车床上铣削直槽工装
2023-03-16李政治陈海峰
李政治,陈海峰
江苏鹰游纺机有限责任公司 江苏连云港 222062
1 序言
公司生产的工件中,有一批零部件,表面需要加工直槽(见图1)[1]。从图1可以看出,直槽数量多,加工难度大,废品率高,这既影响生产进度又会造成浪费。日常工作中,用铣床加工键槽是常用的方法[2],但由于满足条件的立式铣床不多,用车床加工反而很普遍,因此需要开发一种以车床代替铣床加工直槽的工装。此工装可用于一些精度要求不高,但长度比较大的工件上的直槽加工,从而节约大量的时间和费用。
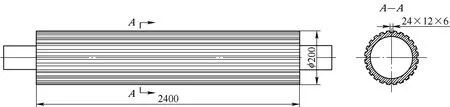
图1 工件
2原加工方法及分析
辊类零件表面直槽最初是用铣床加工,对于这种在辊面上的直槽,铣床常用立铣刀或锯片铣刀加工,加工时因主轴进给受限,刀片磨损较大,故效率较低且加工成本高。
3 改进后加工方法及分析
为提高加工效率,减少刀具的损耗,在车床滑板上安装一种铣削工装[3],利用齿轮和齿条的传动实现轴向移动,减速电动机配合同步带轮传动实现快速铣削的目的。
对于要加工直槽的工件辊体,一端用车床单动卡盘固定,卡盘上有分度孔,床身上设置定位分度销,定位销销死,主轴不转;另一端用轴承座固定于床身,在铣削直槽的过程中,电动机通过皮带传动,与光轴连接,光轴通过变速装置带动齿轮,与齿条形成轴向移动。设计时,保证铣刀刀片中心在辊体中心。传动结构如图2所示。
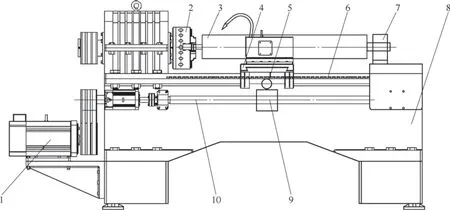
图2 传动结构
在加工时,摇动中控板进给手轮,缓慢进给,到达铣削深度后,起动轴向进给,到达指定长度,完成一条直槽加工。手动控制中控板手轮,退出铣削,退回起始位置。拔掉定位销,单动卡盘旋转分度一个槽后,定位销销死,再进行下一道直槽加工。
4 铣削工装原理
铣削工装(见图3)由减速电动机、同步带轮a、同步带轮b、传动轴、铣刀盘、工件辊体、轴承座及中滑板组成。通过减速电动机同步带传动,实现铣刀盘旋转切削的目的。中滑板通过齿轮与车床床身安装的齿条配合,实现轴向移动。
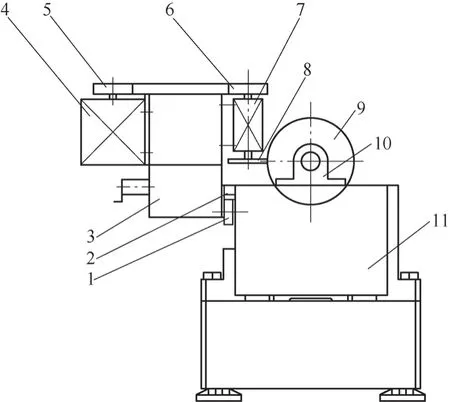
图3 铣削工装基本结构
在加工过程中出现了工件振动,为解决该问题,主要做了以下改进:把固定铣刀盘的传动轴的悬伸长度改短;把传动轴的两个支承轴承之间距离改大,保证铣刀杆的刚性好一些;铣刀片安装在铣刀盘两边,并且刀盘厚度比刀片稍小,这样能减少刀盘与工件的接触面积;铣刀错齿设计。
以上措施都有效地减小了工件的振动。但在加工过程中一度出现表面粗糙度值过大的现象,通过减少吃刀量、增加变频器及减小进给速度,很好地解决了该问题。
5 结束语
通过在生产现场的实际使用,车床上的铣削直槽工装能满足公司的直槽生产需求,提高了生产效率,值得推广。
