16MnT 轴钢锻件生产工艺研究
2023-03-29张根红梁晓捷粟柏玉太原重工股份有限公司
文/张根红,梁晓捷,粟柏玉·太原重工股份有限公司
16MnT 轴钢是风力发电机转轴产品,电机轴是风力发电机中的一个重要零件,是电机与设备之间机电能量转换的纽带。首先高速旋转的过程中一定要保证足够的强度,即在正常负载及规定的特殊情况下(如突然短路等),电机轴任一部分不能产生残余变形或损坏。其次要有足够的刚度。即转轴的挠度必须在允许范围内,临界转速和工作转速间应有足够的差值,以避免发生共振。因此,电机轴必须具有可靠综合力学性能。
16MnT钢是一种含有少量合金元素的低合金钢,力学性能要求较高,我们通过不断的试验,积累试验数据,改进工艺,使锻件合格率达到100%,力学性能完全满足用户的要求。
16MnT 轴钢的技术条件
16MnT 轴钢化学成分要求见表1,力学性能指标见表2。用户要求的低温冲击功温度偏低,力学性能指标要求较为严苛,且取样位置较深,为R/2。逐支按GB/T 6402-2008 中Ⅰ级进行UT,平底孔当量直径要求不大于2mm。

表1 化学成分要求(质量分数,%)

表2 力学性能的要求
生产过程
化学成分的控制
冶炼采用电炉冶炼+炉外精炼+真空脱气,对化学成分中的微合金元素进行内控,在钢中加入Nb、V、Ti 等微合金元素,能在钢中形成稳定的特殊碳化物,细化晶粒,克服锰钢易过热的缺点,提高钢的耐回火性,使钢的强度和韧性进一步提高。钢中Nb 加入量在0.05%以下可显著改善钢的强韧性能,高于0.05%后Nb 的强韧化效果不明显,V 为强烈形成碳化物元素,能够显著提高珠光体钢的强度,钢中钒的碳化物和氮化物在热加工冷却时析出,形成的碳化物和氮化物化合也可抑制晶粒长大,提高钢材的综合性能。Ti 含量在0.01%~0.03%可以改善钢的强韧性能,但当钢中Ti 含量超过0.03%时,过剩的Ti以TiN 的形式析出,割裂基体的连续性,导致低温冲击性能降低。此外,加入微量的硼能显著降低亚共析钢中过冷奥氏体在珠光体转变区析出铁素体的速度,还可以提高钢的淬透性。内控化学成分见表3。

表3 内控化学成分(质量分数,%)
锻造过程
在80MN 快锻机上进行开坯,始锻温度控制在1220 ~1240℃,终锻温度不小于750℃,锻造比不小于2.5,加热时严格执行加热工艺,开坯后进行高、低倍检测,锻后进行正火+回火处理,进一步细化晶粒,消除应力及扩氢。开坯后下料锻造,毛坯图见图1。
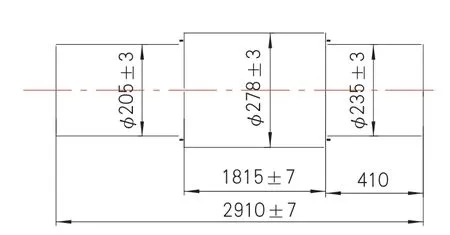
图1 锻造毛坯图
开坯后,在5t 电液锤上进行成形工序,保证综合锻造比不小于4,再进行性能热处理,因为用户要求高强度和冲击韧性,在保证锻件不产生裂纹的情况下,使锻件性能满足用户要求,热处理曲线见图2,热处理后的机械性能检测见表4,由表可知,锻件强度满足用户要求,但是低温冲击性能不合格。

表4 性能检测结果
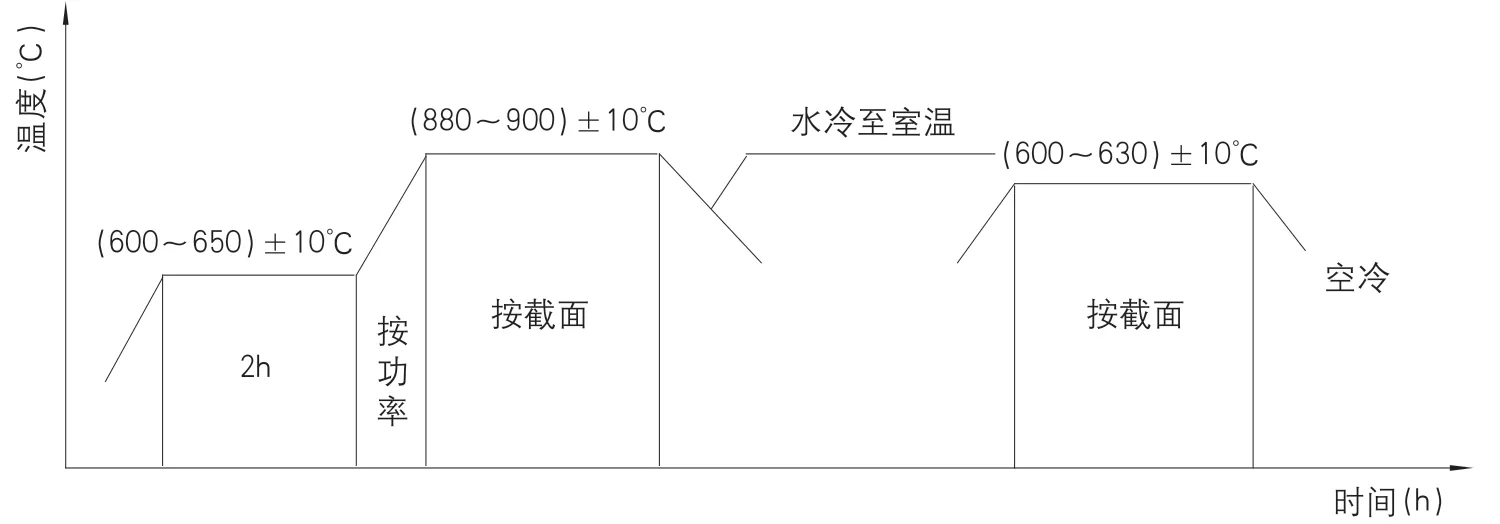
图2 性能热处理曲线
理化检测
对锻件进行以下理化检测,找出低温冲击不合格原因。
成分分析
按GB/T 222-2006 的规定取样并进行检测,化学成分检测结果见表5。

表5 锻件化学成分(质量分数,%)
高、低倍检测
按GB/T 1979-2001 规定做酸浸低倍组织检测,检测结果见表6。按GB/T 10561-2005 进行非金属夹杂检测,检测结果见表7。

表6 低倍检测结果(级)

表7 非金属夹杂物检测结果(级)
组织及晶粒度检测
组织及晶粒度检测结果见表8,由表可知,金相组织符合用户要求,但是锻件晶粒度不合格,出现了混晶组织。
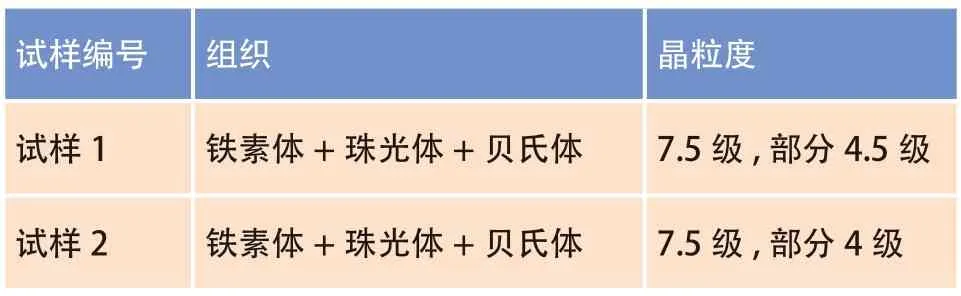
表8 组织及晶粒度检测结果
原因分析
根据理化检测结果,锻件的化学成分及高、低倍检测结果均符合用户要求,因此,推测混晶组织是导致锻件低温冲击不合格的主要因素,根据理化检测及分析结果,结合实际生产工艺及生产过程,认为造成混晶的原因主要有以下几方面:
⑴锻造比控制不当,锻造比较小,锻件锻打不充分,没有在锻造过程充分解决枝晶偏析问题;
⑵锻造完成后直接空冷,没有进行锻后热处理,进一步细化晶粒,消除应力及扩氢;
⑶性能热处理时温度偏低,保温时间不够,冷却时冷速不均匀,造成成分不均匀。
工艺改进及效果
⑴在开坯阶段增加一次镦粗、拔长工序,增大锻造比,综合锻造比保证不小于5,保证锻件充分锻透,解决成分偏析。
⑵锻后进行一次正火+回火处理,进一步细化晶粒,均匀组织,消除应力及扩氢。
⑶在最终的性能热处理时适当提高奥氏体化温度至910 ~930℃,并控制保温时间在2.5 ~4h。
⑷制定适用于轴钢这种长径比较大的轴类件的专用工装(图3),使轴类锻件之间缝隙均匀,可有效控制产品冷却速率并保证产品各部分组织转变同步、性能均匀,保证工件变形可控,同时装炉量提高两倍。

图3 热处理专用工装
使用修改后的工艺进行生产验证,锻件的力学性能及低温冲击性能全部合格,晶粒度为7 级,具体数值见表9。锻件探伤符合GB/T 6402-2008 中Ⅰ级要求,平底孔当量直径小于2mm,合格率达到100%。

表9 优化后锻件性能和组织检测结果
结束语
经过试验证明,添加Nb、V 等微合金元素,并控制Ti 含量,适当加大锻造比,增加锻后热处理,细化晶粒,均匀组织,适当提高最终热处理温度会获得很好的低温冲击韧性及良好的综合力学性能,完全满足用户要求。