麻绳测量绕线一体化装置设计*
2023-03-20张秋杰覃秀凤莫建恒申会明
张秋杰,覃秀凤,莫建恒,申会明
(1.广西职业技术学院,广西 南宁 530026;2.广西剑麻集团山圩剑麻制品有限公司,广西 南宁 530026)
中国麻纺织历史悠久,麻绳是古人最早使用的麻纺织品之一。麻纺织用的原材料中麻类纤维资源丰富,具有纤维长、强度高、伸长小、吸湿与放湿快等特点。传统制作工艺过程将叶纤维或硬质植物纤维分扯、缉理、绩成纱线,再搓成绳索[1-3]。麻绳可供航海、水产、工业、林业、国防等部门作栓系、传动、捆扎、拖曳之用,在纺织工业中占有重要的地位。根据产品规格和用途,麻绳需要将数根或数十根纱经制股机(股线搓绳机)合股加拈,工序中通常会用到绕线装置[4-6]。现有的绕线装置十分小众,多使用光杆排线器,其特点是不改变光杆的方向即可实现转向与无级调速[7-9],但精确直线进给量很难保证,无法应用于载荷大、精度要求高的场合,且结构损坏维护成本高,市场上鲜有自动化程度高的一体化绕线设备[10-11]。现有的麻绳绕线装置大多结构单一[12],仅能对麻绳进行绕线收纳,无法对麻绳直径进行测量,在绕线过程中需要额外的设备进行直径测量,使用时十分不便。基于此,课题组研究设计了一套由PLC 控制的精密测量与排线一体的自动化排线装置。
1 装置机械结构
为实现上述目的,课题组设计了一种便于测量绕线的一体化装置机械结构,机械结构示意图如图1 所示,绕线机构结构示意图如图2 所示,截面结构示意图如图3 所示,机械结构包括:箱体、输送测量机构、定位机构、绕线机构、驱动机构、联动机构。
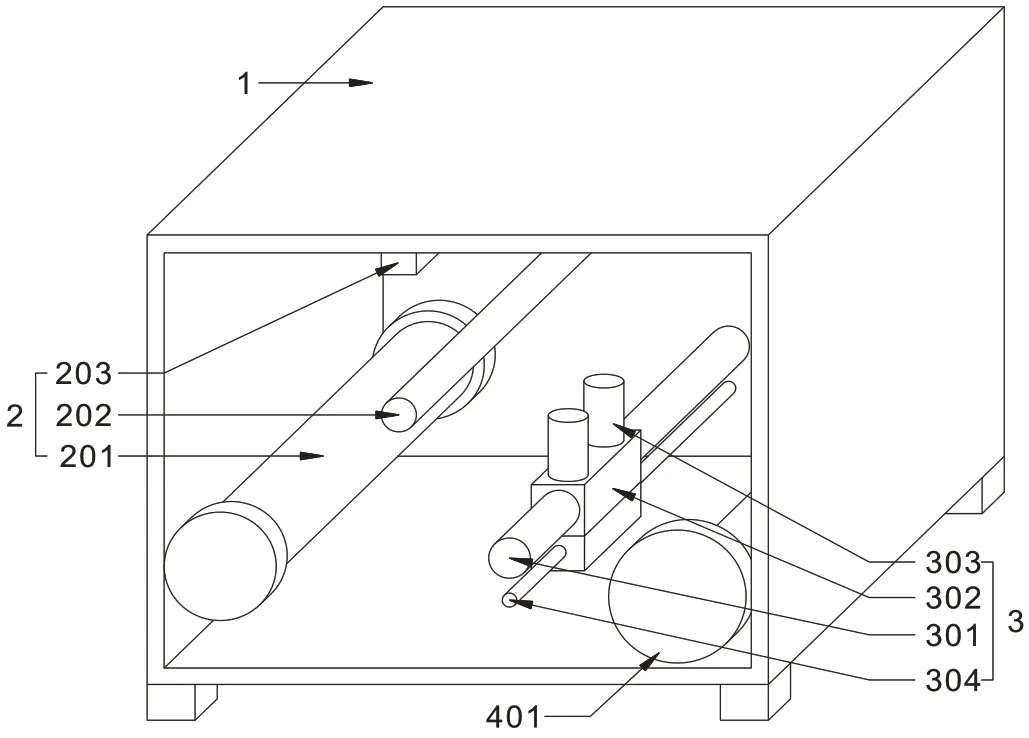
图1 机械结构示意图

图2 绕线机构结构示意图
输送测量机构包括储线辊、支撑辊和测距传感器,储线辊与箱体转动连接,设置在箱体内部一侧;支撑辊设置在箱体中间;测距传感器设置在支撑辊上方。定位机构包括螺杆、移动块和导线杆,螺杆设置在箱体内部,与支撑辊相互平行;移动块设置在螺杆上;在移动块顶端设有两个相互平行的导线杆。绕线机构包括固定轮、移动轮和收线杆,固定轮设有两个,两个固定轮对称设置在箱体内部另一侧;移动轮设置在收线杆上,移动轮可以方便调节,便于根据麻绳直径对收线杆宽度进行调节;移动轮中间设有与收线杆结构相互对应的通孔,移动轮与收线杆滑动连接,收线杆设置在固定轮内侧,收线杆两端分别与固定轮固定连接。驱动机构包括电机、驱动齿轮和气缸,电机设置在固定轮底端;驱动齿轮设置在电机输出轴上,固定轮侧面设有与驱动齿轮相互啮合的齿槽;气缸与电机相邻设置,电机输出轴与移动轮固定连接。联动机构包括联动齿轮和联动轴,若干个联动齿轮为锥形齿轮且相互啮合,分别设置在螺杆和固定轮末端;联动轴设置在联动齿轮之间,联动机构可以在使用时使收线杆与作为定位结构的导线杆保持同步运行,使收线过程中导线杆与收线进度保持一致。
2 装置工作过程
装置工作过程就是将搓绳机合股的麻绳精密、均匀地排布到收线杆上[13]。如图3 所示,开始将储线辊储存的麻绳依次穿过支撑辊和导线杆,最终缠绕至收线杆,测距传感器通过监测麻绳与测距传感器之间的距离从而获取麻绳直径数据,进而通过气缸控制移动轮位置,使麻绳保持最佳缠绕效果。导线杆可以调节麻绳位置,PLC 控制步进电机驱动器驱动电机使驱动齿轮带动固定轮进行转动,收线杆随之转动并将麻绳进行收纳。在使用过程中,固定轮通过联动机构使螺杆保持同步转动,导线杆控制麻绳在缠绕过程中的位置,使麻绳与缠绕进度保持一致。限位杆和螺杆共同作用使移动块移动,移动步距为测量得到的麻绳直径,保证收线杆可以紧密收线。
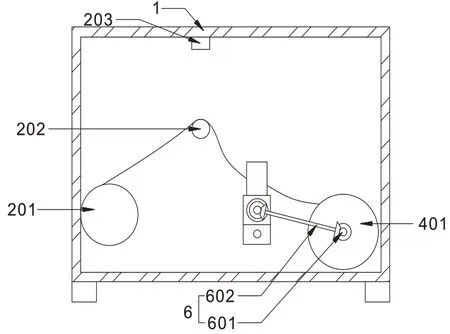
图3 截面结构示意图
3 控制系统设计
测量绕线一体化装置的控制系统,如图4 所示。控制单元由一块触摸屏、PLC 和驱动器构成;测量单元由测距传感器连接PLC 构成;绕线单元由步进电机驱动,同步带动排线机构和收线轮。触摸屏界面包括实时数据窗口、补偿窗口、数据导出窗口、报警窗口和排绳窗口,实时数据窗口可以实时监控、显示及记录麻绳直径测量数值;补偿窗口可以进行原点补偿和弹簧误差补偿,用以修正麻绳测量数值。其中,原点补偿修正的是两个原点滚筒的机械误差,弹簧误差补偿修正的是由于弹簧压力导致麻绳发生的形变误差。数据导出窗口用以导出检测数据文件;报警窗口显示数据超差或者排绳机构过载等报警信息;排绳窗口设置排绳速度、直径,有自动模式和手动模式可以选择,手动模式下由正向点动、负向点动和回零按钮控制排绳导向杆移动,自动模式下分别通过启动按钮和复位按钮控制。为确保设备安全,有急停按钮用以保护人员安全[14],窗口还会实时显示工作台移动的位置和速度。该控制系统主要的电气硬件配置如表1 所示。

表1 电气硬件配置表

图4 测量绕线一体化装置的控制系统
4 系统程序设计
公司生产麻绳的常规直径为0.5 mm~6.5 mm,采用圆筒形、锥形纸筒绕线。系统绕线程序设计流程如图5 所示,触摸屏开机初始化并读取PLC 中的设置值,包括测量单元麻绳测量上、下限值和补偿值,绕线单元导向杆丝杆运动速度和步距值。点动模式可以对测量单元及绕线单元进行参数值修改,该模式下的绕线机构导线杆移动步距按照设定值进行设置,碰到限位杆处的限位开关时换向运动。自动模式下绕线机构导线杆将读取到的麻绳直径测量值作为移动步距,自动回零后建立坐标系,并根据量程设定值进行换向运动。
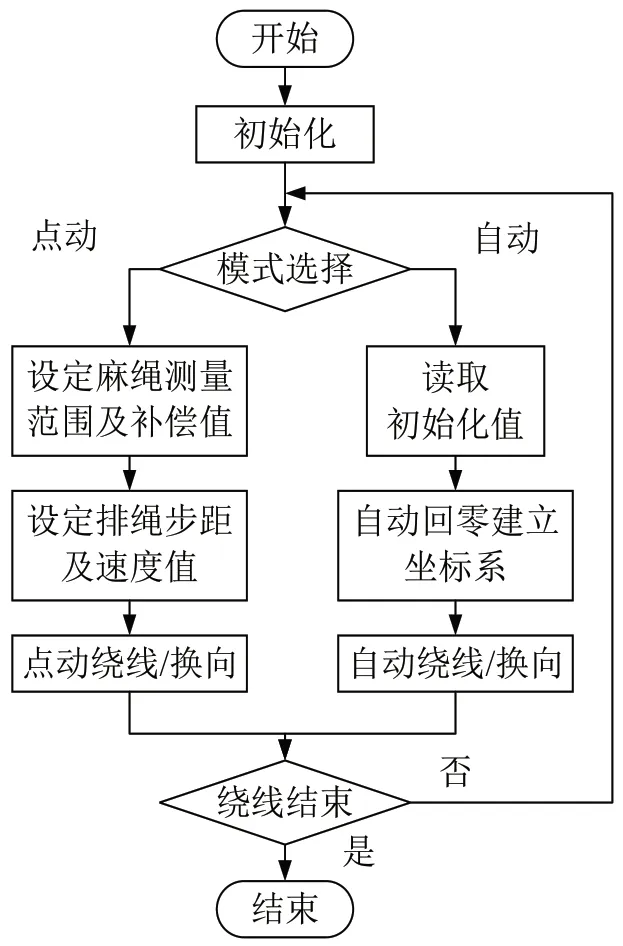
图5 系统绕线程序设计流程
5 结语
该装置属于麻绳测量绕线设备技术领域,通过测量单元可以在对麻绳进行输送缠绕的同时对麻绳的直径进行便捷测量,提高了工作效率。通过联动机构设置的步距及速度可以使绕线机构与定位机构保持同步运行,使放线端与收线端保持同步。该一体化装置已经在公司生产车间投入使用,具有一定的应用参考价值。
