磷酸酯抗燃油泡沫特性超标原因分析
2023-03-15谭旭南冯丽苹尹文波贾小琼成超丽吕秀娟朱春红
谭旭南,冯丽苹,尹文波,贾小琼,成超丽,吕秀娟,朱春红
(1.广州珠江天然气发电有限公司,广东 广州 511457;2.西安热工研究院有限公司,陕西 西安 710032)
三芳基磷酸酯抗燃油(以下简称“抗燃油”)具有优异的耐热防火和润滑性能。随着发电机组功率不断增大,汽轮机调速系统油压也相应提高,为防止高压油泄漏酿成火灾,汽轮机调速系统控制液已广泛采用抗燃油[1-3]。泡沫特性是抗燃油的一项重要指标,用于评价抗燃油形成泡沫的倾向性及稳定性,目前电厂抗燃油泡沫特性超标的现象严重。据统计,目前电厂抗燃油监督中,抗燃油泡沫特性合格率仅为39.2%,不合格率达60.8%,若将倾向性大于400 ml定为严重不合格,严重不合格率达15.4%。近10年来,国内学者对抗燃油的泡沫特性超标原因和处理措施进行了研究[4-11],但是对泡沫不合格的原因分析基本属于简要描述,缺乏系统试验研究,处理措施主要侧重于油品的再生处理和添加传统的消泡剂,对解决用户的抗燃油泡沫特性超标问题未起到实质性作用。因此,对抗燃油泡沫特性超标的原因进行研究,对于抗燃油的使用具有重要意义。
1 抗燃油运行中产生泡沫的机理
磷酸酯抗燃油在使用过程中不可避免发生氧化和水解[12-13]。磷酸酯抗燃油的氧化主要发生在芳环的取代基上,与矿物油的氧化机理相同。由于抗燃油本身结构的复杂性和氧化反应外部条件的多样性,其氧化过程是非常复杂的,可形成醇、醛、酸。磷酸酯抗燃油在运行过程中容易吸收空气中的水分,且在高温高压下易水解,其水解反应主要分3步,分别形成了二芳基磷酸酯、单芳基磷酸酯、磷酸和相应的烷基酚。
磷酸酯抗燃油在使用过程中易于发生水解和氧化,导致油品劣化,不及时处理将产生较大的隐患。为保证油品质量,抗燃油运行维护中要投入旁路再生装置和在线再生脱水装置[14],目前电厂在用的旁路再生装置和在线再生装置中的再生介质主要有硅藻土、离子交换树脂、极性硅铝吸附剂、改性氧化铝、硅胶等[15-25]。使用硅藻土作为再生介质,可以通过其表面自然吸附功能,部分除去劣化物;使用离子交换树脂作为再生介质,可以除去离子形态的劣化产物,迅速降低油的酸值,使其达到新油水平;使用硅胶作为再生介质,可以依靠其表面自然吸附功能,部分除去劣化产物。部分再生介质在处理过程中可能存在脱落细小颗粒问题,部分再生介质在工作过程中会导致金属离子进入油中,油品老化产物会与金属离子形成金属盐。
油品水解产物及其与金属离子形成的金属盐与抗燃油本身相比,分子结构上未发生劣化的部分与抗燃油本身较为接近,可视为亲抗燃油基,发生劣化部分形成的劣化产物或其与金属离子结合的部分具有较强的极性,可视为疏抗燃油基。因此,劣化产物及其金属盐具备了表面活性剂的特点,在抗燃油中的劣化产物及其金属盐具有亲油和疏油双重特性,其疏油基因受到抗燃油的排斥而力图将整个分子“逃离”抗燃油,而亲油部分则力图使整个分子留在油中。正是这种易于从抗燃油中“逃离”的趋势,使其容易富集于抗燃油表面,且在其表面进行定向排列,形成表面吸附,降低抗燃油的表面张力,导致抗燃油产生泡沫的倾向性增大[26]。
2 试验部分
本文对新抗燃油进行老化试验和水解安定性试验,采用不同类型的再生介质对运行抗燃油进行再生处理实验。然后检测实验前后样品的泡沫特性,判断抗燃油老化产物、水解产物和再生介质对其泡沫特性的影响。
2.1 试验油样
某电厂在用的新抗燃油、运行抗燃油。
2.2 催化剂
试验采用的催化剂为铜丝。铜丝的技术参数[27](符合GB/T 5231—2022《加工铜及铜合金牌号和化学成分》要求):质量分数不小于99.9 %,直径为1.02 mm,长度为33 cm。将铜丝旋成外径19 mm、长38 mm的螺旋形。
2.3 试验过程
将一定质量的新抗燃油样置于清洁干燥的烧杯中,每200 g油样添加1根铜丝作为催化剂。将烧杯分别置于(105±1)℃、(115±1)℃和(130±1)℃的恒温干燥箱中,进行老化试验。在老化过程中,每隔一定时间检测样品的泡沫特性[28]。
将一定质量的含有特定水分含量的油样置于清洁干燥的磨口瓶中,每200 g油样添加1根铜丝作为催化剂,盖好瓶盖封住瓶口。将磨口瓶置于(125±1)℃的恒温干燥箱中,进行老化试验。在老化过程中,每隔一定时间检测样品的泡沫特性。
依据DL/T 1420—2015《磷酸酯抗燃油水解安定性测定法》[29]中的温度要求和水分添加量,对新抗燃油进行持续水解,水解反应过程中定期取样,检测样品的水解程度和泡沫特性。
分别采用离子交换树脂、改性氧化铝、分子筛、硅胶及极性硅铝和离子交换树脂的混合吸附剂,对运行抗燃油进行实验室再生处理的小试。在60 ℃下搅拌1 h,使各再生介质和抗燃油充分接触,过滤除去油中的再生介质后,得到再生处理后油样。然后检测原运行油和各再生处理油的泡沫特性、酸值[30]、体积电阻率[31]。
2.4 检测方法
按照DL/T 429.6—2015《电力用油开口杯老化测定法》[32]和DL/T 1705—2017《磷酸酯抗燃油闭口杯老化测定法》[33]进行油品的老化试验;按照DL/T 1420—2015《磷酸酯抗燃油水解安定性测定法》进行水解程度测试试验;按照GB/T 12579—2002《润滑油泡沫特性测定法》进行泡沫特性试验;按照GB/T 264—1983(1991)《石油产品酸值测定法》检测酸值;按照DL/T 421—2009《电力用油体积电阻率测定法》进行体积电阻率试验。
3 结果及分析
3.1 新抗燃油老化过程中泡沫特性的变化趋势
在不同温度下(测试程序Ⅰ、Ⅱ、Ⅲ的温度分别为24 ℃、93.5℃、后24℃),开口杯或闭口杯老化过程中新抗燃油泡沫特性的变化如图1至图4所示。图1至图4表明,在不同老化温度下,随着老化时间的延长,新抗燃油产生泡沫的倾向性均呈增加趋势,其中测试程序Ⅰ(24 ℃)和测试程序Ⅲ(后24 ℃)的增加趋势明显。
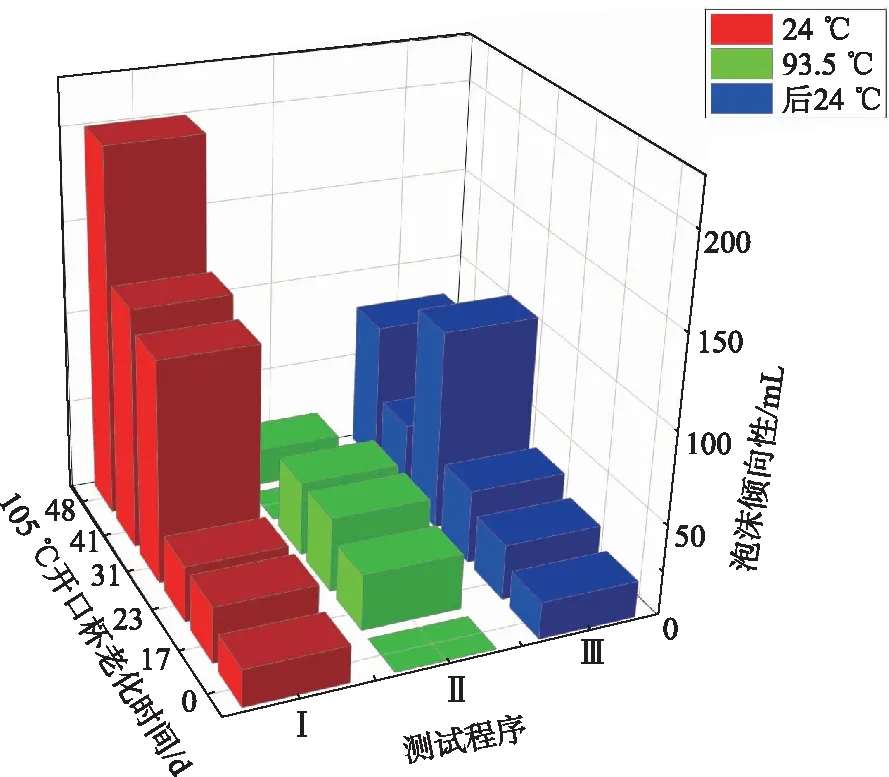
图1 105 ℃下开口杯老化过程中泡沫特性(倾向性)的变化

图2 115 ℃下开口杯老化过程中泡沫特性(倾向性)的变化

图3 130 ℃下开口杯老化过程中泡沫特性(倾向性)的变化
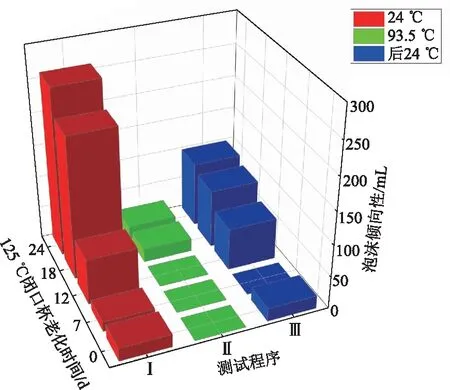
图4 125 ℃下闭口杯老化过程中泡沫特性(倾向性)的变化
在各温度和不同老化方式下,对老化23天左右的抗燃油泡沫特性(倾向性)结果(见图1至图4)进行分析:105 ℃下开口杯老化23天时,抗燃油样品泡沫特性(倾向性)最大为40 mL,是初始值的2倍;115 ℃下开口杯老化21天时,抗燃油样品泡沫特性(倾向性)最大为130 mL,是初始值的6.5倍;130 ℃下开口杯老化23天时,抗燃油样品泡沫特性(倾向性)最大为200 mL,是初始值的10倍;125 ℃下闭口杯老化24天时,抗燃油样品泡沫特性(倾向性)最大为260 mL,是初始值的13倍。上述结果表明:在相同老化时间内,老化温度越高,泡沫特性(倾向性)增加越明显;闭口杯老化时的泡沫特性(倾向性)比开口杯老化增加明显。
3.2 新抗燃油水解过程中泡沫特性的变化趋势
新抗燃油在发生持续不断水解反应的过程中,泡沫特性和水解反应时间的关系如图5所示,随着抗燃油的水解程度加深,抗燃油的泡沫特性(倾向性)逐渐增大。

图5 水解过程中新抗燃油样品泡沫特性(倾向性)的变化
3.3 不同再生介质处理对油品泡沫特性的影响
按照2.3节相关的内容对某公司运行抗燃油采用不同再生介质再生后,油样酸值、体积电阻率和泡沫特性的检测结果如图6至图8所示,图6中酸值是指中和1 g石油及石油产品中的酸性物质所需的KOH毫克数,图6、图7中剂量为再生介质的质量分数。
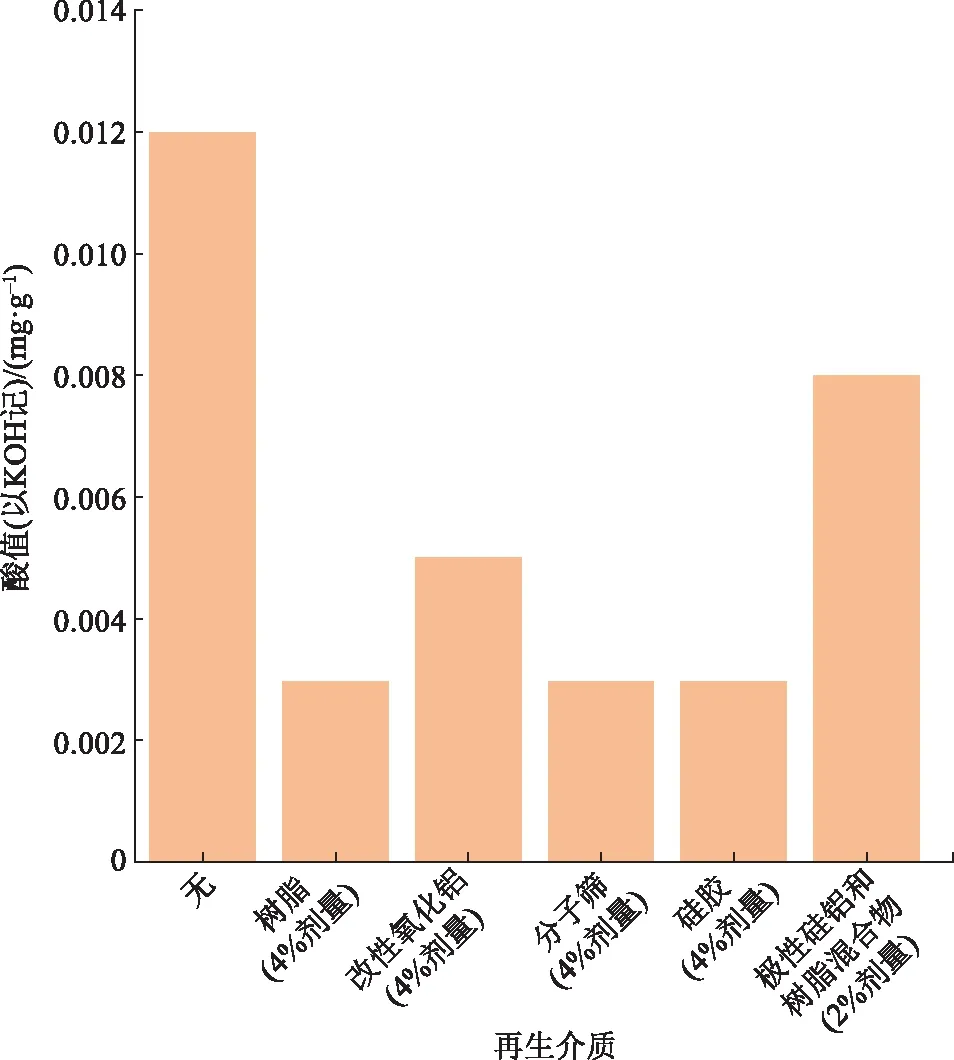
图6 不同再生介质对运行抗燃油酸值的处理效果
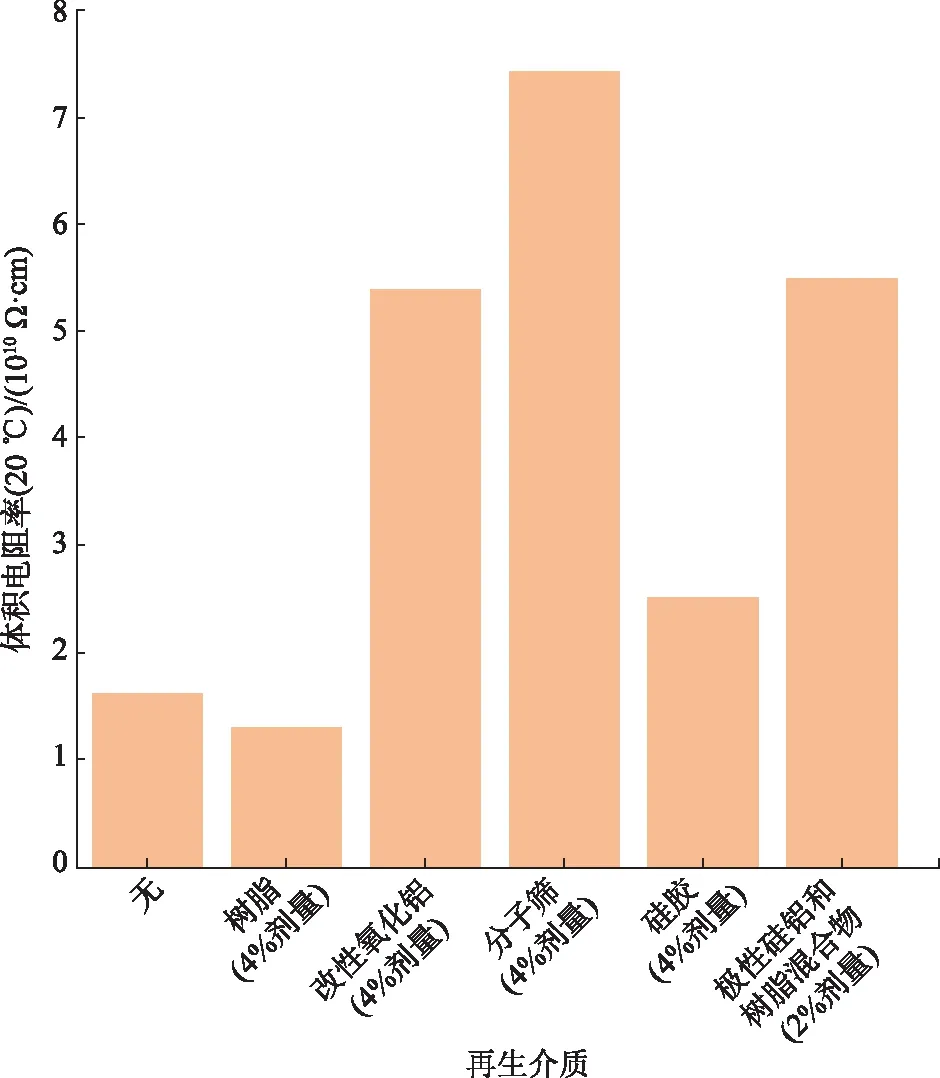
图7 不同再生介质对运行抗燃油体积电阻率的处理效果

图8 不同再生介质对运行抗燃油泡沫特性的处理效果
由图6至图8可以看出:不同的再生介质对抗燃油的处理效果差异明显,许多再生介质对抗燃油的酸值和体积电阻率处理效果很好,但是导致处理后抗燃油的泡沫特性升高。分析原因认为,部分再生介质在工作过程中会导致金属离子进入油中,油品劣化产物与金属离子发生缩合反应形成金属盐,与劣化产物相比,缩合物的分子外径成倍增加。再生介质对油品劣化的处理原理是利用孔径适配的原理,除去与再生介质最小孔径接近的物质,这导致其无法除去劣化产物与金属离子的缩合产物金属盐。金属盐的油品老化产物部分中未发生劣化的部分与油品本身结构相似,可视为亲抗燃油基;而其发生劣化的部分或其与金属离子结合的部分具有较强的极性,可视为疏抗燃油基。这使得劣化产物及其金属盐具备了表面活性剂的特点,二者在油中具有两相性,使得油品本身产生泡沫的倾向性增大,稳定性提高。所以对油品进行再生处理前,需要进行实验室小试,采用不同比例的再生介质对待处理抗燃油进行再生处理试验,在与运行温度接近、连续搅拌的条件下,使再生介质与抗燃油充分接触;然后检测再生处理前和不同再生处理介质处理后的样品泡沫特性,再生处理后样品的泡沫特性不大于处理前时,才能将该再生介质作为对特定抗燃油进行再生处理的待选方案之一。根据再生处理对其他性能指标的改善情况,选择处理效果最优的再生介质,保证既可高效地提高油品体积电阻率和降低油品酸值,又不会导致油品的泡沫特性大幅升高。
4 结论
本文对新抗燃油进行老化试验和水解安定性试验,采用不同类型的再生介质对运行抗燃油进行再生处理实验,得到如下结论:
a)热老化会导致抗燃油的泡沫特性升高,升高趋势随老化温度升高和老化时间增长而增加;且闭口杯老化时,泡沫特性(倾向性)比开口杯老化升高明显。
b)随着抗燃油的水解程度加深,抗燃油的泡沫特性逐渐增大。
c)部分再生介质对抗燃油的酸值和体积电阻率处理效果很好,但是会导致处理后抗燃油的泡沫特性升高。如抗燃油再生过程中再生介质使用不当,可导致其泡沫特性升高。
d)为减缓磷酸酯抗燃油泡沫特性超标的进程,磷酸酯抗燃油运行过程中应避免局部高温过热和水分含量超标,需要再生处理时,应进行实验室小试,选择合适的再生介质。
