浅析板翅式换热器迎风面钎焊缝补焊技术
2020-09-10姜红霞
姜红霞

摘要:针对板翅式换热器迎风面钎焊缝一次补焊成功率低的问题,系统深入的分析问题产生的原因,并找出主要原因,针对主要原因采取了对应的措施,通过多次试焊确定了最终的工艺参数,经实践证明,一次补焊成功率明显提高,外观质量大大改善。
关键词:板翅式;换热器;芯体;气侧翅片;补焊;氩弧焊
0 引言
板翅式换热器是一种高换热效率、高可靠性、结构紧凑、同时成本较低的热交换器,广泛应用于工程机械、压缩机、液压冷却系统等领域,为了更好的满足客户要求,降低成本、提升外观质量,特对“提高板翅式换热器迎风面钎焊缝补焊一次成功率”进行工艺攻关。
1 情况简介
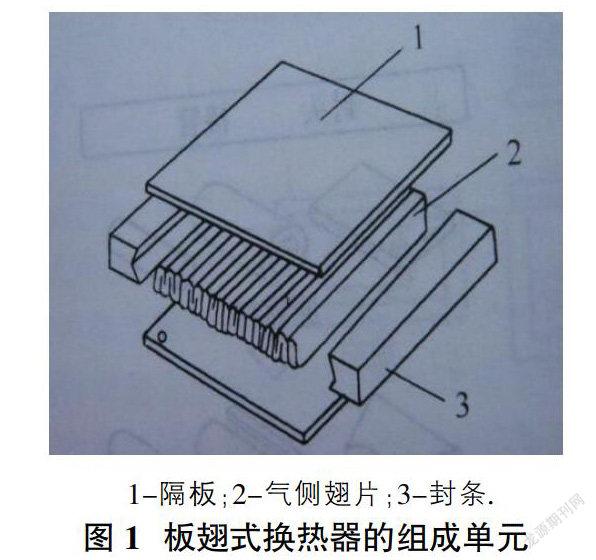
板翅式换热器芯体单元体结构如图1所示;由气侧翅片、隔板、封条组成,其中气侧翅片一般由厚度为0.15~0.3mm的铝箔冲制而成,隔板一般为0.6~1.2mm带焊料铝板,封条为铝型材,经装配形成芯体单元,最后进入真空钎焊炉进行真空钎焊。
由于真空钎焊控制参数较多,工艺复杂,同时还要受到环境湿度条件的影响,因此钎焊后的芯体迎风面会出现漏点,需要采取手工钨极氩弧焊的方式对其进行补焊,以满足产品性能的要求。隔板厚度只有0.6~1.2mm,气侧翅片厚度在0.3mm以下,补焊要达到满足产品的气密性能和耐压性能的要求,同时要最大限度的保证不烧蚀气侧翅片,保证产品外观,焊接难度极大。铝的熔化温度在660℃左右,而氩弧焊的中心温度在3000℃左右,因此在补焊时热量迅速传导到气侧翅片,会出现烧蚀翅片的情况,尤其是厚度在0.2mm以下翅片就更易出现种情况;在实际生产中,翅片厚度在0.2mm以下的板翅式换热器,由于补焊时要时刻注意避免烧蚀翅片,因此会出现一次补焊的深度不够,还需要进行二次补焊情况。按照行业标准,对于板翅式换热器二次补焊有严格规定,补焊的长度和处数超出规定的数量后就不能使用。因此,提高0.2mm以下翅片的板翅式换热器产品的一次补焊率对于降低产品的成本有极大的益处。
2 原因分析并确定主要原因
2.1 采购焊条、氩气不合格
查阅2019年7月~8月氩弧焊所用的焊条和氩气的进货检验记录和进行了现场检查。查到焊条共进货4次,均是从合格供方进货,进货检验均合格,同时查看到库房现场每包焊条防潮包装完整,并存放在库房内专用货柜,焊条贮存满足要求。查到氩气共进货2次,均是从合格供方供货,库房留有每次进货的氩气纯度报告,报告显示满足工艺要求;向焊接工人员询问了近2个月使用氩气的情况,焊接工人未发现异常情况。
分析结果:非主要原因。
2.2 焊机电流限制器没有起作用
首先对生产现场的8台焊机进行了逐一检查,所有焊机的电流限制器处于良好状态;然后查看了5月以来所有焊接的日常保养记录和每月的设备检查记录,均未发现焊接电流限制器有问题的记录。
分析结果:非主要原因。
2.3 生产场地通风设备损坏
对生产现场屋顶的排风扇进行了现场使用,均能正常使用,同时询问有关人员排风扇9月以来的使用情况,未发现不工作的情况。
分析结果:非主要原因。
2.4 对过程监测没有检查
对氩弧焊接工序現场的“过程监控记录表”进行了查看,并查阅了7月、8月的记录,记录均按照要求对焊接电流等工艺参数进行了监测,并经检验员确认;同时还看到了每月由质量和技术部门进行的“工艺纪律检查”的记录,没有发现焊接工序违反工艺纪律的情况。
分析结果:非主要原因。
2.5 焊接时改变焊接角度,焊接电流,焊接热量集中
经讨论编制了“改变焊接角度试验方法”,并进行了3次试验,试验表明采用改变焊接角度,焊接电流,可以提升一次补焊成功率,但会烧蚀0.2mm的气侧翅片,严重影响产品外观质量。
分析结果:主要原因。
3 针对主要原因制定对策
3.1 制定初步方案
通过上述分析,已确定“焊接角度,焊接电流,焊接热量集中”是造成一次补焊成功率低的主要原因,因此,一致认为采取的措施就要围绕“改变焊接角度、调整补焊电流,迅速散热”来进行,经讨论认为可以利用不锈钢板耐高温、可以反复利用等优点,采取“不锈钢板散热控温法”来解决问题,即补焊时将1mm的不锈钢板放置在补焊处两侧,只留出需要补焊的漏点进行补焊。
3.2 确定具体工艺参数
经讨论,针对“不锈钢板散热控温法”中的两个关键点“工装”、“焊接参数”制定具体工艺参数,详见表1。
4 实施对策
4.1 制作工装
制作不锈钢板两块,厚1.0mm,长150mm,宽60mm。
4.2 试焊
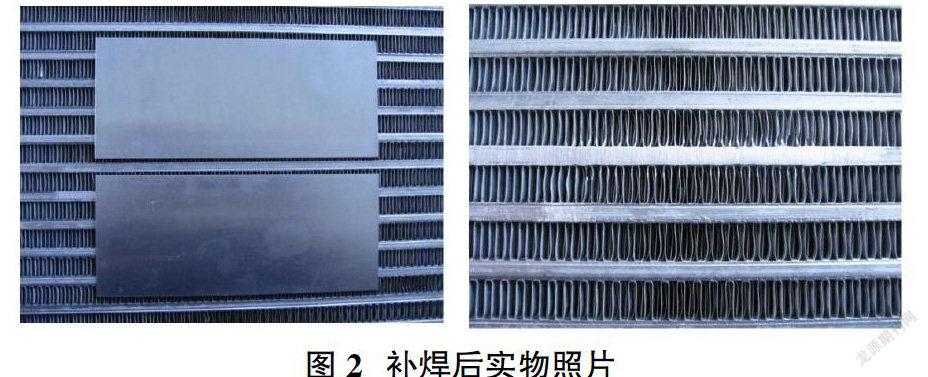
按照3种电流各补焊5处钎焊缝,随后进行焊后产品焊缝的外观检验及气密性能试验,补焊后实物照片见图2;焊接参数及试验情况见表2。
根据以上试焊情况,确定了焊接参数:①焊接电流为:80~90A;②焊接速度:0.2~0.3m/min;③焊丝:?准2mm铝硅焊丝;④氩气流量:10 l/min。
4.3 确定焊接工艺
根据试焊的情况,编制了《板翅式换热器迎风面钎焊缝手工氩弧焊工艺作业指导书》,固化工艺参数。
5 改善效果
5.1 改善效果
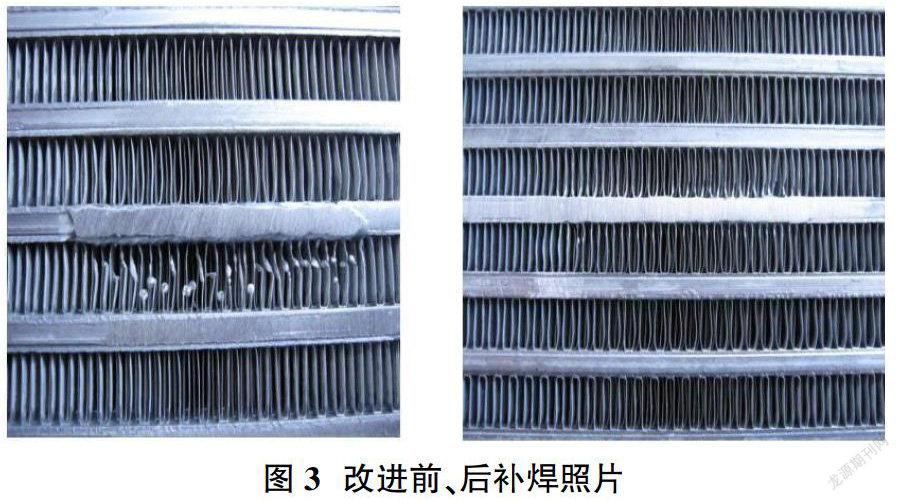
按照《板翅式换热器迎风面钎焊缝手工氩弧焊工艺作业指导书》对2018年10~11月生产的板翅式换热器钎焊缝进行了补焊实验,并与未采取措施前的补焊情况进行对比,产品补焊一次成功率由原来的75.5%提升至97%,且产品外观质量有极大的提高,如图3所示。
5.2 建议
通过此次攻关,板翅式换热器迎风面钎焊缝补焊一次成功率得到了很大提高。建议对氩弧焊补焊和真空钎焊进行更深入的学习和实践,一方面提高真空钎焊的焊接成功率,减少漏点数量,同时继续深入研究改进补焊工艺,特别对于芯体端头及内漏的补焊进行改进提高,全面提高补焊的效率,改善产品的外观质量,更好的满足客户的要求。
参考文献:
[1]陈召松,高飞,涂勇,等.板翅式铝合金散热器真空钎焊技术的发展[J].轻合金加工技术,2011(4):11-14,42.
[2]李伟,王英建.影响铝合金真空钎焊质量的关键因素[J].真空科学与技术学报,2010(1):50-53.
[3]蒋金龙.汽车铝热交换器的真空钎焊[J].焊接技术,1999(2):10-13.