的磁能引起较高幅值、较高频率的相对地和相间操作过电压。相地过电压与断路器电源侧的电源电压共同作用于断路器灭弧室的动静触头两端,引起断路器相间或断路器断口闪络放电,导致产生过电压。此过电压一方面引起电源侧的过电压,另一方面威胁负荷侧绝缘较弱的电气元件,降低绝缘性。
4.4 谐波电流引起炉变绕组过热
精炼炉是一种运行状态复杂、变化随机性较强的一种谐波源,其冶炼时产生的谐波频谱几乎连续[8]。精炼炉谐波电流发生量的大小与炉子的吨位、冶炼的工艺、炉子本身制造水平和冶炼操作方式有关。
从表2中可以看出,冶炼时谐波电流最大值与谐波电流95%大值的差别很大,特别是对2次谐波,其谐波电流最大值与谐波电流95%大值的比值超过35倍。同时,精炼炉冶炼也产生大量的间谐波。一方面,谐波电流有效值与基波电流有效值叠加,使得变压器绕组和铁芯发热,影响绝缘寿命;另一方面,大量的谐波电流会使得变压器的铁芯进入饱和区运行,可能与系统中的电容发生铁磁谐振,引起过电压。
改良冶炼工艺和规范冶炼操作,既可减少冶炼时间,又可以减少冶炼时谐波电流最大值与谐波电流95%大值,降低变压器过热的风险。
4.5 电压调整分析
4.5.1 基波电压过高
将表4中精炼炉35 kV母线基波相电压测试数据折算成线电压,本次测试基波线电压最大值约为37.24 kV,基波线电压最小值接近36.5 kV,运行电压仍偏高。
现场测量电网中0#发电机典型运行参数见表7。

表7 0#发电机典型运行参数
根据表7可知,在精炼炉35 kV母线电压偏高时,根据发电机P-Q曲线的要求,调整发电机的无功出力,调节35 kV母线电压。
4.5.2 TCR可控电抗器容量偏小且运行不可靠
测试变电站主变35 kV出线断路器时,电网中SVC成套装置4次滤波支路、5次滤波支路未投入运行,且5次谐波电流上网值超标、长时闪变超标。主要原因有两点:一是由于35 kV母线运行电压偏高,滤波支路基波补偿容量约60 Mvar,大于TCR的感性无功出力;二是TCR支路发热严重且故障率高,运行不可靠。
4.6 变压器制造工艺分析
4.6.1 变压器接地
在变压器运行过程中,由于变压器各金属结构件在电场所处的位置不同,产生的电位也不同,当两点的电位差达到一定数值时,产生放电现象。放电的结果导致变压器油分解或固体绝缘损坏,为避免发生该现象,不应带电的金属结构件需要有效接地[9-10]。
现场实际情况是变压器制造厂商提供的变压器往往将铁芯、夹件、箱盖(桶式变压器)、变压器器身的接地进行内部连接,只留给用户一个接地点。由于内部连接情况检查不方便,且精炼炉冶炼变压器生产过程中性点偏移量大,容易出现接地问题而放电,导致油定期实验不合格,甚至产生其它更严重的后果,因此,区分开变压器各类接地,留给用户可靠接地的可操作性空间。
4.6.2 变压器线圈设计制造
线圈在设计上必须满足的基本要求包括:
1)电气强度
变压器线圈要求能承受雷电冲击耐受电压、操作冲击耐受电压、工频耐受电压,尤其是设计阶段,需要根据用户现场电网的实际运行参数设计,或者在新建项目中,在用户提供的变压器工作电压基础上,调高一档设计是有效的方法。
2)机械强度
冶金行业大容量冶炼变压器由于工艺要求,须抗频繁冲击、过载能力强,线圈的机械强度要求能承受长期频繁大幅度变化的电流所产生的电磁力,考虑到这种变压器损坏往往会导致修复工作量大、生产停产时间长、损失金额大,因此,采取多种措施尽可能提高线圈的机械强度是必要的。
图7为一台冶炼变压器使用2年,无任何异常情况下,下线吊芯检查,发现高压线圈变形,线间的绝缘垫块大量松动。

图7 使用2年的冶炼变压器
5 结论及整改措施
5.1 结 论
(1)冶炼时产生大量的冲击谐波电流,在其变压器上产生大的压降,此谐波压降叠加上35 kV供电系统较高的基波电压,导致精炼炉变压器匝间、层间和相间及相对壳体绝缘受到冲击,日积月累破坏绝缘。
(2)冶炼时产生了大量的谐波电流和间谐波电流,造成变压器绕组过热,缩短绝缘寿命。
(3)静态无功补偿SVC成套装置TCR支路出力受限,且发电机未参与调压,正常运行时,35 kV母线电压过高,其是变压器使用寿命缩短的原因之一。
(4)冶炼变压器按常规设计,不能完全适应电网及现场的使用要求。
5.2 整改措施
(1)改造静态无功补偿SVC成套装置,4次滤波支路、5次滤波支路投入运行,调整滤波器参数,以此减小并联谐振点放大倍数。同时,采用调节220 kV站2#主变高压侧抽头和0#发电机无功出力的方法,合理控制35 kV母线运行电压。
(2)规范操作,减少在冶炼过程中分合高压开关的操作次数,特别是减少精炼炉变压器空载分闸。并且在与变压器制造厂沟通后,将原先真空开关合闸挡位由13挡调整为7挡,减小合闸时,绕组受到的电动力冲击。
(3)变压器制造的技术要求细节调整:①变压器修复按照工作电压37.5 kV设计;②变压器使用的高压线圈匝绝缘材料厚度调整至大于等于1.35 mm;③线圈线饼绑扎加强,线圈截圆上间隔120°轴向通长三道绑扎牢固;④变压器外壳、夹件、铁芯单独设置接地引出线。
该炼钢厂精炼炉冶炼变压器在上述整改措施落实后,设备已经正常运行两年时间,其未发生异常情况,整改措施取得较好的应用效果。
