膜片隔离阀脉冲激光焊接工艺分析
2023-05-05王吉平董继业
杨 祎,王吉平,董继业,解 庆,常 涛,刘 钊
(西安航天动力研究所,陕西 西安 710100)
0 引言
膜片隔离阀广泛应用于单组元液体火箭发动机推进剂贮存供应系统中,与推进剂预包装贮箱集成设计,对预包装推进剂进行封存隔离,系统工作时膜片沿刻痕破裂打开形成推进剂流体通道。对于使用自燃推进剂的系统,隔离阀的密封作用必须绝对可靠,不允许贮箱加注推进剂后有任何泄漏[1]。
膜片隔离阀由预制有一定深度刻痕的金属膜片和壳体采用激光焊接工艺连接,金属膜片和壳体材料均为钛基金属,焊后通过气密性试验检查激光焊缝及膜片刻痕处的密封性能,膜片隔离阀的焊接质量将直接影响到系统工作的可靠性。目前,膜片隔离阀的研究主要集中在产品设计[1]和产品试验[2]领域,产品焊接方法和焊接质量控制的系统研究较少。本文从膜片隔离阀结构入手,分析了激光焊接工艺参数选用的原则,设计正交试验匹配出了激光焊接工艺规范,所焊接的产品焊缝质量、密封性能和破裂压力稳定性均能满足设计要求。
1 膜片隔离阀焊接结构
膜片隔离阀的典型结构见图1,金属膜片厚度为0.12 mm,直径Φ20 mm,壳体外形尺寸约为Φ24 mm×40 mm。金属膜片原材料为碘法钛TAD,壳体原材料为TC4,其各元素质量分数见表1,两种材料的冶金性和焊接工艺性较好[3]。

图1 膜片隔离阀典型结构Fig.1 Typical structure of membrane isolation valve
金属膜片结构见图2,刻痕处剩余厚度仅为0.05 mm左右,刻痕与焊缝位置距离大约为2 mm。膜片隔离阀激光焊缝设计要求见表2,焊接接头除了满足熔深、表面质量和气密检查要求外,还需要严格控制热输入量使得焊接过程不会对金属膜片刻痕位置产生显著影响,从而保证膜片隔离阀的工作可靠性。

图2 金属膜片结构示意图Fig.2 Structure of metal membrane

表2 膜片隔离阀激光焊缝设计要求
2 膜片隔离阀脉冲激光焊接理论分析
材料的激光焊接是激光束在材料表面反射、透射和吸收的复杂综合过程,本质上是光波的电磁场与材料相互作用的结果,只有被吸收的激光才能激发带电粒子运动转化成热能,使金属发生固体到液体、固体到气体或者基于二者之间的转变,实现金属的熔合[4-5]。
根据激光作用在工件上的功率密度,激光焊接分为热传导焊和深熔焊[6]。激光热传导焊时,材料表面的功率密度相对较低,材料表面仅存在液—固界面向材料内部推移形成熔池的过程,焊缝熔深相对较小,热影响区小,焊接变形小;激光深熔焊时,金属表面的高激光功率密度使金属快递蒸发,金属在蒸汽压力、反冲力等共同作用下形成小孔,实现“小孔焊接”,焊缝熔深相对较大,热影响区大[7-10]。
膜片隔离阀金属膜片厚度小,焊缝位置靠近金属膜片刻痕外侧,二者热容差异大,金属膜片与壳体激光焊接时会伴随着零件的不均匀加热,严重时会导致零件的焊接应力积聚甚至变形[11]。为了兼顾焊缝质量及金属膜片破裂压力性能,需要保证焊接零件热输入量小。热导焊焊接模式可以在保证金属膜片熔透的前提下引入较少的焊接热输入量,因而适用于膜片隔离阀的激光焊接。
在热导焊模式下,金属材料对激光的吸收率取决于激光波长、材料物性等固有因素及温度、表面状况(表面涂层和表面粗糙度)和激光功率密度等工艺因素[12]。脉冲激光焊接的功率密度Pd(单位为W/cm2)可表示为
Pd=4P/(πd2)
(1)
式中:P为激光作用于材料表面的平均功率,W;d为作用于金属表面激光束的光斑直径,cm。
平均功率P取决于激光器发射的功率和材料的热物理性能,本文采用激光器发射的平均功率PE表示激光作用于材料表面的平均功率P,作为不同试验件参数的比较依据,其数学表达式为
PE=PPτf
(2)
式中:PP为激光脉冲峰值功率,W;τ为脉冲宽度,s;f为脉冲频率,Hz。
综合式(1)和式(2),脉冲激光焊接的功率密度Pd可表示为
Pd=4PPτf/(πd2)
(3)
激光焊接时,激光束照射到金属材料表面,金属材料内部电子运动转化成热能后使金属材料熔化—凝固实现接头的熔合,理想的情况是接头两侧金属同时熔化形成稳定熔池[13]。对于膜片隔离阀,由于金属膜片和壳体热容差异大,满足壳体和金属膜片同时达到金属熔化温度时,壳体吸收的热量要远远大于金属膜片。要满足焊缝两侧金属吸收的瞬时能量基本相同,就要求激光焊接能量密度相对集中,因此,选用焦距较小的聚焦透镜进行膜片隔离阀的焊接,聚焦透镜焦距为100 mm,聚焦光斑直径0.2 mm。
选用热导焊焊接模式进行膜片隔离阀激光焊接的根本原因是该模式的焊接热输入量小。减少焊接热输入量的一个方法是减小焊接功率密度,根据式(3)可知,在聚焦透镜光斑直径确定的前提下,峰值功率越小,功率密度越小,因此选用设备所能提供的最小峰值功率密度500 W后续工艺研究。
除聚焦透镜焦距和脉冲峰值功率外,脉冲激光焊接主要工艺参数还包括脉冲宽度、脉冲频率、重叠系数和离焦量[14]。根据焊接冶金学理论,激光热导焊模式中,熔池形成的驱动力以熔池表面张力梯度引起的剪切力和浮力为主,相应的熔池流动机制分别为Marangoni对流和浮力引起的对流。Marangoni对流由熔池表面张力梯度引起,对熔池深度有明显影响;浮力引起的对流由熔池近表面材料热胀冷缩引起,对熔池宽度有影响,但较强的Marangoni对流可以限制浮力引起的对流[15]。研究表明:脉冲宽度为单个脉冲激光在金属表面的作用时间,影响焊缝区域以及焊缝表面区域温度梯度,从而影响Marangoni对流和浮力效应引起的对流,决定焊缝的熔深和熔宽,对焊缝宽度影响大;脉冲频率为单位时间内脉冲激光的数量,影响非激光作用阶段熔池的热扩散行为,引起稳态Marangoni对流和浮力对流时间的改变,从而影响焊缝的熔深和熔宽[15-16]。
离焦量主要影响金属表面激光束的光斑直径d,当离焦量为0时,光斑直径最小,为聚焦透镜的光斑直径。研究表明,光斑直径和离焦量Δz存在正相关关系[17]
d∝(Δz)2+d0
(4)
式中d0为聚焦透镜光斑直径。
根据焦点位置和金属表面的相对位置,离焦量分为正离焦和负离焦,当焦点位置在焊接材料上方时为正离焦,反之为负离焦。根据光束的聚焦特性,当正、负离焦表面距金属表面位置相同时,辐照在金属材料表面的激光束光斑直径相同,因此激光功率密度相同[18]。但是,采用负离焦进行焊接,材料内部的功率密度高于材料表面,温度梯度大所导致的稳态Marangoni对流时间长,因此焊缝熔深更大。所以,厚度较薄的板材、带材宜采用正离焦进行激光焊接[19]。
脉冲激光焊接的焊接速率一般通过光斑直径d、脉冲频率f和重叠系数K计算,即
v=df(1-K)
(5)
式中K值一般选取0.5~0.9。
式(5)表明,焊接速率与脉冲频率和光斑直径成正相关,与重叠系数成负相关。焊接速率影响单脉冲能量,在其他参数不变的前提下,焊接速率的增加会导致Marangoni对流和浮力效应对流过程减弱,焊缝的熔深和熔宽随之减小。
3 正交试验设计及结果讨论
3.1 试验方案设计
对于脉冲宽度、脉冲频率、重叠系数和离焦量4个影响焊缝质量的工艺参数,设计4因素、3位级正交试验对膜片隔离阀的脉冲激光焊接工艺进行研究,脉冲宽度3位级选择2.5 ms、2.7 ms和3.0 ms,脉冲频率3位级选择20 Hz、30 Hz和40 Hz,重叠系数3位级选择0.65、0.70和0.75,离焦量3位级选择0.1、0.3和0.5,具体试验方案见如表3所示的L9因素水平表。
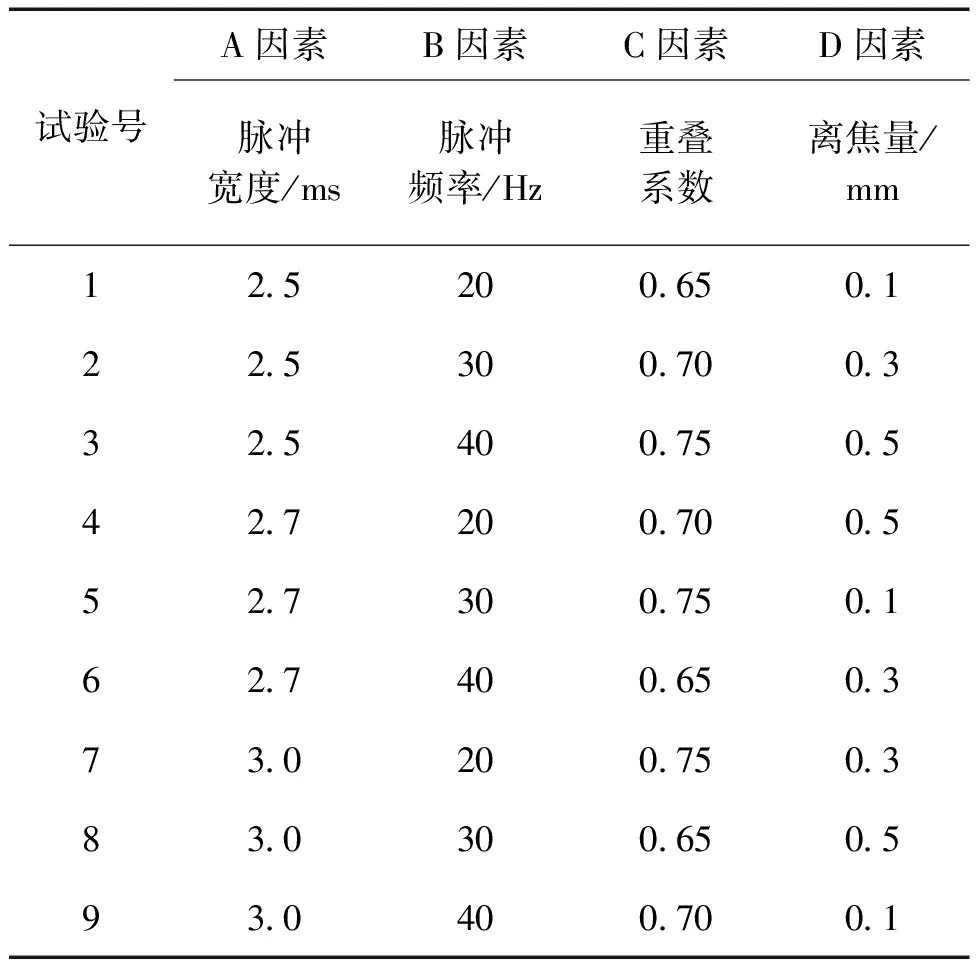
表3 L9(34)因素水平表
3.2 试验结果讨论
膜片隔离阀的焊接接头采用焊缝外观成形、熔深、熔宽3个结果进行表征,具体见表4。

表4 正交试验结果统计表
9个试验件的焊缝成形情况见图3,以有无飞溅、焊缝氧化程度和焊缝规整程度3个方面作为评判依据,除试验件9因焊接热输入过大导致焊缝表面塌陷、产生焊接飞溅外,其余试验件的焊缝外观成形情况基本一致,均能满足设计要求。9个试验件熔宽测量结果为0.606~0.684 mm,数据差异不大,原因是对焊缝宽度影响较大的脉冲宽度3位级差异小。9个试验件的焊缝熔深测量范围为0.175~0.434 mm,和焊缝外观成形存在相关性,随着熔深的增大,焊接的表面缺陷逐步显现。

图3 正交试验试验件焊缝形貌Fig.3 Morphology of welded joint of tests
对熔深最小(试验件3)和最大(试验件9)的试验件进行焊缝形貌显微分析(见图4、图5)。图4表明,试验件3 的焊缝为适度熔透,焊缝呈典型热导焊半球形接头,金属膜片未见翘曲变形;图5表明,试验件9的焊缝为过熔透,焊缝表面塌陷,金属膜片靠近焊缝处局部减薄变形,出现轻微“颈缩”现象。对两个试验件的焊缝热影响区进行比较,试验件3的焊接热影响区明显小于试验件9,但焊缝及热影响区组织未见明显差异。试验件9金属膜片变形的原因如下:金属膜片和壳体的结构刚度差异极大,壳体的约束度比金属膜片大很多,金属膜片在受到较大焊接热输入时更容易发生变形。钛合金激光焊接接头各区域的微观组织一般为“网篮状”马氏体,接头静抗拉强度基本与母材相当,塑性略低于母材;接焊缝的断裂韧度显著低于母材,而热影响区断裂韧度介于母材和焊缝金属之间[20-22]。膜片隔离阀的使用工况为加注推进剂进行运输、贮存,存在一定的冲击,当焊缝热影响区过大时,组织的不均匀性凸显,存在脆性断裂的风险。因此,综合焊缝显微组织分析和膜片隔离阀使用工况,焊缝熔深应该在金属膜片熔透的前提下尽可能小。
采用极差分析法对9个试验件的熔深实测值进行分析,结果见表5。极差分析结果表明,4因素对焊缝熔深影响的主次顺序为:脉冲频率、离焦量、脉冲宽度和重叠系数。膜片隔离阀需要选择焊缝熔深小的参数集合,因此选择各因素中K值较小的位级,则最优组合为A1B1C3D3,即脉冲宽度2.5 ms,脉冲频率20 Hz,重叠系数0.75,离焦量0.5 mm。
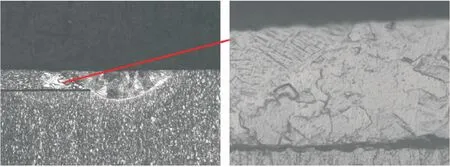
图4 试验件3焊接接头金相显微图Fig.4 Metallographic micrograph of welded joint of test 3
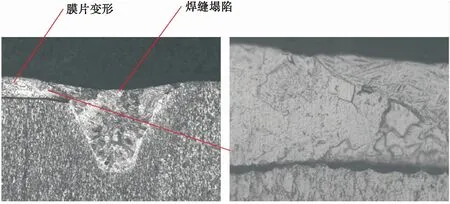
图5 试验件9焊接接头金相显微图Fig.5 Metallographic micrograph of welded joint of test 9

表5 正交试验极差分析
影响脉冲激光焊接的工艺参数可综合考虑为功率密度Pd、离焦量Δz和焊接速率v。由于功率密度Pd中金属表面激光束光斑直径d受聚焦透镜光斑直径d0和离焦量Δz影响,因此对功率密度Pd进行修正,修正功率密度Pd′数学表达式为
Pd′=4P/[π(Δz2+d0)2]
(6)
根据式(6)计算各试验件的修正功率密度Pd′,建立其与焊缝熔深的散点图并进行数据拟合(见图6),可以看出,焊缝熔深随着Pd′的增加而增大,当Pd′增大到一定程度后,出现了焊缝熔深急剧增加的现象。这是由于Pd′的增大会造成熔池表面的温度梯度增大,进而导致Marangoni对流强度的增强,熔池内部对流速度和深度增加。由于材料内部的复杂冶金过程,温度梯度随着Pd′的增大趋近于指数型增长,因此表现出了熔深的急剧增加。

图6 修正功率密度与熔深关系图Fig.6 Relationship between modified power density and weld penetration
建立修正功率密度Pd′、焊接速率v和焊缝熔深三者的关系(见图7),结果表明,在焊接速率v一定的情况下,修正功率密度Pd′的增大会导致焊缝熔深的增加,在修正功率密度一定的情况下,随着焊接速率的增加,焊缝熔深减小。图7表明,当焊缝熔深较小时,修正功率密度Pd′和焊接速率v存在相互匹配的参数带,需选取较小修正功率密度Pd′和较低焊接速率v或者较大修正功率密度Pd′和较高焊接速率v来满足焊缝熔深要求。
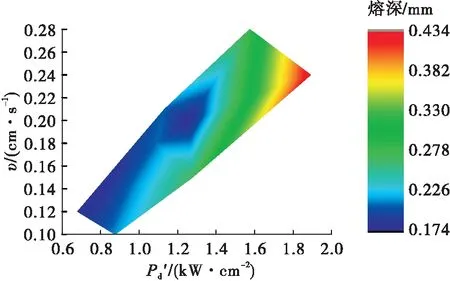
图7 修正功率密度、焊接速率与焊缝熔深关系图Fig.7 Relationship among modified power density,welding rate and weld penetration
4 膜片隔离阀激光焊接工艺
4.1 焊接工艺流程
膜片隔离阀金属膜片与壳体的脉冲激光焊接工艺流程见图8。首先采用酒精或丙酮对金属膜片和壳体进行清洁,重点清洗待焊部位,但需要注意不能使金属膜片刻痕处受到外力损伤;将清洁后零件装夹在定位工装中,在显微镜下观察金属膜片与壳体凹槽端面贴合紧密,防止焊接过程中出现未熔合现象;将工件装夹在激光焊机工作台上,调整保护气角度,保证其在整个焊接过程中可以对焊缝熔池起到有效保护;采用低脉冲宽度进行金属膜片的激光点焊,点焊时在金属膜片圆周上依次对称分段进行,防止热输入量集中带来的金属膜片翘曲;依次进行首件膜片阀激光焊接、检验、产品焊接、外观检查。
采用上述工艺流程及工艺规范焊接的膜片隔离阀,焊缝表面呈现光亮的银白色,无咬边、凹坑、裂纹、气孔和夹杂物等可视缺陷;剖切件熔深满足要求,焊缝内部未见气孔、夹杂缺陷。
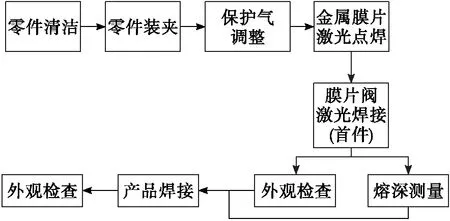
图8 膜片隔离阀激光焊接工艺流程Fig.8 Laser welding process of membrane isolation valve
4.2 产品试验验证
膜片隔离阀焊接后进行气密性试验和破裂压力试验分别对焊缝密封以及膜片性能进行验证。采用上述焊接工艺流程和工艺规范焊接的产品,满足0.45 MPa的气密试验条件下保持5 min不泄漏的设计要求。图9为3种不同刻痕剩余厚度膜片隔离阀的破裂压力,每种刻痕剩余厚度的子样数为10个,其刻痕剩余厚度分别为46 μm、51 μm和56 μm。结果表明,相同刻痕剩余厚度的10个子样的破裂压力基本一致。由此可见,膜片隔离阀的焊接工艺流程和基于正交试验优化的焊接工艺规范合理有效,能够满足产品的设计性能。目前,该产品已通过了多次试车和飞行考核。

图9 膜片隔离阀破裂压力统计图Fig.9 Rupture pressure of membrane isolation valve
5 结论
本文基于正交试验对膜片隔离阀的脉冲激光焊接工艺进行研究,具体结论如下。
1)膜片隔离阀脉冲激光焊接宜采用热导焊焊接模式,选用短焦透镜和低峰值功率可以保证焊缝接头质量及产品使用性能。
2)建立L9(34)正交试验表,极差分析得出影响焊缝熔深的主次顺序为脉冲频率、离焦量、脉冲宽度、重叠系数,匹配出适用于膜片隔离阀的焊接规范为20 Hz、0.5 mm、2.5 ms和0.75。
3)修正功率密度Pd′可以综合表征脉冲能量、离焦量对焊缝熔深的影响,焊缝熔深随着Pd′的增加而增加,且当Pd′增大到一定值后,熔深出现急剧增加的现象。
4)膜片隔离阀需选取较小修正功率密度Pd′和较低焊接速率v或者较大修正功率密度Pd′和较高焊接速率v来满足焊接要求。
5)膜片隔离阀的工艺流程和基于正交试验优化的激光焊接工艺规范能够保证产品的焊缝外观质量、密封性和破裂压力稳定性。产品已配套至多种型号飞行产品,并经过了飞行及试车考核。
