有色金属行业含铊废水治理技术及工业应用
2023-03-15伍赠玲王乾坤
肖 琴,伍赠玲,王乾坤*
(1.紫金矿业集团股份有限公司; 2.低品位难处理黄金资源综合利用国家重点实验室)
引 言
铊是一种无色无味、具有生物蓄积性的高危元素,其毒性远大于Hg、As、Pb、Cd、Cu等重金属,而且铊化合物的毒性随价态不同而不同。铊及其化合物对人体健康和环境危害非常大,且具有持久性,最早被美国环境保护总局(USEPA)和欧盟(EU)列为优先控制污染物[1-2],在中国被列入《优先控制化学品名录(第二批)》[3]。
铊具有强烈的亲硫性,常伴生于有色金属和贵金属等硫化物矿床中,以微量元素形式存在于方铅矿、黄铁矿、闪锌矿、辉锑矿、黄铜矿、雄黄和雌黄等矿物中[4-6]。随着含铊有色金属矿产资源的开发,未经有效处理的矿山酸性废水和金属冶炼厂的烟尘沉降等,导致大量铊进入环境,污染水体[7-8]。近年来,水体中铊污染日益加剧,涉铊突发水污染事件或铊浓度异常事件频发,严重危害人民群众的生命安全,铊污染防治已刻不容缓。
有色金属行业铊污染物浓度相对较低,目前含铊废水治理技术主要有沉淀法、吸附法、电絮凝法、离子交换法等。本文主要从铊污染物相关标准、含铊废水治理技术及工业应用实例等方面进行详细阐述,并对有色金属矿产资源开发过程中铊污染治理发展方向进行展望。
1 铊污染物相关标准
1.1 涉铊质量标准
GB 3838—2002 《地表水环境质量标准》、GB 5749—2022 《生活饮用水卫生标准》、GB/T 14848—2017 《地下水质量标准》均规定了铊的限值要求。GB 3838—2002 《地表水环境质量标准》在集中式生活饮用水地表水源地特定项目中规定了铊的标准限值为0.000 1 mg/L;GB 5749—2022 《生活饮用水卫生标准》在水质扩展指标及限值中规定了铊的标准限值为0.000 1 mg/L;GB/T 14848—2017 《地下水质量标准》在地下水质量非常规指标及限值中规定了铊的标准限值分别为≤0.000 1 mg/L(Ⅰ类、Ⅱ类、Ⅲ类)、≤0.001 mg/L(Ⅳ类)和>0.001 mg/L(Ⅴ类)。
1.2 涉铊污染物排放标准
1.2.1 国家标准
铊污染物国家排放标准中,仅GB 31573—2015 《无机化学工业污染物排放标准》对废水中铊标准限值作了明确规定。2020年,生态环境部发布了铅、锌、硫酸、磷肥、钢铁等工业污染物排放标准修改单,增加了总铊排放限值要求。涉铊污染物国家排放标准汇总如表1所示。
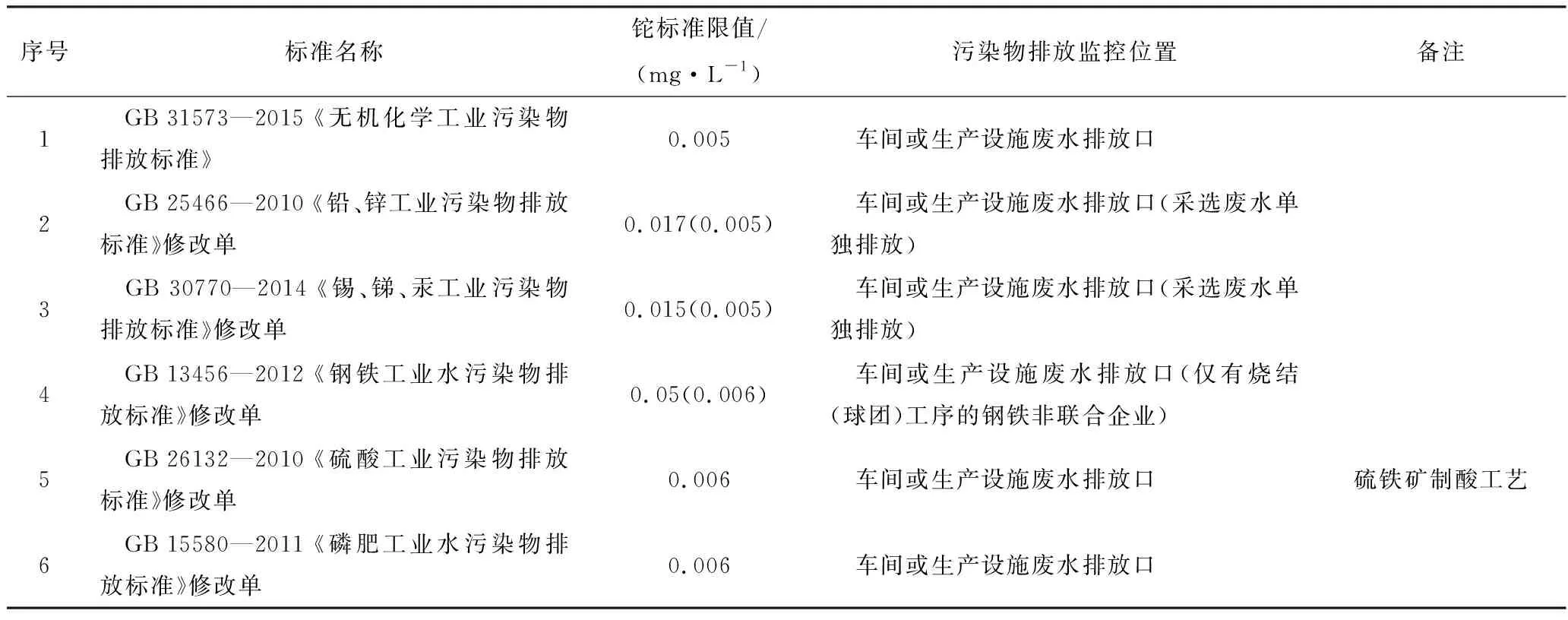
表1 涉铊污染物国家排放标准
GB 8749—1996 《污水综合排放标准》未对铊排放作限值要求。有色金属行业相关的其他国家标准,如GB 25465—2010 《铝工业污染物排放标准》、GB 25466—2010 《铅、锌工业污染物排放标准》、GB 25467—2010 《铜、镍、钴工业污染物排放标准》、GB 25468—2010 《镁、钛工业污染物排放标准》、GB 26452—2011 《钒工业污染物排放标准》等均未对废水中铊的排放限值作规定。有色金属行业矿产资源采、选及冶炼过程中,易产生大量颗粒物(烟尘、粉尘)、含重金属及有毒物质铊的废水,易造成铊污染,应当制定严格的标准加以控制和管理。
1.2.2 地方标准
随着涉铊污染事件的频发,各地方政府对铊污染物的排放也提出了更严格的要求。2014年湖南省首次出台地方标准DB 43/968—2014 《工业废水铊污染物排放标准》,规定工业废水铊污染物排放标准限值为0.005 mg/L,废水排放监控位置为企业总排放口。2022年6月30日起实施的DB 43/968—2021 《工业废水铊污染物排放标准》,更改了废水排放监控位置和控制要求,增加了车间或生产设施废水排放口铊污染物排放限值为0.005 mg/L,特别指出尾矿坝(库)、涉铊工业企业产业园区污水集中处理设施和需要采取特别保护措施的地区,铊污染物排放标准限值为0.002 mg/L;对涉铊工业企业生产工艺中明确用于冲渣、浸出、漂洗、碱洗、脱硫等生产过程循环用水单元,循环回用水前的处理设施出水口铊污染物控制限值为 0.015 mg/L。
广东省、江西省分别于2017年和2019年发布《工业废水铊污染物排放标准》,标准限值分别为0.002 mg/L 和0.005 mg/L,废水排放监控位置为车间或生产设施废水排放口及企业总排放口;2018年江苏省出台地方标准DB 32/3431—2018 《钢铁工业废水中铊污染物排放标准》,规定钢铁行业废水中铊污染物排放标准限值为0.002 mg/L;2018年上海市出台地方标准DB 31/199—2018 《污水综合排放标准》,规定辖区内所有无行业排放标准的工业企业总排放口,向敏感水域直接排放总铊的标准限值为0.005 mg/L,向非敏感水域直接排放或间接排放总铊的标准限值为0.3 mg/L;2021年河南省出台地方标准DB 41/2088—2021 《黄金冶炼行业污染物排放标准》,规定黄金冶炼工业企业厂区内生产废水不得外排,且厂区内综合利用的废水和生活污水铊污染物标准限值为0.005 mg/L,大气中铊及其化合物排放标准限值为0.05 mg/m3。涉铊污染物地方排放标准汇总如表2所示。
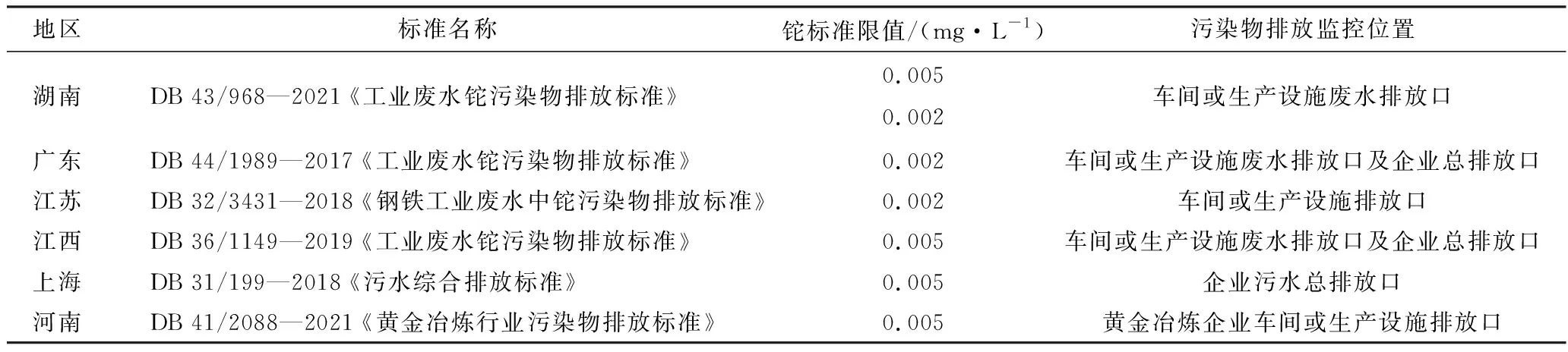
表2 涉铊污染物地方排放标准
2 含铊废水治理技术及工业应用
2.1 含铊废水治理技术
目前,含铊废水治理技术的研究主要集中在沉淀法、吸附法、离子交换法、电絮凝法等[9-11],这些方法各有优缺点。沉淀法适合处理较高浓度(毫克/升级)含铊废水,去除效果显著,操作方法简单,易实现工业化应用,是目前工业应用较多的一种含铊废水治理技术;缺点是沉淀法对低浓度(微克/升级)含铊废水处理深度不够,一般需联合其他工艺进行深度处理。吸附法适合水溶液中痕量或超痕量(微克/升级)铊的分离与富集,更多地应用于饮用水或地表水或经过处理后低浓度废水中铊的深度处理,吸附剂成本较高,再生操作方法复杂。吸附法一般与沉淀法联合,用于沉淀除铊后较低浓度含铊废水的深度处理。
2.1.1 沉淀法

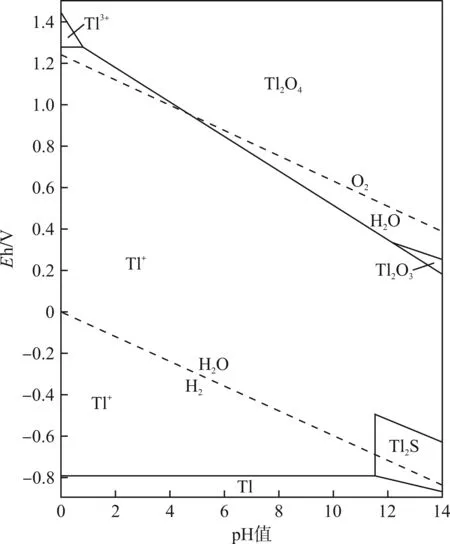
图1 Tl-S-H-O 体系的Eh-pH图
1)氧化沉淀法。氧化沉淀法是利用强氧化剂将废水中Tl+氧化为Tl3+后沉淀去除[13]。因Tl3+与Tl+的标准电极电势为1.28 V,需采用强氧化剂如过氧化氢(1.77 V)、漂白粉/次氯酸钠(1.63 V)、高锰酸钾(1.51 V)等,才能将水体中的Tl+氧化成Tl3+。
对于氢氧化物沉淀M(OH)n,金属离子浓度(cMn+)与溶液的pH、氢氧化物溶度积(Ksp)之间存在关系:
(1)
(2)

2)硫化沉淀法。硫化沉淀法是通过向废水中添加硫化物,使Tl+形成Tl2S沉淀,实现铊的去除。硫化沉淀法常用试剂有硫化钠(Na2S)、硫化氢(H2S)、硫氢化钠(NaHS)等。单独采用硫化沉淀法除铊,易产生硫化氢气体,药剂投加量大,产生的沉淀渣粒径小,难分离且不稳定,产生二次污染。但是,硫化沉淀法与其他方法联用,可取得较好的除铊效果。邱建森等[19]采用硫化沉淀法处理某黄金冶炼企业含铊废水,处理后废水铊质量浓度低于5 μg/L,但生成的Tl2S沉淀不稳定,露天存放数天后铊质量浓度升至15 μg/L;唐剑[20]采用硫化沉淀法和电化学法处理铊质量浓度0.2 mg/L的铅冶炼含铊废水,处理后出水铊质量浓度低于5 μg/L。袁翠玉等[21]采用氧化-硫化协同处理铊质量浓度0.64 mg/L 的冶炼污酸,处理后出水铊质量浓度低于0.1 μg/L。
3)生物制剂沉淀法。生物制剂沉淀法是通过调整废水和铊的形态,利用其功能基团(—OH、—COOH、—SH、—NH2等)与铊形成稳定的配合物,实现铊的深度脱除。生物制剂沉淀法处理效率高,反应速度快,可以同时对多种重金属离子进行深度处理,且不会对水质形成二次污染。生物制剂一般单独或与其他工艺联合,用于较低浓度含铊废水的深度处理。陈桂兰[22]采用生物制剂除铊工艺处理铊质量浓度25.6 μg/L的含铊酸性废水,处理后出水铊质量浓度低于0.1 μg/L。闫虎祥等[23]采用生物制剂协同脱铊+生物制剂协同氧化两段工艺,处理铊质量浓度0.022~0.032 mg/L的铅锌矿山含铊选矿废水,处理后出水铊质量浓度低于5 μg/L。付煜等[24]采用“石灰中和-生物制剂+重金属协同脱铊”工艺处理铅锌冶炼含铊废水,出水铊质量浓度低于5 μg/L。侯郊等[25-26]采用“生物制剂+稳定剂协同除铊”工艺分别对Tl质量浓度0.09~0.15 mg/L、2~3 mg/L的铅锌冶炼含铊废水进行深度处理,处理后出水铊质量浓度均低于5 μg/L。
2.1.2 吸附法
吸附法是利用吸附剂的高比表面积或特殊功能基团的特性来实现废水中铊的去除。吸附法处理含铊废水可分为2种情况:①将水体中Tl+直接吸附在吸附剂表面,以沉淀或颗粒的形式去除;②经前处理后采用吸附法深度除铊,处理后出水铊质量浓度可稳定控制在5 μg/L以下。常用的吸附材料主要有金属氧化物(如水合氧化锰、水合氧化铁、磁性 Fe3O4、氧化钛)、活性炭、纳米氧化铝、钛纳米管等[27-28]。
1)金属氧化物。金属氧化物对重金属具有良好的吸附性能,Mn氧化物及Fe-Mn复合氧化物对铊具有良好的亲和力,MnO2同时具有吸附和氧化性能,对废水中Tl+进行吸附的同时伴随铊的氧化沉淀[29-30]。宋嘉慧等[31]利用MnCl2在碱性条件下还原KMnO4制得的δ-MnO2处理Tl质量浓度25 mg/L的含铊废水,5 min内达到吸附平衡,吸附容量581 mg/g,Tl去除率近100 %。LI等[32]利用Fe-Mn复合氧化物处理含铊废水,4 min达到吸附平衡,吸附后出水铊质量浓度低于0.1 μg/L。
2)纳米吸附剂。纳米吸附剂具有更大的比表面积和更高的界面反应活性,可有效去除溶液中Tl。CHEN等[33]用负载FeOOH的MnO2纳米复合材料处理含铊废水,出水铊质量浓度低于 0.1 μg/L,且不存在Mn和Fe溶出的问题。邵立南等[34]利用锰盐和大孔树脂制备的复合纳米吸附剂处理铊质量浓度为0.037 mg/L的含铊废水,出水铊质量浓度低于5 μg/L。LUO等[35]采用室温铁氧体工艺合成Fe3O4-高岭土纳米复合材料,pH值为4.5~9.0时对废水中Tl有较大的吸附潜力;在外加磁场的作用下,99 %的纳米复合材料可以在20 s内高效快速回收Tl,实现废水循环利用。

从已有的文献报道来看,吸附剂存在吸附容量不高、受共存离子影响大、吸附剂再生困难、循环利用寿命短等问题,一定程度上制约了吸附法在含铊废水处理上的应用,因此吸附剂现多用于微克/升级含铊废水的深度处理。
2.1.3 电絮凝法
电絮凝法是利用牺牲阳极(铁、铝等金属)原位产生高活性的羟基络合物及其氢氧化物,通过吸附、混凝、沉降等过程实现污染因子的去除。电絮凝法适用的pH范围广、处理效率高、澄清效果好,可以实现水溶液中微克/升级Tl的深度净化,是一种环境友好的含铊废水处理方法。付向辉等[39]以铁极板为牺牲阳极,利用电絮凝工艺处理Tl<200 μg/L的低质量浓度含铊废水,处理后出水Tl质量浓度低于2 μg/L。杨国超等[40]采用电絮凝法处理Tl质量浓度70~120 μg/L 的碱性含铊废水,处理后废水Tl质量浓度低于5 μg/L。李云龙[41]采用铝电极作为阳极,电絮凝工艺处理Tl质量浓度10 mg/L的含铊废水,总铊去除率86.4 %。
2.1.4 离子交换法

2.1.5 萃取法
萃取法一般用于特定体系中高浓度含铊溶液中铊的回收,但难以对复杂的常规铊污染水体进行净化处理。萃取法用于污水治理时,出水中不可避免会夹带有机物,增加二次污染的风险。刘振荣[43]采用P2O4从硫酸溶液中萃取Tl(Ⅲ),利用6 mol/L HCl对P2O4进行纯化并用浓硫酸处理煤油至水相呈无色,1 min 内可达到平衡,萃取率96 %以上。邵传兵等[44]通过氧化浸出、溶剂萃取、还原转化等方法萃取回收铅冶炼烟尘中的铊,铊萃取率大于99.0 %。
2.2 含铊废水治理工业应用实例
目前,已实现工业应用的含铊废水治理技术主要有氧化沉淀法、生物制剂沉淀法和电絮凝法。这些方法各有优缺点,工业应用中需根据实际水质情况选择合适的处理方法。
2.2.1 氧化沉淀法
为响应政府对外排水执行As<0.05 mg/L、Tl<0.1 μg/L的监管要求,贵州某矿山对现有石灰铁盐除砷工艺进行升级改造,采用化学氧化-混凝沉淀工艺对硐坑水进行除铊除砷处理。硐坑水通过集水池进入曝气池,向曝气池中加入漂白粉与聚合硫酸铁,反应后溶液进入沉淀池,向沉淀池入口槽中加入絮凝剂混凝沉淀,上清液进入过滤器深度过滤后通过清水池外排。沉淀渣作为危险废物收集后集中处置。工艺流程如图2所示。

图2 硐坑水除铊工艺流程
硐坑水As质量浓度0.5 mg/L,Tl质量浓度20 μg/L,处理水量300 m3/d,工业调试后系统运行稳定,处理效果显著,处理后出水Tl<0.1 μg/L、As<0.05 mg/L,符合GB 3838—2002 《地表水环境质量标准》规定的Ⅲ类水质标准限值。新增的化学氧化除铊系统投资约1万元,水处理成本约1.81元/m3[16]。化学氧化除铊系统优势在于不改变原有生产系统,新增投资小,处理规模大,运行成本低。
2.2.2 生物制剂法
为响应地方政府对外排水铊质量浓度低于5 μg/L 的监管要求,湖南水口山有色金属集团有限公司第四冶炼厂对现有石灰中和-生物制剂处理工艺进行升级改造。调节池废水进入混合池分别与石灰乳和稳定剂反应后,进入反应池,与反应池中生物制剂反应后进入斜板沉淀池。上清液分别通过一级、二级、三级反应池,分别与石灰乳、稳定剂、生物制剂反应后进入絮凝反应池,加入PAM进行絮凝沉淀,上清液外排或回用。两段生物制剂除铊工艺的底流进入浓缩池经压滤后滤渣收集集中处置,滤液返回第一混合池。两段生物制剂除铊工艺流程如图3所示。
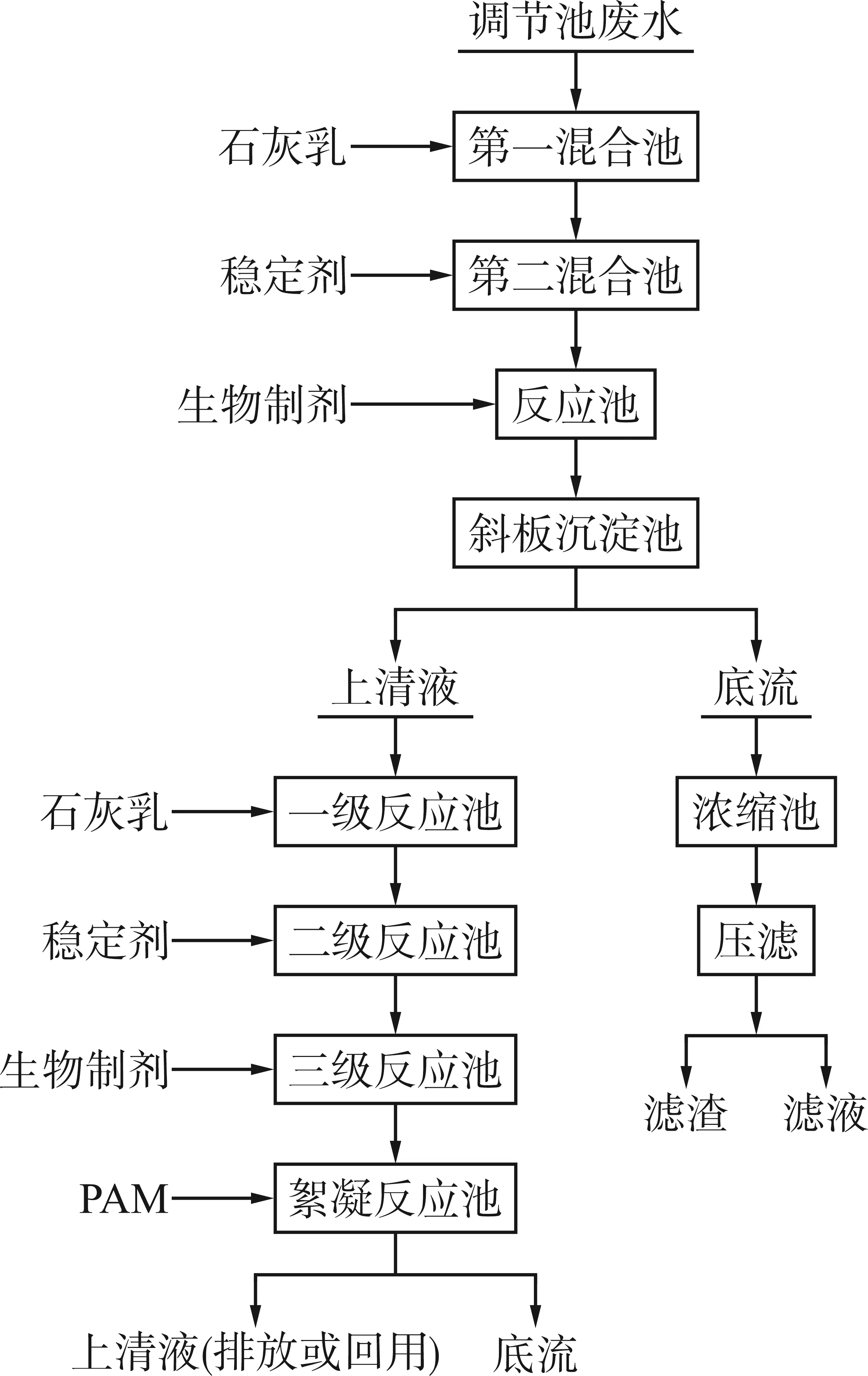
图3 两段生物制剂处理除铊工艺流程
处理水量5 000 m3/d,原水铊质量浓度20~4 000 μg/L,处理后出水铊质量浓度低于0.1 μg/L,同时铜、铅、锌、镉、汞等重金属也稳定达标。生物制剂除铊系统总投资410.88万元,处理每吨水药剂成本2.23元[45]。生物制剂除铊工艺优点在于处理规模大,可同时去除铊和其他重金属,对不同范围内重金属离子适应性较强,但生物制剂除铊工艺投资和运行成本较高。
2.2.3 电絮凝法
湖南水口山有色金属集团有限公司第八冶炼厂在原有废水处理工艺基础上进行升级改造,通过添加除铊药剂采用电絮凝法对含铊废水进行处理。含铊废水进入均化池混合均匀后,进入1#除铊反应池,加入1#除铊药剂反应后溶液进入电化学系统,在合适的pH环境下将Tl+氧化为Tl3+,与铁阳极产生的Fe2+和OH-形成相对稳定的聚合物絮凝沉淀,低浓度含铊废水再进入2#除铊反应池,投加2#除铊药剂,实现铊的深度脱除。电絮凝法除铊工艺如图4所示,虚线框内工序为在原有废水处理工艺基础上新增的工艺段。

图4 电絮凝除铊工艺流程
均化池中铊质量浓度约200 μg/L的含铊废水,经电絮凝法处理后出水铊质量浓度低于0.1 μg/L。电絮凝除铊工艺总投资338.3万元,处理每吨水药剂成本1.59元[45]。电絮凝除铊工艺不适合处理含铊浓度波动大的工业废水,废水经过均化后铊质量浓度需在200 μg/L以下,而且电化学系统后期耗电量比较大,除铊过程中会产生大量的废旧极板需要后续处理。
3 铊污染治理发展方向
与其他常见重金属污染物相比,铊污染物含量较低,但随着含铊有色金属矿产资源的开发,含铊矿区周边环境中铊污染物含量升高,危害矿区周边居民的人身安全。由于铊污染问题的社会影响较大,国家和部分地方政府相继出台铊污染物国家和地方排放标准,将工业废水铊污染物排放质量浓度限定为2~5 μg/L。但是,仍有部分涉铊企业或铊污染区域尚未意识到潜在的环境危害或缺乏铊污染物排放行业或地方标准。特别是有色金属行业,如铜、钴、镍、铅、锌、铝、钒、镁等工业污染物排放标准尚未对铊的排放限值作明确规定。
目前,含铊废水处理技术各有优缺点,单独采用一种处理工艺可能达不到环境监管要求。因此,有色金属行业铊污染防治建议从以下几个方面入手:
1)源头控制。涉铊企业应加强环境风险防控主体责任,完善涉铊风险管控制度。限制性开采含铊矿石资源,全面排查涉铊原辅材料选用、储存及运输等,涉铊环节重点区域自行监控及完善应急预案,从源头减少含铊污染物的产生。质监部门加强对矿石原料铊含量的检测,确定原料质量标准。对照新排放标准依法加强涉铊企业监管,在新标准基础上严格环境准入,从源头降低风险。
2)过程监管。含铊有色金属矿石采选冶过程中,应加强含铊“三废”的过程监管控制。①加强涉铊岗位人员的危险源辨识、风险评估、安全防护、应急处理措施等安全教育,完善预防控制措施;②采矿前加强对矿石原料铊含量的检测,尽量开采低铊矿石原料;③选矿过程采用先进的设备或工艺,将铊集中富集后进行回收或处理,尽量减少进入后续冶炼过程中的铊量,减轻铊污染在全流程中的扩散;④冶炼过程中采用先进的收尘设备,尽量减少铊污染物的扩散或烟尘沉降;⑤根据涉铊企业生产布局和排污受纳水体情况,有针对性地开展铊污染专项调查;⑥构建涉铊企业闭环管理体系,实现铊元素可核算可追踪,降低排入外环境的可能。
3)末端治理。对已经产生的含铊废水,根据铊浓度不同有针对性地采用适用的治理技术。针对毫克/升级的含铊废水,氧化沉淀法是首选工艺,若仅用氧化沉淀法无法满足排放要求时,可再结合生物制剂或吸附剂进行深度处理;对于微克/升级的含铊废水,可采用电絮凝技术或金属水合氧化物(尤其是铁锰氧化物)吸附进行处理。
4)加强水源地涉铊监督和铊污染事件应急处置能力。生态环境部门要全面摸排水源地周边风险,对存在涉铊风险的水源地,要建设完善的监测预警体系,布设水质生物毒性监测预警,真正做到早发现、早处置,切实保障人民群众饮水安全。涉铊企业要制定完善的铊污染应急处置预案,发现铊浓度超标或异常事件要第一时间响应,科学妥善开展应急处置,尽可能减少环境风险。
4 结 语
有色金属行业铊污染物含量较低,但铊在环境中具有较强的迁移性,且具有生物蓄积毒性,对人体健康和环境危害大。随着国家环保治理日益深入和法规标准不断完善,铊污染防治必将受到广泛关注。当前国家和部分地方政府出台了严格的环境监管要求(铊质量浓度2~5 μg/L),对保护环境具有积极意义。有色金属涉铊企业应未雨绸缪,从源头上限制开采含铊硫化物矿石,加强工业含铊“三废”的过程监管控制,建立完善的闭环管理体系,制定完善的铊污染应急处置预案,积极采取各种有效措施,从源头控制-过程监管-末端治理协同减少铊污染物对环境的影响。