铝制板翅式散热器真空钎焊影响因素研究
2023-04-07张剑波张权笠李文辉
张剑波 张权笠 李文辉
(贵州永红换热冷却技术有限公司,贵州 黔南 550600)
0 前言
铝制板翅式散热器是目前国内最先进的散热器,它具有体积小、重量轻、结构紧凑、散热效率高、强度高以及适应性强等优点,在工业领域的应用越来越广。真空钎焊技术为该种产品的核心工艺技术,国内外学者对铝及铝合金真空钎焊机理、铝散热器真空钎焊工艺技术进行了大量研究,并取得了一批研究成果,但对铝制板翅式散热器真空钎焊工艺技术研究报道较少,国内对铝制板翅式散热器真空钎焊工艺有些技术没有完全掌握,在关键的生产工艺中还存在影响铝制板翅式散热器真空钎焊质量及其稳定性的问题[1]。铝制板翅式散热器真空钎焊对工艺过程条件的细微变化非常敏感,钎接板钎料层厚度和成分尽管都在规定的范围内,也经常出现真空钎焊质量的明显不同,要想很好地控制铝制板翅式散热器真空钎焊时各工艺过程条件的变化,必须建立在了解铝制板翅式散热器真空钎焊各工艺过程条件之间关系的基础上。因此,进行铝制板翅式散热器真空钎焊工艺技术的研究对提高铝制板翅式散热器真空钎焊质量有非常重大的意义。该文主要从环境湿度和零件存放时间的变化,对铝制板翅式散热器零件表面状态、钎焊缝质量以及泄漏点数的影响做了研究和改善,找出它们之间的关系,为铝制板翅式散热器的生产提供了工艺方法和技术支持[2-3]。
1 试验部分
1.1 试验材料
试验件的规格为150mm×94mm×68mm,试验件由冷、热边封头、冷、热边翅片、钎接板和侧板6 种零件组成,试验母材选用3A21 和3003 铝合金,钎接板材料为4004/3003/4004,如图1 所示。

图1 试验样件
1.2 试验设备
试验采用北京华海中谊公司的VAB-600A 真空铝钎焊炉,主要技术指标如下。有效加热区:4100mm×1000mm×1050mm,极限真空度:6.7×10-4Pa,加热功率:600kW,压升率:0.2Pa/h,最高温度:700℃,最大装炉量:4500kg;测湿度用的温湿度计,量程为0%~90%,如图2、图3 所示。

图2 真空钎焊炉

图3 温湿度计
1.3 试验方法
1.3.1 材料表面状态试验
清洗2 片钎接板,一片烘干立刻密封保存,另一片放在湿度55%下存放30h。对2 片钎接板进行金相显微镜观察和能谱分析表面状态,主要分析含氧量和灰尘含量的变化。
1.3.2 样件钎缝试验
将每批试验零件进行清洗,清洗好后放进45℃的恒温烘干箱烘干2h。然后进行装配、校正并且进炉真空钎焊。焊后对试验样件进行钎缝解剖分析,得出结论。
1.3.3 环境湿度、零件存放时间与产品焊后泄漏数关系试验
在线跟踪50 套产品(型号在500 到700 范围内),记录环境湿度和零件存放时间。钎焊后统计钎焊缝泄漏数,用Minitab 15 工具对收集的数据进行分析,并做出环境湿度和零件存放时间跟产品焊后泄漏数的关系曲线。
1.3.4 工艺过程条件优化试验
对环境湿度和零件存放时间跟产品焊后泄漏数关系曲线进行优化试验,明确量化环境湿度和零件存放时间对产品真空钎焊质量的影响。
2 试验结果及分析
2.1 材料表面状态对比
刚刚清洗完和清洗完在湿度55%下存放30h 的2 种材料表面状态如图4、图5 所示。2 种状态下材料表面的含氧量及状态如图6、图7 所示。

图5 湿度55%,存放30h 的零件表面状态
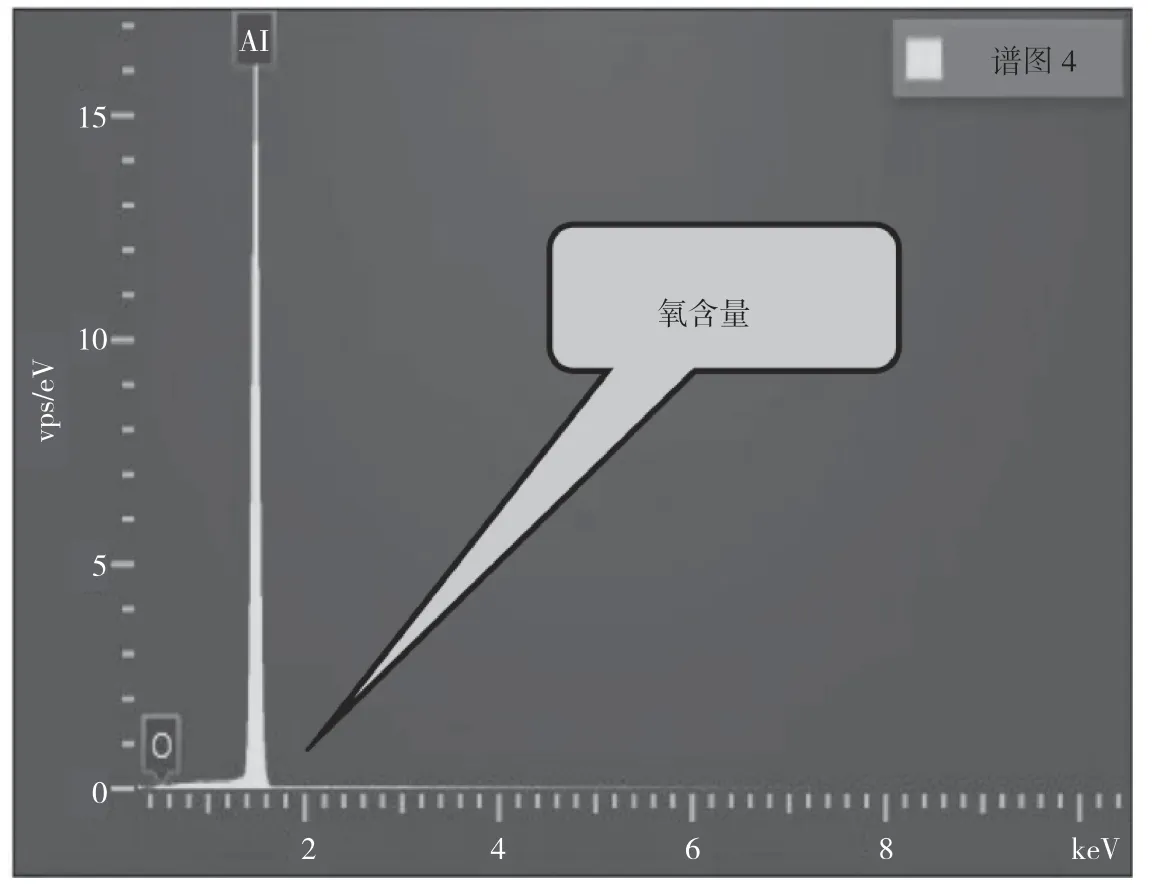
图6 清洗完成零件表面状态
从图4~图7 可以看出,环境湿度及零件存放时间对零件表面灰尘和含氧量有非常大的影响,主要表现在以下2 个方面:1)湿度大,零件表面吸潮比较严重,会在零件表面形成更厚的氧化膜。2)零件存放时间越长,零件表面不仅吸潮,还会吸附很多脏东西和灰尘。在高温下,湿气及脏东西挥发,严重影响炉内气氛,进而严重影响钎焊质量。3)在湿度为55%下存放30h 的干净零件表面的含氧量是刚刚清洗完的零件表面的3~5 倍。
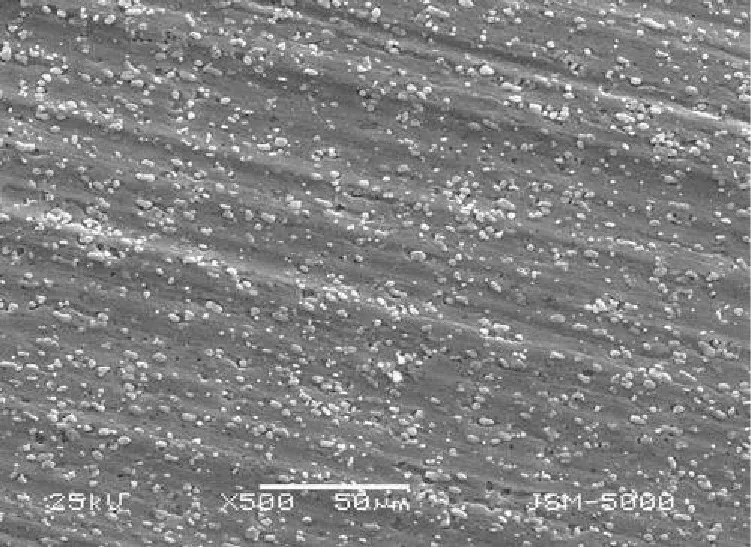
图4 清洗完成零件表面状态

图7 湿度55%,存放30h 的零件表面状态
2.2 样件钎缝试验
首先,当环境湿度为20%~40%时,零件存放时间对焊缝质量的影响。当环境湿度为20%~40%,零件存放时间分别为10h、20h、40h、60h,样件钎焊缝状态如图8~图11 所示。
从图8~图10 可以看出,在湿度为20%~40%环境下存放10h、20h 跟存放40h 的钎焊缝没太大区别,都能得到饱满、致密的钎焊缝,这是由于零件放在湿度小的环境里,氧化膜增厚较慢,适当延长存放时间对氧化膜的增厚没太大影响。但从图11 可发现,钎焊缝有明显孔洞,有颗粒状,不均匀,不连续。这是由于零件存放时间太长,零件表面氧化膜较厚,钎焊时去膜较差,形成断续、不致密的钎焊缝。由以上分析可得,当环境湿度为20%~40%,零件存放时间应控制在40h 以内。

图11 存放60h 的焊缝状态
其次,当环境湿度为50%~60%时,零件存放时间对焊缝质量的影响。当环境湿度为50%~60%,零件存放时间分别为10h、20h、30h,样件钎焊缝状态如图12~图14 所示。
观察图12~图14 可发现,图12~图13 的钎焊缝比较饱满、致密,而图14 的钎焊缝出现断续孔洞。在相同的湿度条件下,图12~图14 的零件存放10h~20h,零件表面所吸附的灰尘杂质比较少且生成的氧化膜也比较薄,钎焊时比较容易去膜,钎料得到润湿、铺展,所以能形成比较饱满、致密的钎焊缝。相反,图14 的零件存放30h,零件表面吸附了大量的灰尘杂质且生成的氧化膜也比较厚,钎焊时去膜不充分,钎料得不到充分润湿、铺展,所以形成了断续、不致密的钎焊缝,看上去像一条黑线。从以上分析可知,当环境湿度为50%~60%,零件存放时间应控制在20h 以内。另外,将图8~图10 与图12~图13 进行比较可以看出,在相同的零件存放时间下,湿度小的钎焊缝比湿度大的钎焊缝要饱满、致密得多。

图8 存放10h 的焊缝状态

图10 存放40h 的焊缝状态

图12 存放10h 的焊缝状态

图13 存放20h 的焊缝状态

图14 存放30h 的焊缝状态
再次,当环境湿度为70%~80%时,零件存放时间对焊缝质量的影响。当环境湿度为70%~80%,零件存放时间分别为10h、40h,样件钎焊缝状态如图15~图16 所示。
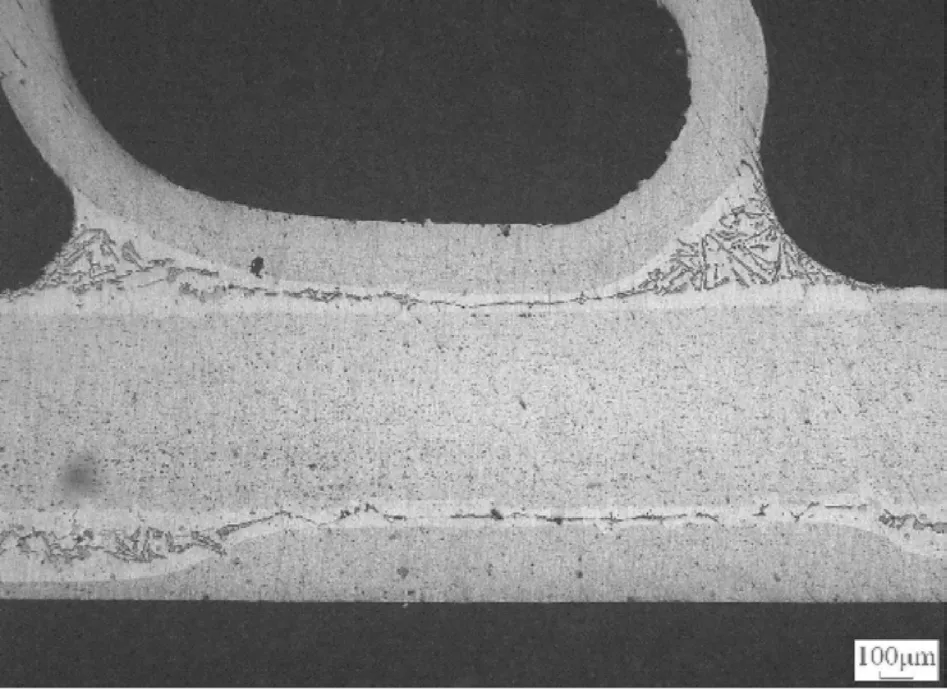
图9 存放20h 的焊缝状态
从图15~图16 可以看出,在湿度为70%~80%环境下存放10h 跟存放40h 的钎焊缝没什么区别,钎焊缝明显是一条“黑线”。对以上现象进行分析,在湿度为70%~80%的环境下,无论零件存放多少时间,零件表面都会形成一层很厚的氧化膜。氧化膜的增厚使镁蒸气的效果不能充分发挥,钎料的流动性降低,所以形成断续、不致密的钎焊缝。因此,当环境湿度为70%~80%时,不适合进行真空钎焊。

图15 存放10h 的焊缝状态
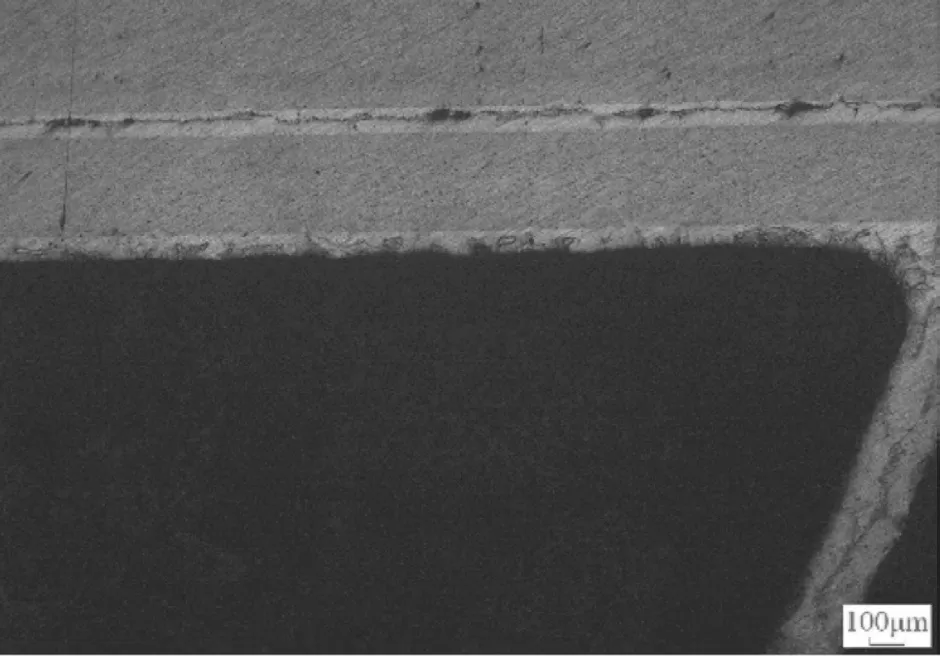
图16 存放40h 的焊缝状态
2.3 环境湿度、零件存放时间与产品焊后泄漏数关系试验
通过在线跟踪50 套产品(型号在500 到700 范围内),记录环境湿度和零件存放时间,钎焊后统计钎焊缝泄漏数,用Minitab 15 工具对收集的数据进行分析,并做出环境湿度、零件存放时间跟产品焊后泄漏数的关系曲线,如图17 所示。
从图17 可以看出,环境湿度≤50%时,产品泄漏数较少;50%≤环境湿度≤80%时,产品泄漏数大大增多,有2~9 个泄漏点,即最佳环境湿度是≤40%,环境湿度≥60%不利于产品真空钎焊质量的保证。零件存放时间≤20h 时,产品泄漏数较少;20h ≤零件存放时间≤70h 时,产品泄漏数大大增多,有2~8 个泄漏点,即最佳零件存放时间是≤20h,存放时间≥20h 不利于产品真空钎焊质量的保证。
2.4 工艺过程条件优化试验
该文试制了3 批共57 套产品进行工艺条件验证试验,具体工艺条件和产品焊后泄漏数见表1。

表1 工艺过程条件和产品泄漏数
从表1 可以看出,57 套产品的泄漏数在3~9,进一步验证了最佳工艺过程条件,在此工艺过程条件下生产,完全能保证产品的真空钎焊质量。
3 结论
环境湿度及零件存放时间对零件表面状态有非常大的影响,主要是对零件表面灰尘和含氧量的影响。
在相同的环境湿度下,零件存放时间不同,产品钎缝饱满程度也不同。零件存放时间具体要求:当环境湿度为20%~40%时,零件存放时间应控制在40h 以内;当环境湿度为50%~60%,零件存放时间应控制在20h 以内。
在相同的零件存放时间下,环境湿度不同,产品钎缝饱满程度也不同。环境湿度具体要求:当环境湿度为20%~40%时,最适合产品真空钎焊;当环境湿度为50%~60%时,可以通过控制零件存放时间满足产品真空钎焊;当环境湿度大于70%时,不宜进行真空钎焊。

图17 环境湿度、零件存放时间与泄漏数的散点图
