西门子S7-1500PLC在中天钢渣热闷处理中的应用
2023-04-29陈革峰
陈革峰


摘 要:中天钢渣热闷处理系统采用西门子S7-1500PLC控制系统,实现远程自动化控制,减少职工的作业强度和人员结构,提高生产作业效率,增加产能。简要说明西门子S7-1500 PLC控制系统的功能及其软、硬件构成,网络结构,主要控制功能等。
关键词:S7-1500PLC;钢渣;热闷工艺;提效
APPLICATION OF SIEMENS S7-1500PLC IN STEEL SLAG HOT SEALING TREATMENT OF ZHONGTIAN IRON AND STEEL COMPANY
Chen Gefeng
(Zhongtian Iron and Steel Group (Nantong) Co., Ltd. Nantong 226151, China)
Abstract:The Zhongtian steel slag heat sealing treatment system uses the Siemens S7-1500 PLC control system to achieve remote automation control, reduce the workload and personnel structure of employees, improve production efficiency, and increase production capacity. Briefly explain the functions, software and hardware composition, network structure, and main control functions of the Siemens S7-1500 PLC control system.
Key words:S7-1500PLC; steel slag; heat sealing process; efficiency improvement
0 引 言
中天钢铁集团建设两条钢渣处理自动化生产线,保证100%的各类钢渣得到及时处理并达到环保要求,处理后的钢渣可满足炼钢和其他工序使用的质量要求及其他产业最大限度的高附加值循环利用。
其中一次处理生产线设计规模为年处理转炉钢渣132万t,铸余渣热泼17万t/a,一次处理生产线合计设计规模为149万t/a。二次处理设计规模为年处理转炉钢渣198万t,铸余渣热泼27万t/a,二次处理生产线合计设计规模为225万t/a。两条钢渣处理自动化生产线实现了钢渣处理工序的安全性、可靠性、先进性、环保性、完整性,对钢渣的科学化处理和资源化利用,提高企业经济效益,减少职工的作业强度和人员结构,贯彻了循环经济和可持续发展的方针。
1 钢渣热闷工艺流程
钢渣有压热闷工艺流程如图1所示,首先采用辊压破碎进行处理,破碎完后的钢渣进入有压热闷罐进行热闷,热闷后的大块渣钢通过振动筛留在渣跨厂房后返回炼钢,其余尾渣通过胶带机输送至筛分磁选线进行二次磁选[1-2]。
辊压破碎工序主要是完成熔融钢渣的快速冷却、破碎,此阶段的处理时间约30 min。转炉车间出渣后由过跨车将渣罐运至钢渣热闷处理厂房,经由铸造起重机将装有熔融态钢渣的渣罐吊至渣罐倾翻机上。渣罐倾翻机行走至预定位置倾翻渣罐,辊压破碎机反复辊压破碎并打水处理。经过此阶段的处理,可将熔融钢渣的温度由1 600 ℃左右冷却至700 ℃左右,最大粒度破碎至300 mm以下。有压热闷工序主要是完成经辊压破碎后钢渣的稳定化处理,此阶段的处理时间约2~3 h左右。通过辊压破碎后的钢渣经转运台车送至铸造起重机吊装位置,经由铸造起重机吊运至有压热闷罐内,罐内热闷处理之后经由铸造起重机吊运至卸料区卸料并经皮带输送机转运至钢渣磁选加工生产线。有压热闷处理后钢渣的稳定性良好,其整个过程基本都是在密闭体系下进行,因此,较现有钢渣处理技术相比,其洁净化程度更高,更加环保,并为钢渣余热的回收利用创造了条件[3-5]。
2 自动化控制系统
西门子PLC S7-1500系列是西门子PLC系列的高性能产品,它在运行能力,通讯功能,扩展性能,响应速度,显示功能等方面,相比西门子PLC S7-300系列,西门子PLC S7-400系列都有了大幅提升,在自动化控制系统的配置中提供了更加完备的解决方案。西门子PLC S7-1500为用户准备了多种CPU,包括紧凑型CPU,用户可以根据现场需求进行选择,以便组成更加合理的控制系统。
S7-1500PLC的处理速度更快,诊断能力和安全性更高,不仅可节省成本,提高生产效率,而且安全可靠,维护简单方便。例如,相对于S7-300/400,S7-1500 PLC采用新型的背板总线技术,采用高波特率和高传输协议,使其信号处理速度更快;S7-1500 PLC的模块集成有诊断功能,诊断级别为通道级,无需进行额外编程,当发生故障时,可快速准确地识别受影响的通道,减少停机时间,这是S7-300/400PLC所无法比拟的。
S7-1500PLC的组态和编程效率更高,信息采集和查看更方便,这也是工程设计人员的福音。由于S7-1500PLC是无缝集成到TIA博途软件中,无论是硬件组态、网络连接和上位组态,还是软件编程,其操作均简单快捷。而S7-300/400PLC专用组态编程软件为经典STEP7,上位组态软件为WinCC,相对于TIA博途软件,某些操作显得繁琐。
2.1 系统硬件配置
在中天钢渣热闷处理生产线中,控制系统采用西门子S7-1500系列PLC,CPU选用CPU1515-2PN,30ns的位运算响应速度,2个PROFINET网络接口,最大支持30Gb存储卡,作为控制系统的核心满足现场实时性、扩展性要求。通过西门子IM155-5 PN接口模块拥有2个RJ45以太网口,可将各个从站进行连接,每个接口模块可组件30个外围扩展模块。其中扩展模块数字量输入模块SM521、数字量输出模块SM522、模拟量输入模块SM531、模拟量输出模块SM532,用于外部设备的连接。系统电源采用PS 60W 120/230V AC/DC,为 S7-1500 的背板总线提供+24V DC工作电压,用于向CPU以及其扩展模块提供电源。
主站和从站均安装在电气室PLC控制柜内,组成硬件组态网路,硬件组态如图2所示。MCC柜内控制信号、现场仪表信号等硬接线通信连接至各个PLC柜,实现远程自动化控制。主站通过光缆,将主站工业网络交换机与现场热闷远程站,泵房、风机等现场远程站进行连接,组成自动化拓扑结构网络。环形拓扑结构网络具有良好的数据传输率,并能从链路故障中迅速恢复。在一条冗余链路被禁用的情况下,环形网络可有效形成一条线路,并能提供快速和有效的通信。在链路故障期间,没有复杂的重新路由。相反,冗余链路激活也简单——且所有其他链路继续使用系统的默认端口路由。
2.2 系统编程和软件画面
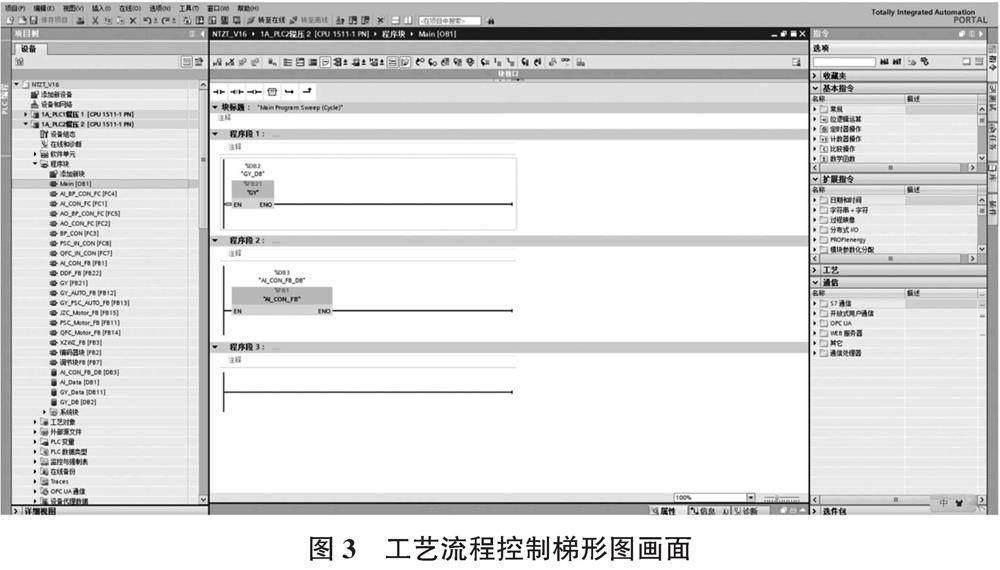
控制系统上位机软件采用西门子博图TIA PortalV17,博图软件的编程语言采用全符号编程,极大提高了程序的可读性。博图软件通过控制器安全级别的保护机制,提高了系统安全,防止通过西门子HMI进行未经授权的访问,对项目规划数据、固件文件以及安全通信进行完整性和机密性保护,提高了设备的可用性。西门子PLC S7-1500系列为用户带来了更加完善的体验,它具有优异的控制性能,通讯功能强大,为用户提供了经济性好,品质高的自动化控制系统解决方案,工艺流程控制梯形图如图3和图4所示。
PLC程序采用模块化编程思路,将各个不同的功能逻辑封装到不同的功能块(FB)、功能(FC)中,在Main函数(OB1)循环执行程序,用户程序中可包含多个程序循环OB,程序循环OB以最低优先级等级执行,可被其他事件类型中断。
程序中将不同功能的设备和电机进行模块封装,例如将辊压系统、热闷系统、风机系统、水泵电机等,对应不同的FB功能块和DB数据块。利用博图软件中自带的PID功能模块PID_Compact,可以应对大部分的工业闭环调节过程,本项目的液位控制、恒压控制等,均采用PID功能模块,设置好相应的PID控制参数,对变量进行自动调节作用。
应用博图软件做上位机HMI绘制,可以将PLC的变量与上位机画面变量直接关联,不能用的变量和格式不对的地方,也会及时的出现报警提示,其尚未操作画面如图5所示。常用的变频器等控制,直接在博图里面就可以进行配置、组态和调试,节省了调试时间,提升了调试效率。博图中的软件仿真,可以对程序写好后,可以进行仿真测试,来排除程序中的Bug,提前发现并解决问题,缓解现场调试时的压力。
3 结 论
目前,中天钢渣热焖处理生产线已全线投入运行,并且运营效果良好,应用西门子S7-1500PLC实现远程自动化控制,减少职工的作业强度和人员结构,提高生产作业效率,增加产能,为进一步实现无人化工厂和数字化管理打下基础。钢渣热焖处理生产线的建设,也符合推动发展方式绿色转型的方针,强化固体废物的治理,实现节能减排,取得了良好的经济效益、社会效益和环境效益。
参考文献
[1] 董继亮,李硕,卢彬,等.转炉渣高效处理工艺的应用[J].河北冶金,2022(7):75-78.
[2] 马永富.钢渣处理技术现况和探讨[J].冶金与材料,2022,42(2):119-120.
[3] 张延平,赵红军,王东,等.钢渣热闷余热回收技术与供暖(发电)应用[J].冶金能源,2023,42(1):49-51.
[4] 吴桐,张延平,彭犇,等. 转炉钢渣余热发电技术研究[J].环境工程, 2017(S2):309-312.
[5] 张国伟,张延平,吴桐,等.钢渣热闷余热回收有机朗肯循环发电技术分析[J].冶金能源,2021,40(2):9-12.
