负角度钛合金飞机蒙皮零件成形工艺研究及数值模拟
2023-03-17何晓健朱丽张晓巍吴伟平王珏
何晓健,朱丽,张晓巍,吴伟平,王珏
沈阳飞机工业(集团)有限公司 辽宁沈阳 110850
1 序言
由于钛合金质量轻、比强度和比断裂韧度高、疲劳强度高、低温韧性良好、耐腐蚀性能强等优异的综合性能,因此在航空航天、汽车、造船等工业部门获得广泛使用。同时,因为钛合金板材强度很高,因此在常温下成形时变形抗力大,易开裂,回弹严重,成形困难,故多采用热成形工艺进行成形。
本文以TC4钛合金板材的热拉深成形和热成形工艺为研究对象,拟采取两种成形工艺相结合的方式来突破双侧负角度零件难加工、无法脱模的难题。期间设计热拉深模具1套、热成形模具2套,并结合成形工艺仿真来验证该方案是否具备可行性。
2 零件工艺性分析
2.1 零件结构特点
该负角度钛合金零件为某飞机的整流蒙皮,如图1所示,采用厚度δ=0.8mm的TC4板材成形,零件成形后外廓尺寸约为465mm×350mm×35mm。零件结构有如下特点。
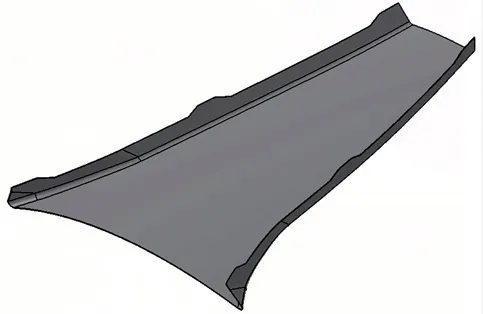
图1 整流蒙皮零件
1)零件外形较复杂,腹板和弯边均为双曲面。
2)零件前端两侧均存在负角度区域(见图2),且角度最小处约为40°(见图3)。
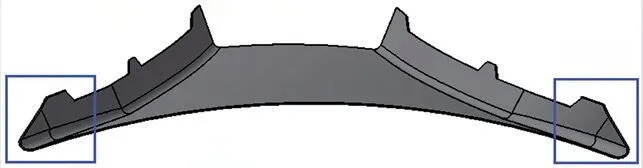
图2 前端两侧负角度区域
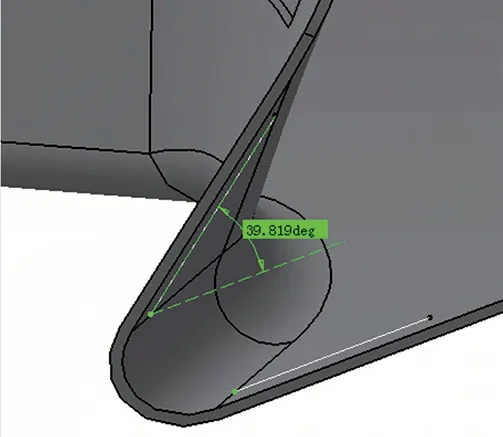
图3 负角度区域角度
2.2 零件工艺性分析
1)零件前端两侧弯边与腹板之间均存在负角度区域,且角度过小,无法通过一次成形制备该零件。
2)弯边与腹板之间圆角半径为4.2mm,大于4倍板材成形最小弯曲半径。
3 工艺方案讨论
1)两侧负角度的钛合金槽形零件很难通过一次热成形。外形简单的负角度零件可通过机床的水平侧压装置辅助完成,但大型热成形设备没有侧压装置;部分负角度零件可使用带有将竖直力转化为横向力装置的模具成形[1],而此零件腹板和弯边均为二次曲面,且夹角为变角度,因此方案不可行。
2)经对数模进行分析,蒙皮零件关于纵向剖面对称,单从工艺角度考虑,可采用左右两侧分段成形,再通过激光焊接为整体的方法进行成形。但该零件设计方案为整体成形,没有焊接信息,且焊接会造成零件性能有一定的下降,焊接变形也需热校形来消除,因此所需模具数量没有减少。
3)采用分步成形法,采取两种成形工艺相结合的方式来突破双侧负角度零件难加工、无法脱模的难题,采取先预成形、再终成形的两步成形工艺方法,即先进行热拉深成形[2,3],形成没有负角度弯边的槽形零件,然后分别对两侧负角度区域进行热成形,得到最终零件。
4 成形过程模拟
通过工艺方案讨论,分步成形方法工艺性较好,成形精度可以保证,可进行进一步研究讨论。该工艺路线的成形过程模拟顺序为:数模预处理→板料预成形→零件终成形→成形模拟仿真。
4.1 数模预处理
依据零件数模,提取零件外型面,随后识别负角度区域,在零件弯边上负角度和开角之间设置分离面,移除原负角度一侧弯边,随后做出与腹板夹角>90°的工艺补充面,结合模具的分模面,最终形成预成形模具(即热拉深成形模具)的模面,如图4所示。
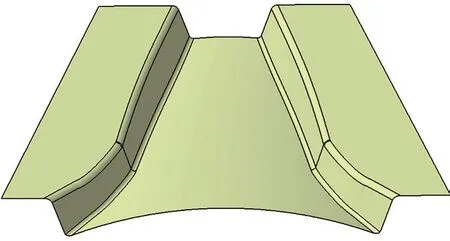
图4 热拉深成形模具模面
4.2 板料预成形
板料预成形即钛合金槽形零件的热拉深成形。热拉深模具由凸模、凹模、压边圈和导向板等组成,如图5所示。利用凸凹模和压边圈的吊装棒和压板槽在设备上安装定位,设备顶杆推压边圈上行与凹模夹紧合模,之后凹模、板料和压边圈下行与凸模合模成形腹板和无负角度弯边的形状。

图5 热拉深成形模具模型
4.3 零件终成形
零件的终成形通过使用热成形的方法,对前端负角度区域分别进行成形。热成形模具由上模、下模和导向板组成,如图6所示。共需终成形模具2套,分别对两侧的负角度区域进行成形。

图6 热成形模具模型
4.4 数值模拟
热成形工艺仿真,是利用PAM-STAMP等钣金成形仿真软件,将模具和板料模型转化为有限元模型,通过输入工艺参数和边界条件后,提交计算机进行计算,以云图和数据的形式显示热成形过程和结果的相关信息。工艺仿真可以预测板料成形趋势及各种缺陷产生的位置和程度,可判断工艺方案或工装设计的合理性。
在本工艺方案中,使用PAM-STAMP 2G 2012软件分别对预成形和终成形过程进行成形工艺仿真。
首先,对热拉深过程进行工艺仿真,进行成形仿真前处理,包括热拉深模具和板料模型导入、建立局部坐标系、调整网格法线方向,以及设定上模、下模和压边等成形属性等。
工艺参数方面,设定热拉深成形的温度为750℃,摩擦系数为0.12,压边力为50kN。
其次,选择求解器并进行求解计算,得到计算结果。通过模拟过程可以发现,当凸模刚开始上行10mm时,前端凸模圆角处等效塑性应变开始出现,如图7a所示;当凸模上行20mm时,凸模圆角等效应变分布范围增大,延凸模圆角方向延伸,如图7b所示;当凸模行程为35mm时,凸模圆角等效应变继续增大,凹模圆角处也出现塑性应变,如图7c所示;当上模上行约50mm时,板料完全贴模,应变达到峰值,如图7d所示。在整个热拉深模拟过程中,等效应变均值较小,基本没有产生缺陷的趋势。
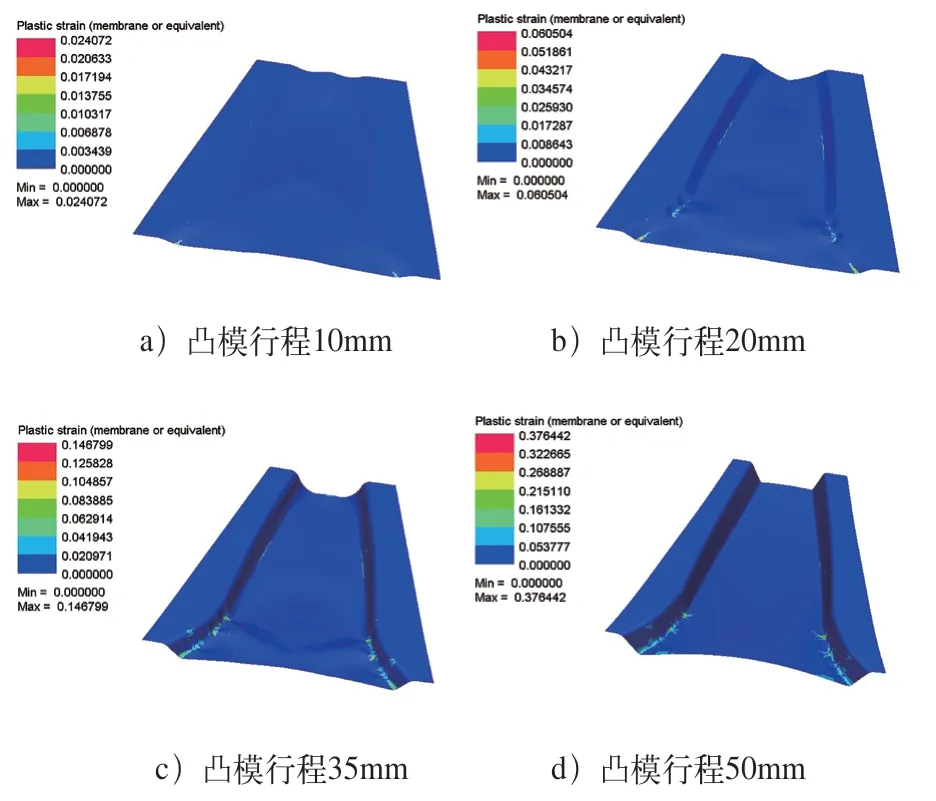
图7 热拉深过程等效塑性应变分布
同时,依据模拟结果,热拉深成形后零件厚度分布较为均匀,没有出现明显的减薄或增厚现象,如图8所示。拉深成形力随凸模位移增加呈近似线性增大,如图9所示。
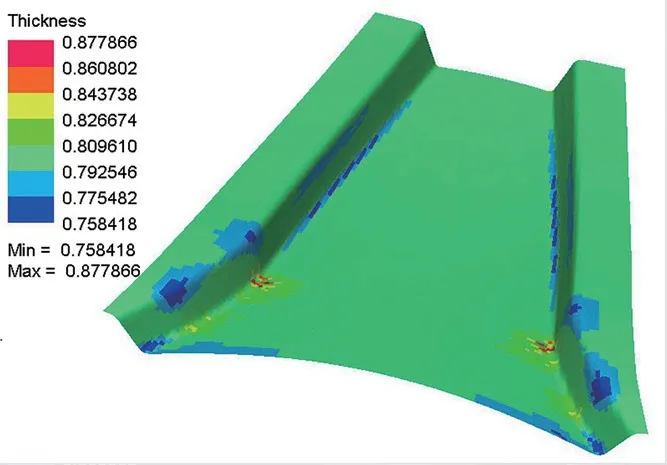
图8 热拉深成形厚度分布

图9 拉深成形力与凸模位移关系
最后,进行负角度区域的热成形工艺仿真。将上一步热拉深成形模拟结果以及热成形模具模型导入到PAM-STAMP 2G 2012软件中并进行前处理,热成形温度设定为750℃,进行求解计算,仿真结果如图10所示。依据模拟结果,零件厚度分布均匀,没有褶皱、破裂等缺陷,贴膜度高,满足设计条件的要求。

图10 热成形厚度分布
5 结束语
通过上述研究,探索了一种利用分步成形的方法制备双侧负角度飞机蒙皮零件。这种分步成形的方法,可有效地解决负角度钛合金蒙皮零件难以成形的问题;同时,采取先热拉深、后热成形的方法,可以提高蒙皮零件最终成形精度,提高产品质量。结合上述二级模拟仿真结果证明,该蒙皮零件成形效果良好,故方案可行。实际成形过程需热拉深模具1套,热成形模具2套。
