超声波辅助水酶法提取黑加仑籽油及其品质分析
2023-03-12王宇晗郭天赋
王宇晗,郭天赋,边 昊,张 迪,3,4,5,
(1.广东海洋大学食品科技学院,广东湛江 524088;2.安徽工商职业学院,安徽合肥 230041;3.广东省水产品加工与安全重点实验室,广东湛江 524088;4.广东省海洋食品工程技术研究中心,广东湛江 524088;5.广东普通高等学校水产品深加工重点实验室,广东湛江 524088)
黑加仑(Ribes nigrumL.),又名黑穗醋栗、黑豆等,在我国东北三省、新疆北部等地区广泛种植[1]。黑加仑酸甜可口,营养价值高,富含花青素、原花青素、维生素C、多糖和氨基酸等,深受人们的喜爱[2−3]。黑加仑通常加工为蜜饯、果干和果汁,其中榨汁会产生大量皮渣,而皮渣中果籽含量约占果重5%~8%[4]。国内黑加仑加工企业每年产生皮渣废料中黑加仑籽约有160吨,这些废弃物一般被丢弃或作为肥料,造成了严重的资源浪费[4−5]。研究发现,黑加仑籽油富含亚油酸、油酸等不饱和脂肪酸,以及多酚、角鲨烯、甾醇、生育酚等多种活性成分,具有降血脂、抗疲劳、抗衰老、调节免疫、预防冠心病和动脉粥样硬化等类心血管疾病等保健功能,已广泛应用于保健食品、化妆品和医药行业[6−8]。因此,黑加仑籽油的活性成分含量是评价其品质的重要指标之一。近年来,针对黑加仑籽油的深入开发和综合利用日益引起广泛关注,相关基础研究较少。另外,如何充分利用黑加仑加工副产物,是目前国内黑加仑加工企业亟需解决的问题。
目前,提取油脂的方法主要有压榨法、溶剂浸出法、超临界CO2萃取法等[9]。压榨法自动化程度较高,但出油率低,油品色泽较差,毛油品质一般,还需进一步加工。溶剂浸出法提油率高,操作简单,被广泛应用于油料加工企业,但存在溶剂残留的问题[9−11]。超临界CO2萃取法是近几年来发展较为迅速的一种技术,利用超临界CO2的特殊溶解作用提取油脂,具有提取效率高、绿色安全的优点,但其设备昂贵、成本高,目前还难以推广[12]。水酶法通过机械力和酶解作用破坏油料组织的细胞壁,从而增大油料与酶的接触面积,提高油脂得率,其操作简便、反应条件温和、油脂品质好[11−12]。但水酶法产生的机械剪切力不足以完全破坏油料细胞壁,从而导致油料出油率和蛋白回收率不高。超声波辅助水酶法是通过酶解手段来破坏油料组织的细胞壁,增大油料与酶的接触面积,同时通过超声波的机械作用可以进一步提高油料的酶解速率,促进物料中有效成分的溶出,最终达到油脂高效分离的目的[13]。超声波辅助水酶法具有成本低、操作简单、条件温和、提取效率高等优点,已被广泛应用于蚕蛹油[14]、樟树籽油[15]、核桃油[16]等的提取。超声波辅助水酶法在油料产业发展中有广阔的应用前景,而目前采用该方法提取黑加仑籽油鲜有报道。
本文以油脂提取率为指标,通过单因素实验和响应面分析法优化超声波辅助水酶法提取黑加仑籽油的最佳工艺,并通过理化指标对其品质进行分析,以期为黑加仑籽综合开发利用提供理论参考。
1 材料与方法
1.1 材料与仪器
黑加仑籽 由广东省中山市百怡饮料有限公司提供,水分含量13.24%,粗脂肪含量16.76%,蛋白含量8.89%;商品油(黑加仑籽冷榨油) 澳大利亚进口;维生素E(HPLC≥98%)、37种脂肪酸甲酯混标 上海源叶生物科技有限公司;水解蛋白酶Alcalase 2.4L(2.4 AU/g) 丹麦诺维信公司;纤维素酶(10000 U/g)、果胶酶(10000 U/g) 阿拉丁试剂(上海)有限公司;角鲨烯、α-生育酚、γ-生育酚、豆甾醇、β-胡萝卜素标准品 美国Sigma公司;其他试剂均为分析纯,国药集团化学试剂有限公司。
2500Y型中药高速粉碎机 永康市沃美户外用品有限公司;SB-5200型超声波清洗器 上海新芝生物技术研究所;RW20型高速均质机 广州艾卡仪器设备有限公司;Cary 4000型紫外分光光度计、7890B型气相色谱仪 美国安捷伦公司;PB-10型酸度计德国Sartorius公司;HH-6型数显恒温水浴锅 苏州威尔实验用品有限公司。
1.2 实验方法
1.2.1 超声波辅助水酶法提取黑加仑籽油的工艺流程 技术路线:黑加仑籽→清洗烘干→粉碎→加水→超声处理→调节pH→加酶→酶解→灭酶→冷却离心→油水分离→除水→油脂
参考张伟光等[9]的方法,稍作改动。将黑加仑籽清洗后置于50 ℃烘箱烘干,粉碎后过40目筛网。取40.0 g黑加仑籽粉末置于三角烧瓶中,加入一定比例的水,然后超声处理(超声功率300 W,超声温度50 ℃,超声时间25 min)。根据前期预实验,确定复合酶比例(蛋白酶:纤维素酶:果胶酶=2:2:1),将溶液取出并调节pH,添加2%(以黑加仑粉末质量为计)复合酶制剂,置于恒温水浴锅搅拌反应,反应结束后于90 ℃灭酶10 min,然后于5000 r/min的条件下离心20 min,收集上层油脂。沉淀物加入10 mL蒸馏水,于同样条件下离心,收集上层油脂,重复三次。将4次取得的上层油脂合并称重,计算黑加仑籽油提取率。计算公式如下:
1.2.2 单因素实验 取超声处理后的样品继续进行酶解反应,黑加仑籽油酶解工艺的固定条件为:酶解初始pH6.0,酶解温度50 ℃,酶解时间3 h,液料比5:1 g/g。固定其他条件不变,改变其中某个因素条件分别分析对黑加仑籽油提取率的影响。设置各因素的梯度分别为:酶解时间1、2、3、4、5、6、7 h;酶解初始pH3.0、4.0、5.0、6.0、7.0、8.0、9.0;酶解温度35、40、45、50、55、60、65 ℃,液料比3:1、4:1、5:1、6:1、7:1、8:1 (g/g)。每个实验设置3个重复。
1.2.3 响应面试验设计 在单因素实验的基础上,选择对黑加仑籽油提取率影响较大的酶解初始pH、酶解温度、液料比三个因素,按照Box-Bohnken设计法每个因素取三个水平,以(−1,0,1)编码进行实验,以黑加仑籽油提取率为响应值建立二次响应面数学模型,寻找最佳的工艺条件。共有17个试验,其中12个为析因点,5个为零点以估计误差。每个试验重复3次,试验结果为测定结果的平均值±标准偏差,因素与水平见表1。
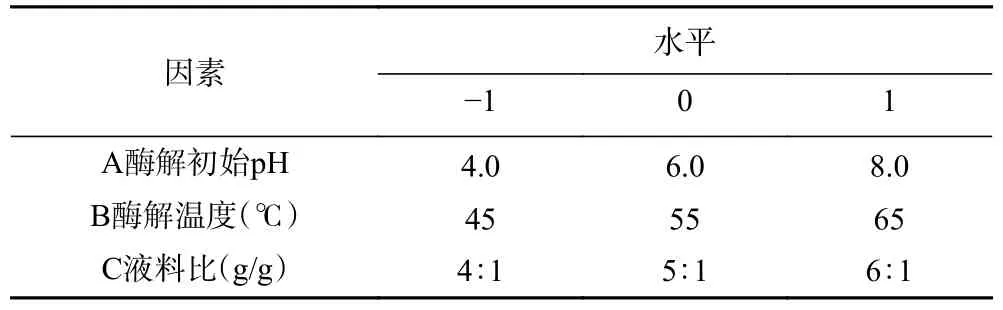
表1 响应面因素与水平设计Table 1 Factors and levels of response surface experiment
1.2.4 超声波辅助水酶法和水酶法油脂提取率的比较 超声波辅助水酶法参考张伟光等[9]的方法:取40.0 g黑加仑籽粉末置于三角烧瓶中,按液料比5:1(g/g)加入蒸馏水,然后超声处理(超声功率300 W,超声温度50 ℃,超声时间25 min)。取出调节pH至6.5,加入2%(以黑加仑粉末质量为计)的复合酶制剂(蛋白酶:纤维素酶:果胶酶=2:2:1),55 ℃恒温搅拌反应3 h。反应结束后于90 ℃灭酶10 min,然后于5000 r/min的条件下离心20 min,收集上层油脂。沉淀物加入10 mL蒸馏水,于同样条件下离心,收集上层油脂,重复三次。将4次取得的上层油脂合并称重,计算黑加仑籽油提取率。
水酶法参考姜国芳等[15]的方法:取40.0 g黑加仑籽粉末置于三角烧瓶中,按液料比5:1(g/g)加入蒸馏水,调节pH至6.5,加入2%(以黑加仑粉末质量为计)的复合酶制剂(蛋白酶:纤维素酶:果胶酶=2:2:1),55 ℃恒温搅拌反应3 h。反应结束后于90 ℃灭酶10 min,然后于5000 r/min的条件下离心20 min,收集上层油脂。沉淀物加入10 mL蒸馏水,于同样条件下离心,收集上层油脂,重复三次。将4次取得的上层油脂合并称重,计算黑加仑籽油提取率。
1.2.5 黑加仑籽油理化特性分析 酸值测定参考GB 5009.229-2016;过氧化值测定参考GB 5009.227-2016;碘值测定参考GB/T 5532-2008;皂化值测定参考GB/T 5534-2008;透明度、气味、滋味测定参考GB/T 5525-2008;相对密度测定参考GB/T 5518-2008;折光指数参照GB/T 5527-2010;不溶性杂质测定参考GB/T 15688-2008。
1.2.6 黑加仑籽油中脂肪酸组成及含量的测定
1.2.6.1 脂肪酸测定 参考杨水艳等[17]的方法。色谱条件:HP-5MS(30 m×0.25 μm)毛细管柱;升温程序:柱子初始温度100 ℃,保持1 min;以5 ℃/min升至200 ℃,保持2 min;再以3 ℃/min升至280 ℃,保持3 min;载气为高纯氦;进样量为1 μL。质谱条件:电离方式为电子轰击离子源(EI源);电子能量70 eV;传输线温度280 ℃;离子源温度230 ℃;四极杆温度150 ℃;溶剂延迟2.6 min;全扫描模式(SCAN),扫描范围50~1000 u。
1.2.6.2 反式脂肪酸测定 参考杜宇等[18]的方法。黑加仑籽油采用三氟化硼甲酯化,酯皂化后,释出的脂肪酸在三氟化硼存在下进行酯化,萃取得到脂肪酸甲酯采用1.2.6.1的方法进行气相色谱分析。
1.2.7 黑加仑籽油中活性成分的测定 角鲨烯含量测定参考徐梦媛等[19]的方法;生育酚含量测定参考杜宇等[18]的方法;多酚含量测定参考Laoretani等[20]的方法;β-胡萝卜素含量测定参考张水滔等[21]的方法。
1.3 数据处理
实验结果用平均值±标准偏差表示(n=3),使用Origin 8.0和SPSS 22.0软件进行作图和数据分析。
2 结果与分析
2.1 超声波辅助水酶法提取黑加仑籽油单因素实验
由图1a可知,在酶解时间为0~3 h时,黑加仑籽油提取率迅速升高,在此阶段,由于复合酶的水解作用,黑加仑籽的细胞壁慢慢降解,使得酶与底物之间充分反应,油脂释放也相应增加[22]。酶解时间在3 h时黑加仑籽油提取率取得最大值,为79.56%。当酶解时间大于3 h,黑加仑籽油提取率变化趋于平缓,没有显著性差异(P>0.05)。研究表明,酶解时间越长,酶解就越充分,底物也不断地减少,但时间过长,空气与油的接触时间也变长,油脂质量下降[9]。因此,酶解时间选择3 h较为合适。
由图1b可知,在酶解初始pH为3.0~6.0范围内,黑加仑籽油提取率迅速增加,于pH6.0时取得最大值,为75.82%,显著(P<0.05)高于其他pH条件。在酶解初始pH为6.0~9.0范围内,黑加仑籽油的提取率开始下降,这表明复合酶的酶活逐渐降低。酶的活性受环境pH的影响极为显著,通常只有在一定的pH范围内才表现它的活性,而低于或高于最适pH时,酶的活性会逐渐降低,影响油脂的溶出率[13]。因此,酶解初始pH选择6.0较为合适。
由图1c可知,在酶解温度35~50 ℃范围内,黑加仑籽油提取率随温度的升高而升高,在50 ℃时达到最高,为78.89%,显著(P<0.05)高于其他温度条件;而高于50 ℃,油脂提取率迅速降低。据文献报道,酶在最适的温度下有最高的酶解效率,而增加或降低温度均影响酶活力[19]。从油脂提取率的整体变化趋势来看,酶解温度选取50 ℃为宜,此温度下有利于油脂的溶出。
由图1d可知,随着液料比的升高,黑加仑籽油提取率随之升高,液料比为5:1(g/g)时提取率达到最大值,为80.53%;继续提高液料比,提取率开始缓慢下降,这可能是由于在一定范围内,随着液料比的增加,溶液的含水量提高,反应过程中流动性变好,增加了酶与物料的接触面积,油脂能更好地释放;但液料比太高,会使底物分散程度也变大,酶的浓度降低,从而影响了酶解的反应速率[12]。因此,液料比选择5:1(g/g)较为合适。
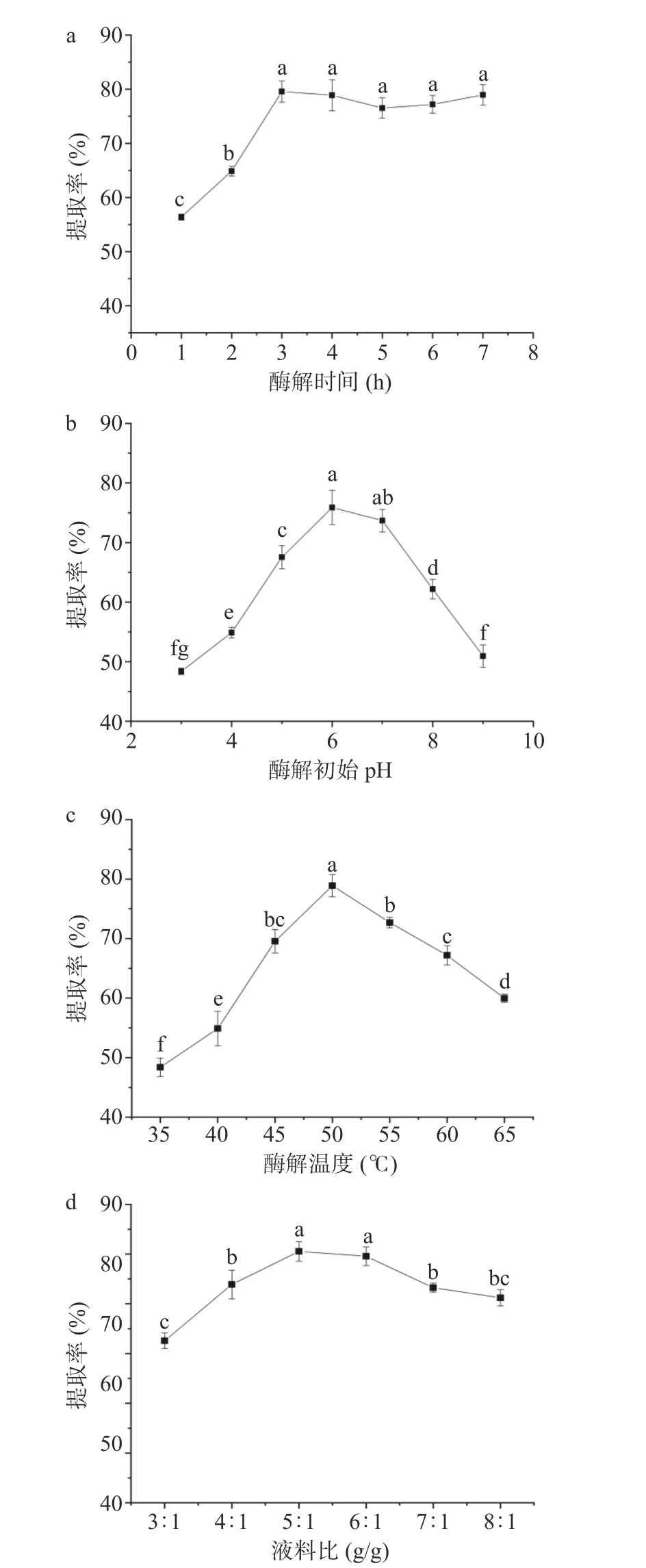
图1 酶解时间、酶解初始pH、酶解温度和液料比对黑加仑籽油提取率的影响Fig.1 Effects of hydrolysis time, hydrolysis initial pH,hydrolysis temperature and liquid-solid ratio on the extraction rate of blackcurrant seed oil
2.2 响应面试验优化
以单因素实验的结果为基础,通过响应面模型对酶解条件作进一步优化。根据Box-Behnken的设计原理,设计17组试验组合,其设计方案及结果见表2。利用Design Expert 8.0.5软件进行二次多元回归分析,对表2的数据进行方差分析并去掉不显著项得到模型的二次多项回归方程为:y=79.51+2.57A+2.59B−2.16AC−9.08A2−833B2−2.99C2。
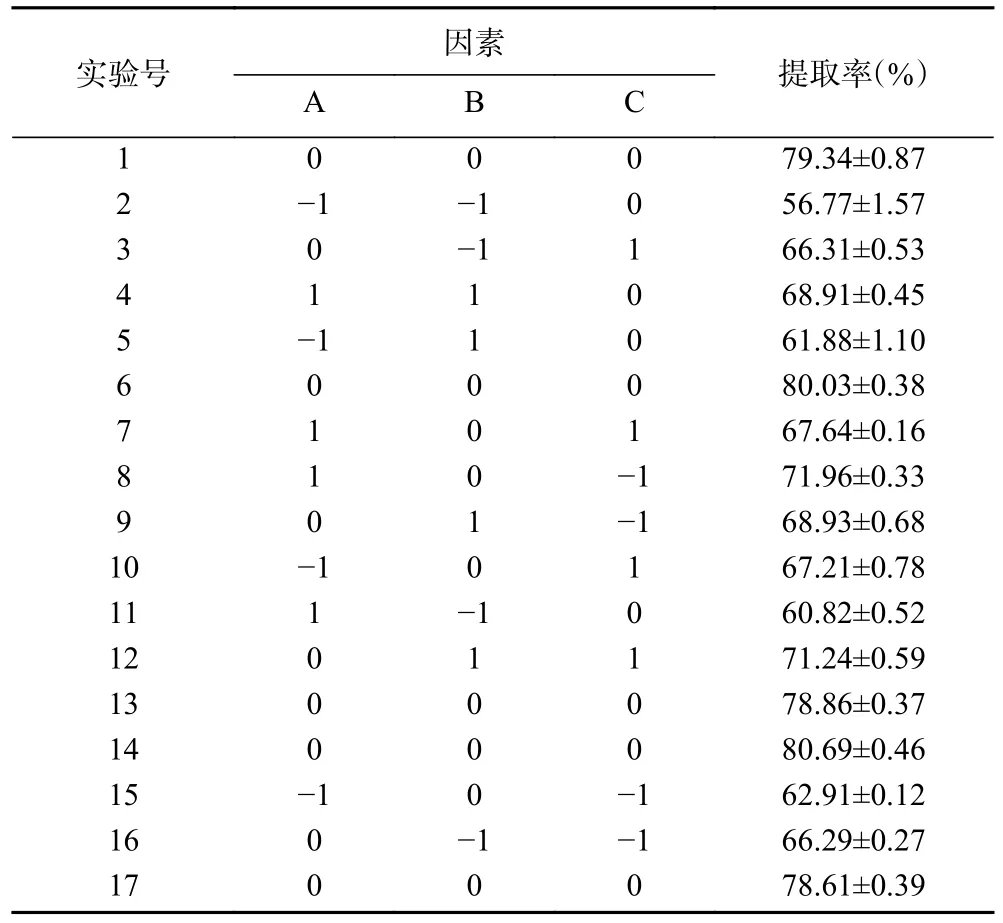
表2 响应面设计方案及结果Table 2 Design and result of response surface analysis
由表3可知,模型P<0.0001,而失拟项不显著(P=0.2221>0.05),因素一次项(A、B)、二次项(A2、B2、C2)和交互项AC是极显著的(P<0.01),而一次项C和交互项AB、BC是不显著的(P>0.05)。同时,软件分析的校正决定系数R2Adj的值为99.09%,表明模型拟合程度好,实验误差小,可用于对超声波辅助水酶法提取黑加仑籽油工艺进行分析和预测。
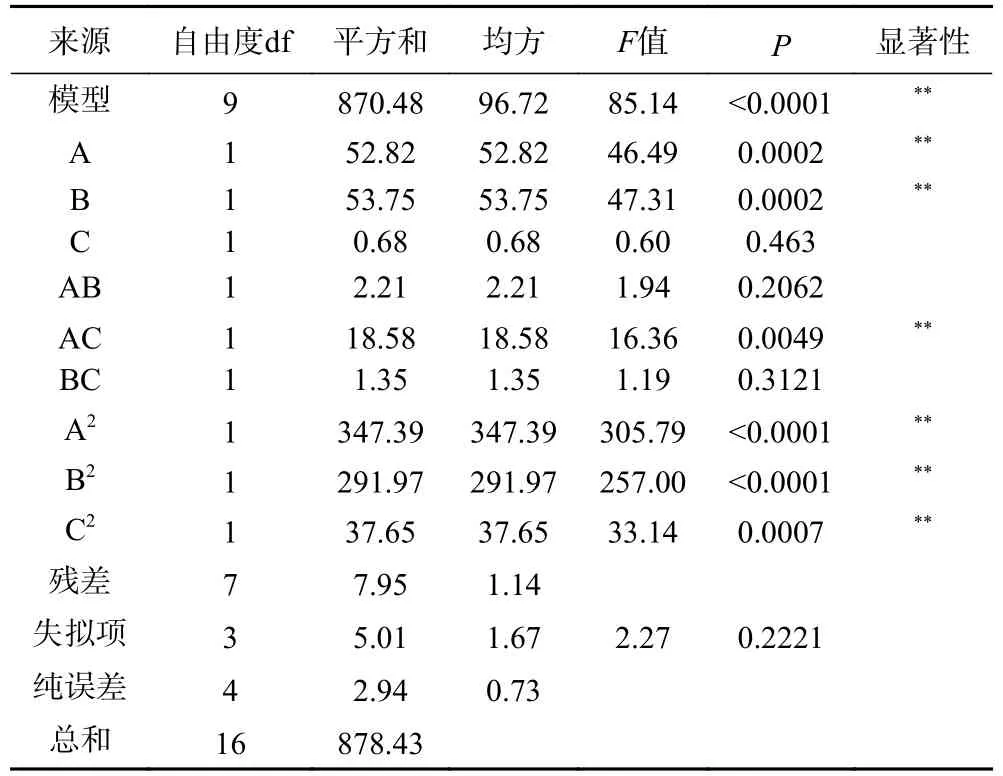
表3 回归模型方差分析Table 3 Variance analysis of the regression equation
2.2.1 响应曲面图分析 响应曲面图能更直观地显示各因素的交互作用,分析酶解温度、酶解初始pH、液料比的交互作用对黑加仑籽油提取率的影响如图2所示。由图2a可知,随着酶解温度和酶解初始pH的升高,黑加仑籽油提取率先增高后降低,变化趋势呈弧形。而曲面投影的等值线中未出现封闭的圆圈,这说明酶解初始pH和酶解温度对黑加仑籽油提取率的影响不显著。图2b显示在测定范围内,随着液料比的升高,黑加仑籽油提取率先缓慢升高,然后变化趋于平缓,这说明液料比和酶解温度的交互作用对提取率的影响不显著。图2c显示随着液料比和酶解初始pH的升高,提取率先增高后降低,曲面呈凸形,同时观察到等投影等值线形成封闭的圆圈,提取率在因素变化范围内存在极大值,这说明酶解初始pH和液料比的交互作用对黑加仑籽油提取率有显著性影响。综上,响应曲面图与方差分析的结果相一致。
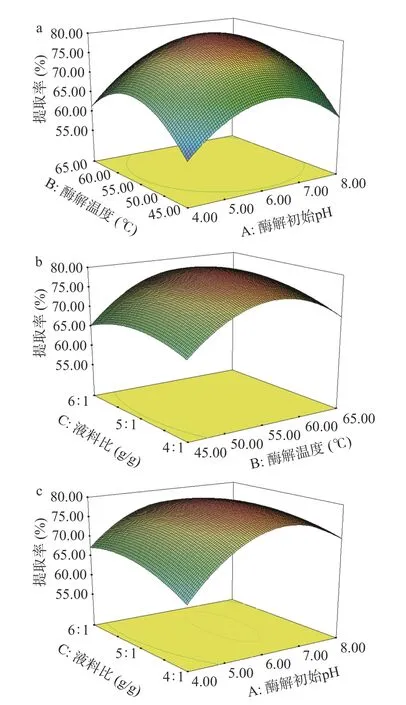
图2 酶解初始pH、酶解温度和液料比交互作用的响应曲面图Fig.2 Response surface diagram for the interaction effect between hydrolysis initial pH, hydrolysis temperature and liquid-solid ratio
2.2.2 超声波辅助水酶法提取黑加仑籽油工艺最优方案与验证试验 为了得到最佳工艺方案,对所得回归方程取一阶偏导数,解方程组后可得:A=6.29,B=54.62,C=5.01,即为酶解初始pH6.29,酶解温度54.62 ℃,液料比5.01:1(g/g),在此条件下黑加仑籽油提取率达79.91%。考虑到实际操作条件,确定最佳条件为:酶解初始pH6.5,酶解温度55 ℃,液料比5:1(g/g),酶解时间3 h。为检验预测模型的可靠性,在最优条件下进行三次验证性实验,实际测得的黑加仑籽油提取率为78.34%±1.89%(P<0.05),这与理论预测值基本一致,说明响应面模型可以较准确预测超声波辅助水酶法制备黑加仑籽油的提取率。
2.3 超声波辅助水酶法与水酶法油脂提取率的比较
由图3可知,利用水酶法提取黑加仑籽油,其油脂提取率为62.27%,而超声辅助水酶法的油脂提取率显著(P<0.05)高于水酶法,为78.34%,这说明超声波辅助能显著提升水酶法的油脂提取率。目前,有研究人员采用溶剂萃取法[23]、酶法[24]、超声波法[25]、超临界CO2法[26]提取黑加仑籽油,其油脂提取率分别为13.65%、11.43%、15.93%、90.78%。超声波辅助水酶法要优于溶剂萃取法、酶法和超声波法,虽然其提取率低于超临界CO2法,但该方法具有成本低、操作简单、条件温和等优点,便于工业推广。
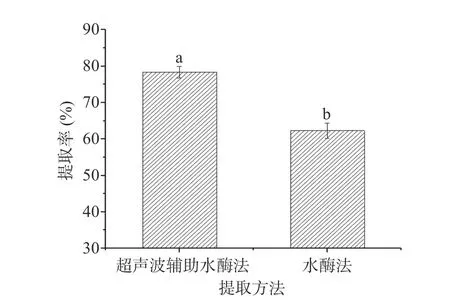
图3 超声波辅助水酶法和水酶法油脂提取率的比较Fig.3 Comparison of oil extraction rate by ultrasound-assisted aqueous enzymatic method and aqueous enzymatic method
2.4 超声波辅助水酶法提取黑加仑籽油的品质分析
2.4.1 黑加仑籽油的主要理化指标 黑加仑籽油的主要理化指标如表4所示。超声波辅助水酶法提取的黑加仑籽油色泽明亮,澄清透明,其滋味独特,具有清甜的香味,且无不良异味。依据《GB 2716-2018食品安全国家标准 植物油》,黑加仑籽油感官指标、过氧化值和酸价均符合国家食用植物油卫生标准要求。从整体来看,黑加仑籽油的酸值、过氧化值、碘值、皂化值、相对密度和不溶性杂质,所得结果与商品油较为接近,两者无显著性差异(P>0.05)。折光指数是油脂的重要物理参数之一,可以作为鉴定其纯度的重要特性参数。黑加仑籽油的折光指数为1.61,略高于商品油(1.48),原因可能是黑加仑籽油未经过精炼,油中存在少量杂质造成的。张雅娜等[27]分析了不同工艺制备芝麻油的品质差异,油脂中水分、杂质及挥发物质会导致其在加工储存过程中酸败。因此,超声波辅助水酶法提取的黑加仑籽油整体理化指标与商品油接近,但油中含有少量杂质,需要进一步精炼。
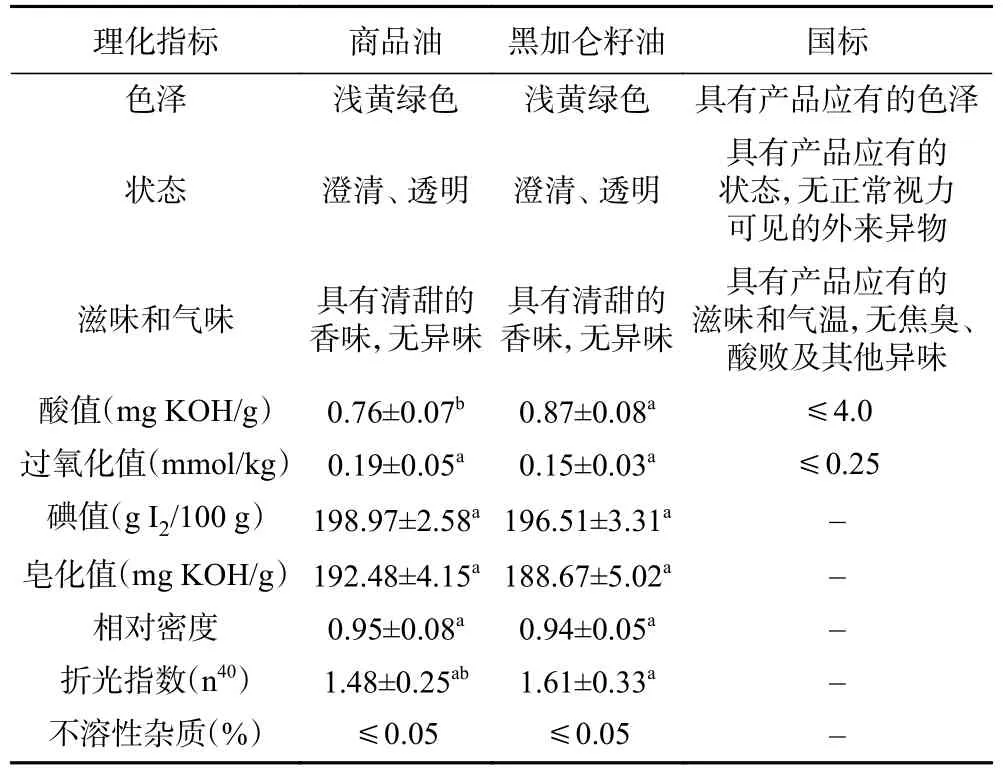
表4 黑加仑籽油的主要理化指标Table 4 Main physicochemical index of blackcurrant seed oil
2.4.2 黑加仑籽油中脂肪酸组成 由表5、表6可知,黑加仑籽油中的不饱和脂肪酸(UFA)主要有亚油酸、亚麻酸和油酸,饱和脂肪酸主要为棕榈酸、硬脂酸以及少量的豆蔻酸、花生酸,不饱和脂肪酸的比例高达95.51%,与商品油不饱和脂肪酸比例96.05%相比无显著差异(P>0.05),其中多不饱和脂肪酸(PUFA)比例为67.92%。据报道,ω-3脂肪酸是构成人体组织细胞的主要成分,同时具有促进脂肪代谢、调节免疫、降血脂、降血压等重要作用,有“植物脑黄金”之称[28−29]。黑加仑籽油富含ω-3系列亚麻酸,含量为33.38%,其摄入人体后在酶的作用下转变成二十碳五烯酸(EPA)和二十二碳六烯酸(DHA),能促进儿童的大脑和身体的健康发育,因此具有良好的生理保健功能。现代医学认为人体摄入过多的反式脂肪酸(TFA)和饱和脂肪(SFA),容易引起血液中胆固醇水平升高,进而引发心脏病、高血压等疾病[30],而黑加仑籽油中SFA和TFA含量较低,分别为6.69%和2.56%。从整体来看,超声波辅助水酶法提取的黑加仑籽油脂肪酸的组成和含量与商品油基本一致,其中亚油酸含量略低于商品油(39.89%),反式油酸含量略高于商品油(0.48%)。因此,黑加仑籽油是一种具有高营养价值的植物油脂。
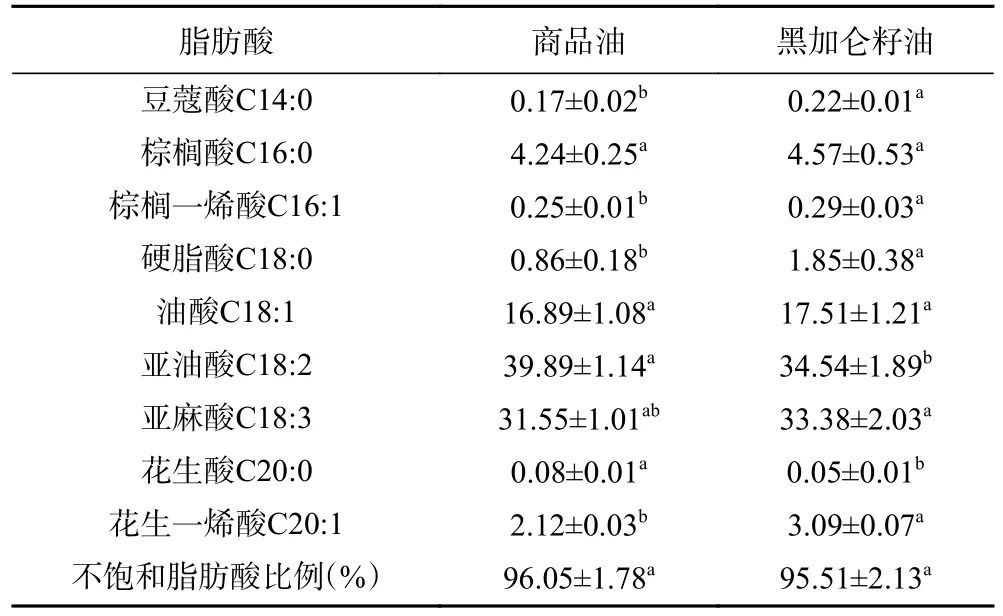
表5 黑加仑籽油脂肪酸组成及相对含量(%)Table 5 Fatty acid composition and relative content of blackcurrant seed oil (%)
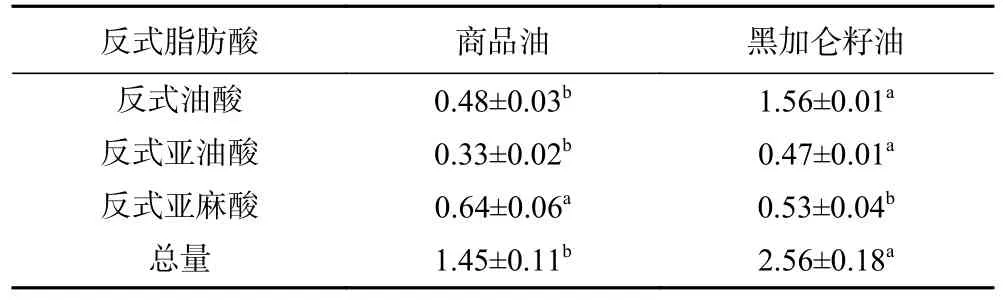
表6 黑加仑籽油反式脂肪酸含量(%)Table 6 Trans-fatty acid content in blackcurrant seed oil (%)
2.4.3 黑加仑籽油的活性成分 生育酚、多酚、角鲨烯等活性成分是衡量油脂功能特性的重要参考指标之一。由表7可知,黑加仑籽油中α-生育酚、γ-生育酚和角鲨烯的含量与商品油基本一致,无显著性差异(P>0.05)。β-胡萝卜素对人体有重要的生理功能,不仅是机体维生素A的重要来源,同时可以提高人体免疫力,预防、延缓和治疗某些疾病[21]。黑加仑籽油中β-胡萝卜素含量为1.79 mg/kg,低于商品油,这可能是由于提取方法不同而导致含量有所差别。多酚具有抗氧化、抗衰老、增强免疫力、抗肿瘤等生理功能,对人体的健康有显著的促进作用[27]。黑加仑籽油中多酚含量为300.49 mg/kg,显著(P<0.05)高于商品油。原因可能是多酚属于极性物质,与商品油所使用的冷榨工艺相比,超声波辅助水酶法以水为介质,通过机械和酶解作用破坏油料的细胞壁,更能促进多酚类物质充分溶出。综上,超声波辅助水酶法提取的黑加仑籽油是一种优质、具有广阔开发前景的功能性植物油脂。
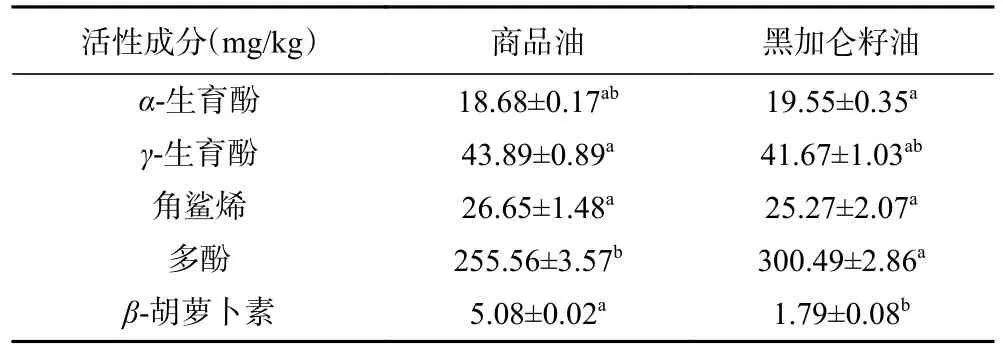
表7 黑加仑籽油中活性成分含量(mg/kg)Table 7 Active ingredient content in blackcurrant seed oil (mg/kg)
3 结论
本文通过单因素实验和响应面分析相结合的方法,优化超声波辅助水酶法提取黑加仑籽油的制备工艺,确定最佳条件为:超声功率300 W,超声温度50 ℃,超声时间25 min,复合酶添加量为2%(蛋白酶:纤维素酶:果胶酶=2:2:1),酶解初始pH6.5,酶解温度55 ℃,液料比5:1(g/g),酶解时间3 h,在此条件下黑加仑籽油提取率为78.34%,比水酶法的油脂提取率高出16.07%。该工艺制备的黑加仑籽油色泽明亮,澄清透明,酸值和过氧化值较低,符合国家食用植物油卫生标准;富含不饱和脂肪酸,其中PUFA比例为67.92%,且富含多酚、α-生育酚、γ-生育酚等多种活性成分,是一种具有高营养价值的功能性植物油脂。本文所采用超声波辅助水酶法提取黑加仑籽油,其工艺具有条件温和、成本低、操作简单可控等优点,为黑加仑籽油大规模工业化的生产加工提供理论参考。
