汽车钣金教学中的常用焊接方法研究
2023-03-27孙明芳
孙明芳

摘 要:钣金实训是汽修专业教学的一项重要内容,能够帮助学生把理论知识转为实践技能,进而具备更强的就业能力。而焊接方法则是钣金实训教学的关键所在,直接关系着学生毕业后能否顺利就业。鉴于此,文章先简要阐述了汽车钣金修复常用的焊接方法,然后具体分析了汽车钣金实训中焊接教学现状,并据此探讨了有效的优化策略。
关键词:焊接技术 钣金修复 汽修专业 中职
Abstract:Sheet metal training is an important part of the teaching of auto repair major, which can help students transform theoretical knowledge into practical skills, and then have stronger employability. The welding method is the key to the teaching of sheet metal practical training, which is directly related to whether students can be successfully employed after graduation. In view of this, this paper first briefly expounds the commonly used welding methods for automotive sheet metal repair, and then analyzes the current status of welding teaching in automotive sheet metal training, and discusses effective optimization strategies accordingly.
Key words:welding technology, sheet metal repair, auto repair professional, middle job
1 引言
汽車作为一种消耗品,经过长时间的使用或是遇到一些意外事故,会出现各种损坏情况。其中,行李箱盖、车门支柱、前后车门、前后翼子板、发动机罩、前后保险杠等无疑是较易受损的部件[1]。在这些部件出现变形时,就可通过焊接的方法展开钣金修复,以保证汽车的安全使用。
随着我国汽车保有量的逐渐增加,也持续加大着国内的汽修人才需求。从当前市场情况而言,汽车钣金人员收入较为可观,但其中具备扎实理论基础和专业操作技能的人员较少,多为传统“师带徒”模式培养出来的,并未接受过专业的安全知识培训与理论知识培训,因此常因为不规范作业,导致出现工伤事故。由此可见,要想推动我国汽车维修行业的良好发展,需要尽快补齐汽车钣金维修人才短板。
2 钣金修复的常用焊接方法
2.1 CO2气体保护焊
2.1.1 技术特点
该技术是采用CO2作为保护气体的熔化极焊操作,其拥有诸多优势,如焊接质量好、成本低、生产效率高及保护效果好等。尤其是具有较为广泛的焊接适应范围,能够展开全位置焊接,可采用多层多道焊,几乎不会限制最大焊接厚度,最薄能够焊接约1mm的薄板,所以在修复损坏的车身板时十分适用。
2.1.2 焊机的选用与焊接电流调整
虽然通常而言,进行汽车钣金修复需采用车身焊接专用焊机,但目前很多小型汽修厂都用工业焊机作为CO2气体保护焊机[2]。在这种情况下,如果不注重合适焊接电流,就可能出现焊不透或者烧穿的情况。同时在进行焊接时工业焊机电流不够平稳,受电网电压的影响较大,不能良好完成薄板件的焊接修复,所以需要将电流调整到较小的值,通常为35~40A。
2.1.3 选择焊丝
焊丝选择是否合理将直接关系钣金修复效果,就当前国内的情况而言,通常小型汽修厂都未固定焊丝的牌号,对于焊丝的选用具有较大的随意性。正确的做法应是结合待修复件的厚度,进行相应焊丝直径的选择。如果焊接厚度≤1mm,所选焊丝直径应为0.8mm;如果板厚在1.5~3mm,所选焊丝直径应为1mm。
2.1.4 气体流量与纯度的选择
一方面,焊接电流和焊接速度越大,以及焊丝伸出长度越长的时候,需要更大的气体流量。通常气体流量数值,应为焊丝直径数值的10倍,譬如,0.8mm焊丝的气体流量应为8L/min[3]。倘若用室外焊接、仰焊或是较大电流迅速焊接的时候,气体流量需要适当地加大。简而言之,气体流量要结合焊接速度、焊接电流的大小进行选择。要对喷嘴直径以及焊丝伸出的长度进行合理选择。另一方面,CO2气体纯度要≥99.5%,若不能达到这一纯度要求,就会给焊接质量产生直接影响。
2.2 电阻焊
2.2.1 技术特点
该技术的特点是节省材料、操作简便、效率高、成本低等。针对汽车的车顶、车门、车架及侧围等部位,可运用这一技术完成大量焊接。
2.2.2 焊接工艺
电阻焊通常要经过四个阶段,即加压、通电、保持与卸压,并且要在持续压力作用下才可完成。一是,加压阶段。展开焊接作业时,影响焊接质量的一项重要因素,便是能否对板件正确施加压力,若压力过小,则可能由于板件间接触不良而焊接困难,或是造成焊点减小;倘若压力过大,可能会减小焊透率,焊点尺寸变小与强度降低,甚至可能无法形成焊点。二是,通电电流。采用电阻焊方法时,通电电流的选择也是一项关键点。须知,焊接时通电电流值的平方和电阻热成正比关系,电流过高可能会挤出熔化的金属,导致板件表面出现凹坑,使得焊接效果不理想;电流过低,则会导致焊点强度降低,通常而言焊接电流应保持在8000~13500A范围内[4]。三是,保持时间。保持时间与电阻热同样为正比关系,越短的保持时间,焊点强度越低、焊点越小。伴随时间的增加,也会相应增强焊接强度,增大焊点。但是若是保持时间继续延长,几乎不会改变焊接强度,不会明显增大焊点。四是,焊点间距。焊点间距过大或是过小,均会使焊接强度受到负面影响。故此,要结合待焊板件的厚度,明确焊点到板件边缘的距离与焊点间距,表1为可参考尺寸。
2.3 激光焊接
激光焊接技术是当前除了电弧焊、电阻焊之外,又一较为先进的汽车车身焊接技术。该技术包含了多种焊接技术,如激光熔焊、激光钎焊、激光拼焊板。虽然该技术相较于电阻焊和电弧焊而言发展时间较短,但已然表现出显著的优势,譬如实际作业中焊接速度快、热影响区狭窄、能量密度高、工作变形小、无后续加工困扰与易实现自动控制系统等。伴随激光焊接技术近些年的快速发展,其被更广泛地应用于金属材料加工领域,发挥了愈加明显的作用。同时,该焊接技术的应用并不局限于汽车车身领域,在海洋工程、造船、国防工业、航空航天以及核电设备等领域均得到有效应用。
3 汽车钣金实训中焊接教学现状
得益于我国交通建设的持续快速发展,越来越多民众购买汽车来便利自身出行,进而不断增加着国内汽车的保有量。在此背景下涌现了大量的汽车维修企业,而专业的汽修人才,则是促进汽修企业良好发展的关键。因此,近些年很多中职学校都开设了汽车维修专业。但研究发现,中职学校所开展的汽车钣金专业课,明显少于一般的机修专业实训,而造成此情况的主要问题,便是安全问题与耗材量大。唯有课程开设时所遇问题得到良好解决,才可取得更理想的钣金教学成效,使学生的专业技能需求得到良好满足。尤其是汽车钣金,不管是在日常教学抑或是技能大赛中,均属于一门重要的专业课。
3.1 焊条耗材量大,学习效果不佳
开展汽车钣金课的时候,能否良好控制耗材量十分关键,尤其是目前许多中职学校不管是技能训练或是日常教学,都会用到很多材料。下面将结合钣金焊接方面的例子进行简单说明:例1,焊条是进行手工电弧焊焊接的必备材料,正常情况下一根焊条的使用时间一般约1min,若让学生结合焊接材料、电流大小等进行多次焊接,来达到焊接手法提升的目的,通常2~3min便会用完[5]。但事实上对于中职学生焊接手法的提升而言,2~3min的训练效果甚微。要知道,汽车钣金修复属于一种强调积累大量操作经验的熟练工种。要让全班数十名学生都能熟练掌握手工电弧焊焊接方法,那么必然會消耗大量的焊条。例2,虽然开展气体保护焊接训练的时候,所用焊丝不用投入较多资金,但需要很大的混合气使用量。如果班级内有学生20~30名,且均为初学焊接,那么标准的一瓶二氧化碳混合气,大概能够让每个学生练习10min的焊接。而这种时长的练习,很难显著提升学生的焊接技术水平。并且,在焊接教学过程中还会消耗塞焊打孔铁片、焊接铁片以及金属板等焊接材料。因此,在开展钣金教学时,怎样在节省耗材的情况下,保证学生的学习时间、提升其焊接基础操作水平,就成为专业教师应重点思考的问题。
3.2 安全意识薄弱,影响教学质量
部分中职学校开展钣金实训教学时,由于许多学生是首次接触焊接方法,因此在实际练习中偶有安全问题发生。安全问题的出现,既会威胁学生的身体健康,也可能使学校面临一些纠纷,进而给学校声誉形成负面影响。笔者通过整合日常工作经验和现有相关文献,发现主要是两方面因素,导致中职汽车钣金实训中安全问题的不时发生:
一方面,学生缺乏良好的安全意识。客观来讲中职学校的生源情况较差,多数学生缺乏良好的学习态度和学习习惯。即便专业教师在日常教学中多次强调一些注意事项,但不少学生并不在意,导致操作出错,进而引发一些安全问题。尤其是钣金实训中进行焊接时,会遇到高温焊渣飞溅、电焊弧光灼伤眼部和高压电等问题;又或是门板修复包含了气动切割锯、角磨机等工具的使用。唯有规范操作上述设备,才能保证焊接质量和使用安全。然而部分学生在实训中随意使用设备,无疑加大了安全风险。
另一方面,汽车钣金实训中缺乏健全的安全管理体系。具体表现为,部分学校往往基于国家的相关要求标准设定实训基地设备管理和维修制度、实训基地安全管理制度,对于自身情况未进行充分考虑[6]。同时,学生缺乏操作经验和相关工作经历,甚至部分学生为初次接触这些工具,因此,往往难以良好理解和执行国家、行业以及企业标准,如此一来自然难以良好保证汽车钣金实训教学的安全性。
4 优化汽车钣金实训教学的有效策略
4.1 采用VR模拟软件,提高学习效率
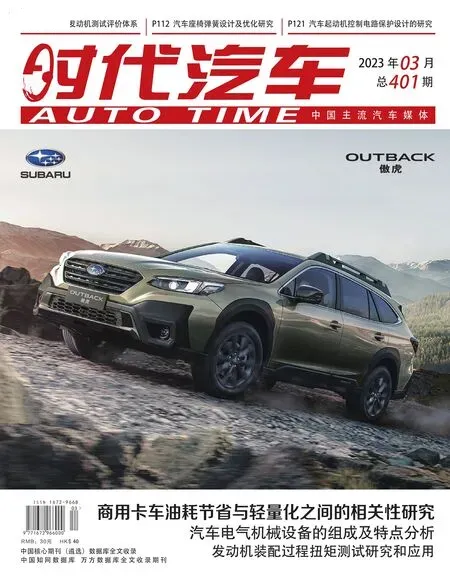
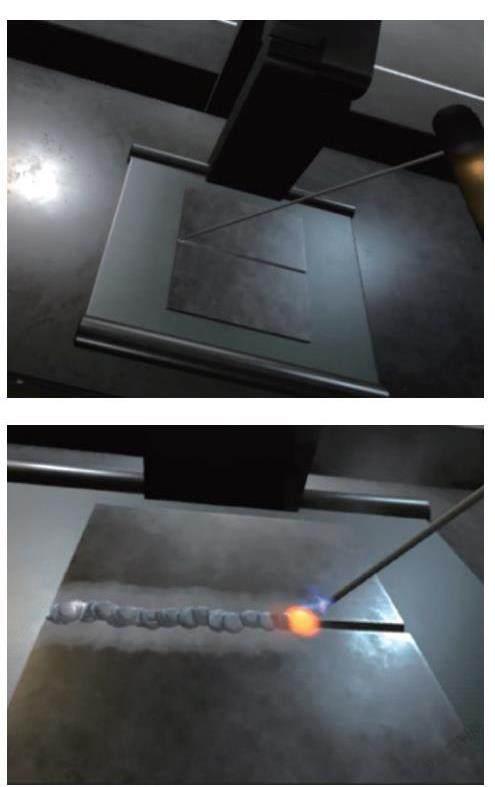
通过日常教学观察,发现许多汽修钣金专业的学生,不愿坐在教室听教师讲述乏味、枯燥的理论知识。与学生展开访谈交流,不少都表示“我选择钣金专业,就是想要锻炼自身的实操能力,毕业后能够顺利就业”。由此可见,实际上中职学生的学习目的十分明确,不愿在理论知识学习上浪费时间,更希望自己的实操能力得到良好提升。但若理论知识不牢靠,在实际操作中就会出现耗材浪费的情况。唯有理论和实践良好结合,才能使学生技能得到良好提升。因此,在开展实际教学前,专业教师可采用播放多媒体视频的方式,替代传统的口头说教,增强理论教学的趣味性。譬如,门板修复时怎样使金属收缩或延展?焊接时为什么要如此焊接?在展开实训前,播放相关教学视频让学生能够一定了解整个焊接过程。当学生完成基本焊接操作的学习后,并通过相关测验,教师就可利用焊接VR仿真模拟软件,让学生展开焊接作业的仿真实操,下图为模拟软件的操作界面:
经过VR仿真模拟软件的操作之后,学生能够初步掌握实操技巧,积累一定的操作经验,这对于其之后真正的动手操作,具有很大裨益。更重要的是,如此一来则不会由于缺乏经验,而导致耗材与学习时间的浪费,提高学习效率。
为了进一步判断VR仿真模拟软件的作用,我将班内学生分为了两组,一组采用了VR仿真模拟训练,而一组并未应用该训练方法。结果显示,采用VR仿真模拟软件的一组,学生平均5~8min就能熟练掌握手工电弧焊,消耗4~7根焊条。而未经过模拟训练的一组,消耗焊条的数量为8~10根,且平均用时10~15min,才能熟练掌握手工电弧焊操作方法。这进一步证实了,采用VR模拟软件,有助于实习耗材的节省,以及学生学习时间的节约。
4.2 多措并举,强化学生安全意识教育
前文提到安全問题是阻碍钣金实训教学良好开展的一项重要因素,而学生安全意识薄弱和缺乏健全的安全管理体系是导致该问题的关键因素,对此,建议从如下几点着手避免该问题的发生:
一是,在本学期实训课开始前,应进行专门的实训安全教育,以使学生能够足够重视安全问题;二是,在开始每节实训课之前,也要进行适当的安全教育,渗透安全操作的理念,教育时长一般控制在5~10min,重点是说明本节课可能出现的一些安全隐患,以及传授学生规避安全事故的方法。如此一来,学生在开展实际练习时会更关注作业的规范性,注重生产安全,留意一些安全细节,显著降低安全问题的发生率;三是,建设和完善课程安全体系。健全的课程安全体系,是有效解决汽车钣金实训过程中安全问题的有效举措。具体而言,建议中职学校通过做好如下两点内容,落实好实训的安全管理工作:其一,安排专门的人员,来负责实训室的日常安全管理。其具体的工作职责是,对设备与场地存在的安全隐患进行全面检查,通过定期的检查,保证能够及时发现设备的老化情况、损坏问题,第一时间消除场地的安全隐患,以实现安全风险的良好防控。其二,由任课教师负责实训室的使用安全管理。正式上课前,要仔细检查所借取的设备。到了正式开始实训的时候,则要严格落实学生的安全指导工作与教学指导工作,倘若发现场地或设备存在安全隐患,要与实训室管理人员及时联系,尤其完成及时、有效的处理。另外,要竭力排除和及时制止学生的操作安全隐患。
5 结语
总之,钣金实训是汽修专业教学的一项重要内容,能够帮助学生把理论知识转化为实践技术,进而具备更强的就业能力。而焊接方法则是钣金实训教学的关键所在,直接关系着学生毕业后能否顺利就业。所以需要相关专业教师,不断查找和总结钣金焊接教学存在的问题,并结合问题探索有效的解决方法,从而有效提高学生的焊接能力,助力其成功就业。
参考文献:
[1]郭剑峰.新时代评价改革下——汽车钣金技术课堂评价改革探究[J].时代汽车,2022(20):92-94.
[2]沈小毓.德艺专融合视角下的中职汽车专业实训教学实践研究[J].汽车维护与修理,2021(18):32-35.
[3]黄象珊.基于技能大师工作室引领的汽车钣金人才培养模式研究[J].科技视界,2021(01):76-78.
[4]张世群.尝试教学法在汽车钣金实训教学中的应用研究[J].中国教育技术装备,2020(24):144-146.
[5]彭良嘉.项目教学法在汽车钣金专业课程中的应用探究[J].科技风,2020(31):112-113.
[6]陈星凯.汽车焊接技术理实一体化教学探究[J].时代汽车,2020(20):80-81.