CAE分析在带有金属嵌件扶手骨架注射模中的应用
2023-03-10毛梅玲马恒祥唐洪荣
毛梅玲, 马恒祥, 唐洪荣
(青岛海瑞德模塑有限公司, 山东 青岛 266000)
0 引 言
随着汽车工业逐渐朝轻量化的方向发展,金属嵌件注射成型技术的应用越来越广,将塑料和金属的优点相结合,既提高了承载结构的机械强度和耐磨性,又满足了塑件的力学性能。
汽车座椅扶手是车辆不可或缺的部件,其内部的扶手骨架必须满足强度和力学要求,可采用金属嵌件注射成型。实际生产中一般采用尼龙+玻纤的高分子材料+金属嵌件成型,尼龙材料弹性好,抗冲击强度高,耐磨性强,广泛应用于结构部件,添加纤维材料增强剂后,可增加材料的耐磨性和强度。但在金属嵌件注射成型中,塑料高分子和金属嵌件的线性收缩量不同,使成型塑件在冷却过程中产生翘曲变形,导致后期装配出现改模、修模等问题,造成制造成本浪费。现利用Moldflow软件对带金属嵌件的塑件进行仿真模拟分析,预测在注射过程中可能出现的问题,并在模具制造前期对其结构进行优化,减少后期的改模,节省制造成本。
1 Moldflow前处理
扶手骨架如图1所示,总长580 mm,宽200 mm,壁厚2.5 mm,材料为PA6+30%GF,图2所示为金属嵌件,长540 mm,宽37 mm,壁厚1.5 mm,共有5件。由于成型塑件对变形要求较高,塑件设计了较多的筋位,通过增加塑件的刚性来减小变形。塑件数模经过Moldflow CADdoctor处理过滤,去除小的圆角、倒角等特征,将修理好的模型导入Moldflow syner⁃gy,划分双层面网格并进行网格修复,再应用网格质量统计工具,统计网格质量如图3所示,网格匹配百分比和相互百分比都达到90%,网格匹配率达到分析标准,然后将金属嵌件模型一起划分,使边界网格精确匹配,增加分析的精确度。注射成型时必须保证金属嵌件不能移动,由于金属嵌件壁厚较薄,假设金属嵌件不收缩,仅随成型塑件在宽度方向有位置移动,且金属嵌件与塑件长度基本相同,其嵌入成型塑件后会使塑件在长度方向收缩受限,但塑件宽度方向收缩不受限制,如果X轴和Y轴方向采用相同的收缩率,可能造成成型塑件尺寸不合格,需要对塑件在X轴和Y轴方向分别设计收缩率,要去除金属嵌件对塑件支撑的影响。由于X轴方向的塑件受到金属嵌件的约束,无法收缩,X轴不设计收缩率,仅对Y轴设计收缩率,收缩率为0.4%。在模流分析时,需要对金属嵌件进行固定,采用金属嵌件的节点约束来模拟金属嵌件对塑件变形的影响,如图4所示。
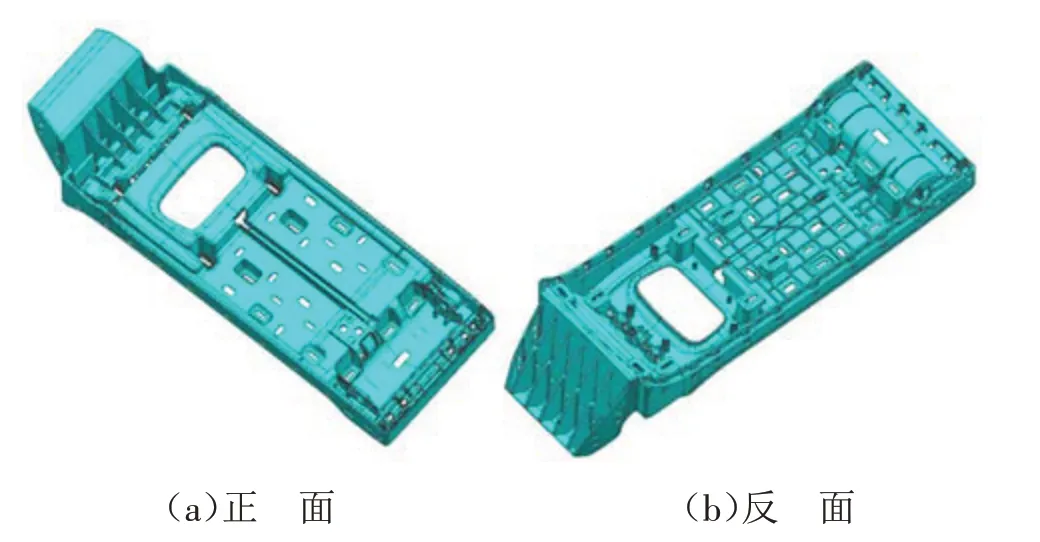
图1 扶手骨架

图2 金属嵌件
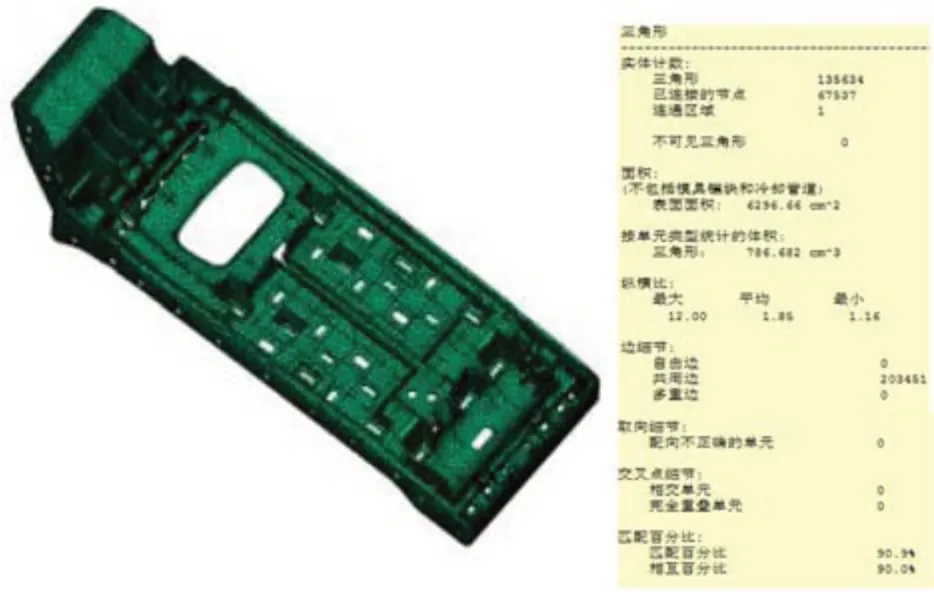
图3 网格质量

图4 嵌件约束
2 浇口位置确立
塑件相当于中心对称,左右边缘两侧均存在一条长的金属嵌件,现考虑尽量使金属嵌件受力均衡,在两侧金属嵌件附近均设计浇口,防止初始进料导致金属嵌件两侧受力不均发生移动。塑件大面无外观要求,可以设置浇口,考虑塑件材料较硬,应省去浇口凝料修剪,可以采用针阀式浇口。如果充填末端距离浇口较远,浇口区域和充填末端区域易产生区域收缩不均,造成塑件变形。在待成型塑件的末端也设计浇口以增加保压达到减小收缩差异的目的,改善翘曲变形。考虑塑件材料中含有纤维,塑件容易受玻纤取向不均而变形,采用针阀式浇口顺时充填来改善玻纤的纤维取向,减小成型塑件变形。塑件采用4点针阀式顺序注射成型,有2种浇口位置可选择。图5(a)所示为浇口位置一,浇口开放顺序为G1→G2→G3、G4,Moldflow模拟分析的注射压力如图5(b)所示,流动过程分析如图5(c)所示,在不考虑模具结构的情况下,压力较小,充填方案较好。但在浇口G2处需设计镶拼结构,图6所示为模具定模镶拼位置,浇口G2处附近小的碰穿孔较多,考虑靠近浇口位置压力较大,小孔边缘容易出现飞边,最终放弃此浇口位置。图7(a)所示为浇口位置二,由于浇口G1和G2相距较远,顺序开放后注射压力较大,理论分析注射压力如图7(b)所示,注射压力偏大,不适合注射成型。开设的浇口位置均已避开模具零件的镶拼位置,浇口开放顺序为G1→G2→G3、G4,流动过程分析如图7(c)所示。考虑同时开放浇口G1和G2,可以降低第一段的注射压力,流动过程如图8(a)所示,通过软件模拟后注射压力如图8(b)所示,可以正常注射成型。最终选择浇口位置二的方案并同时开放浇口G1和G2注射熔体。
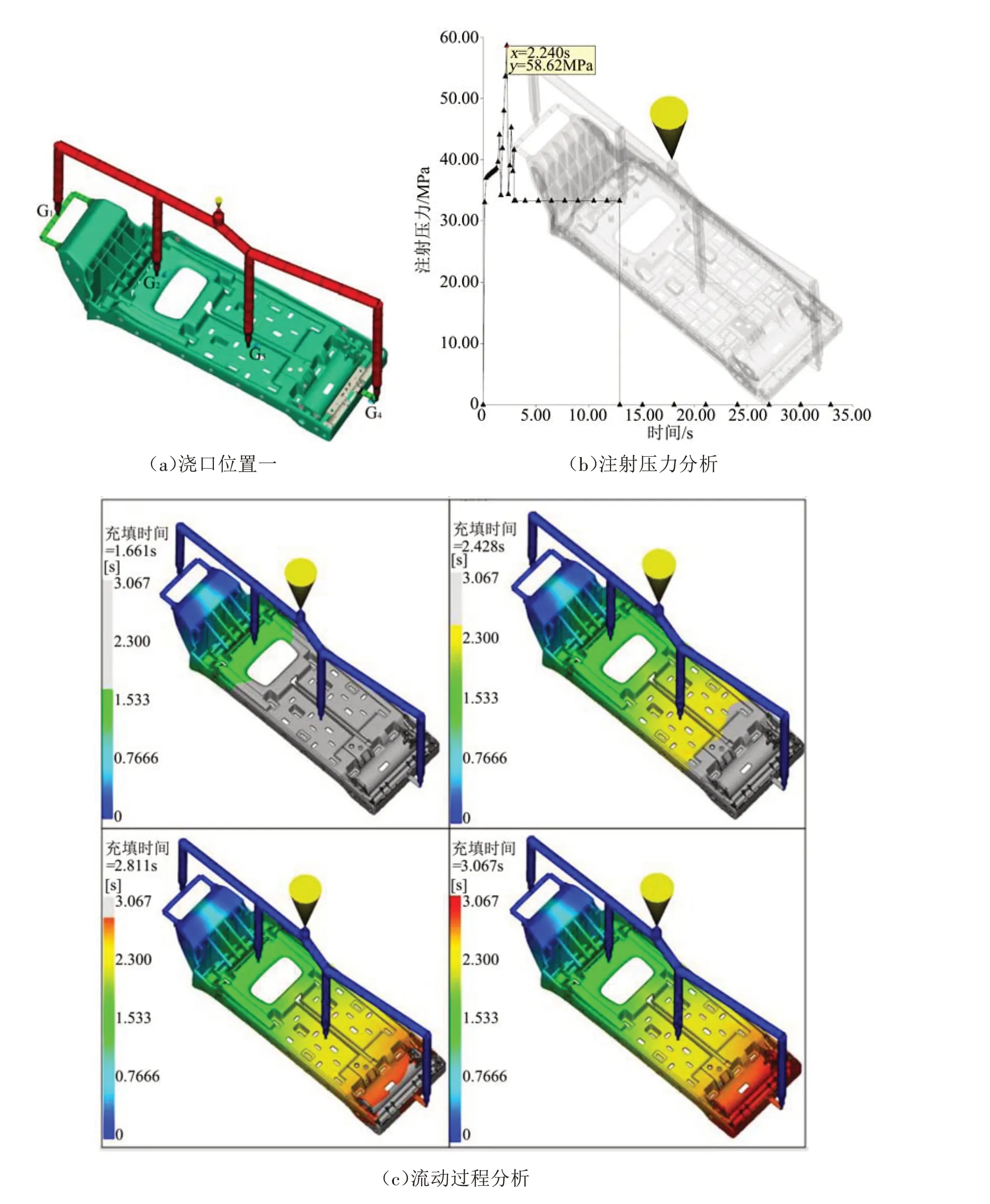
图5 浇口位置一及分析
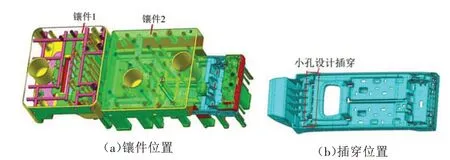
图6 定模镶件位置
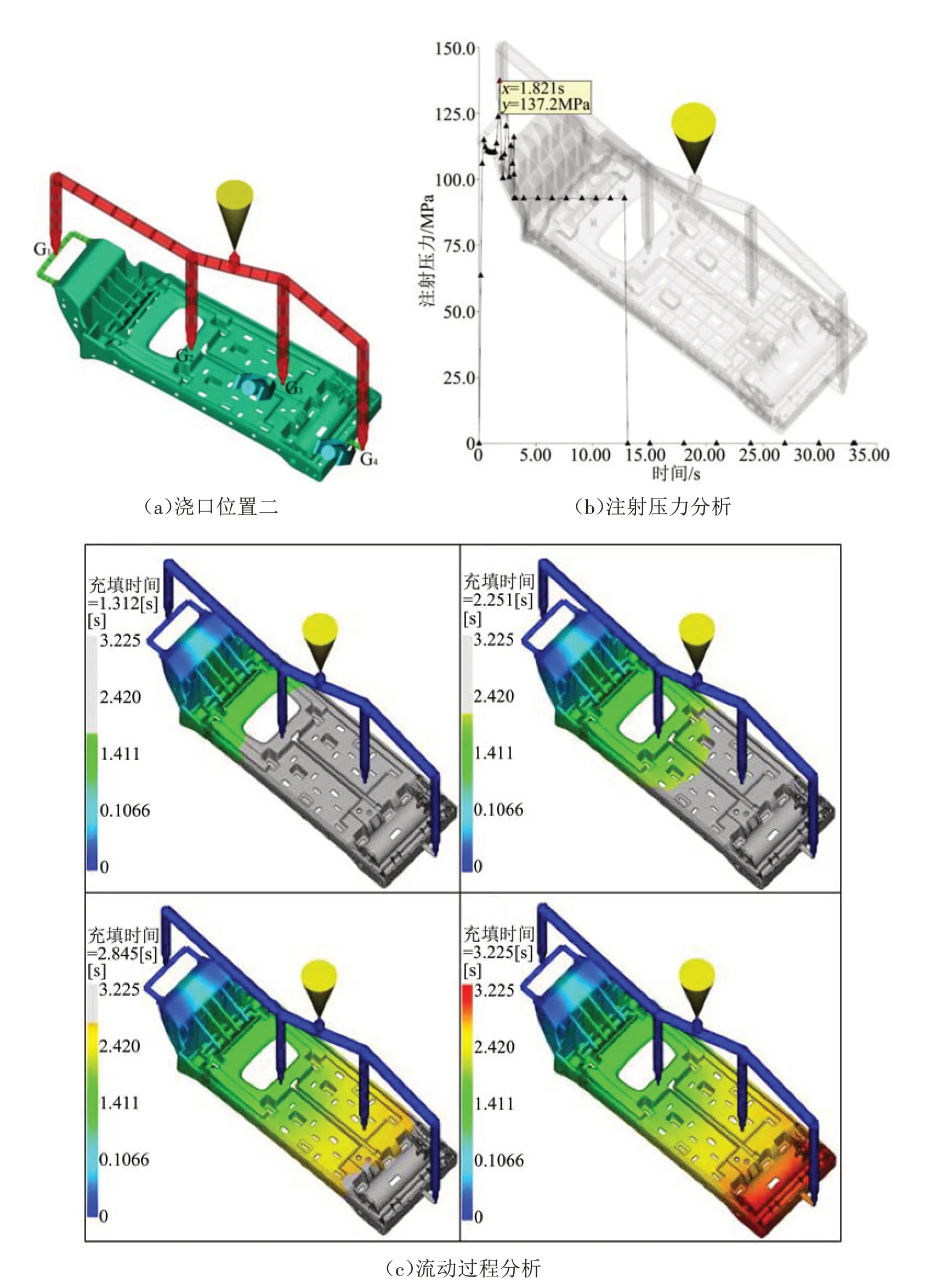
图7 浇口位置二及分析
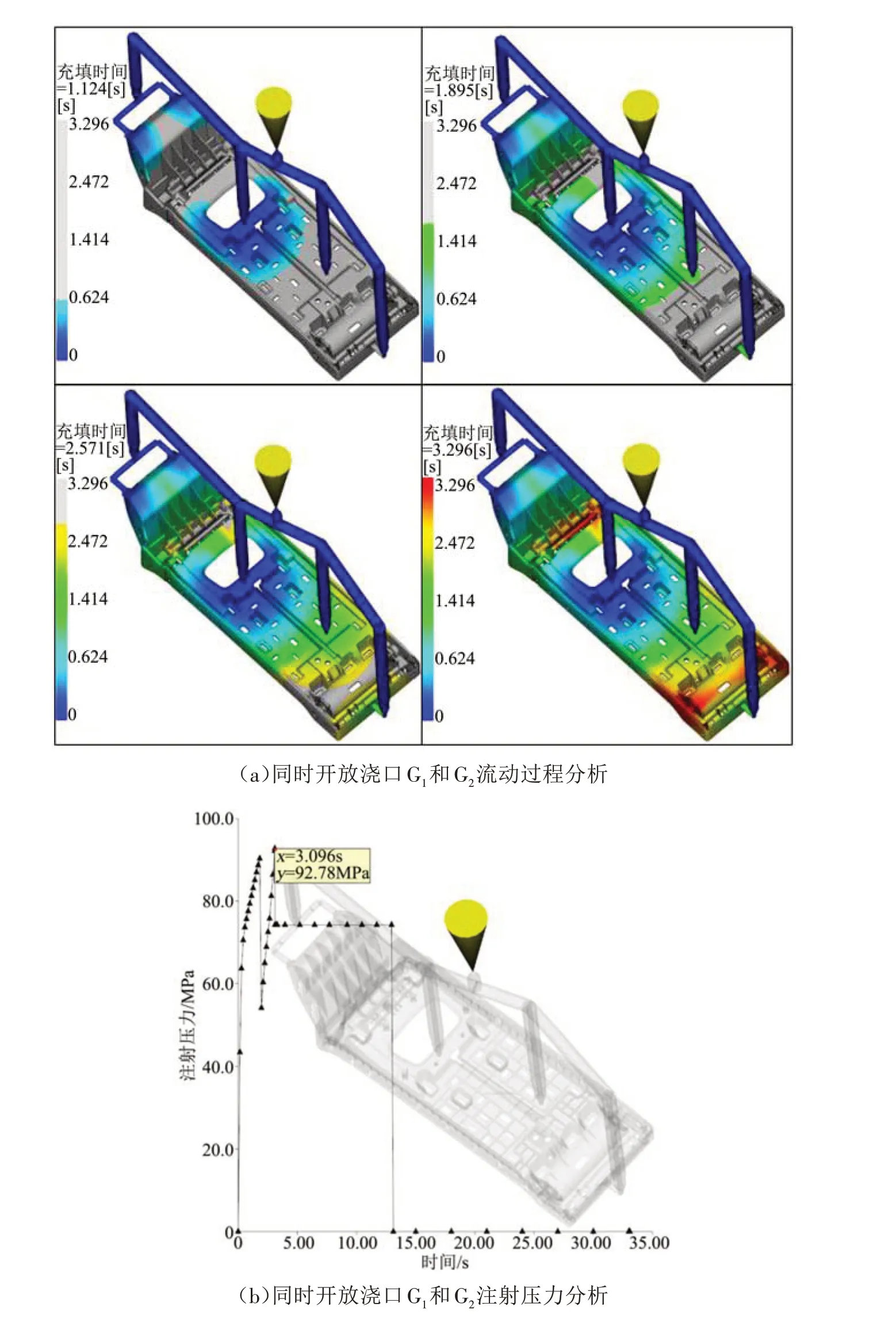
图8 同时开放浇口G1和G2的分析
3 材料选择和塑件变形
客户提供了2种材料,一种材料牌号为B6,另一种材料牌号为B10。分别对这2种材料采用相同的成型工艺经过Moldflow软件模拟分析,得到的注射压力结果如图9所示。材料B6的注射压力约为92 MPa,材料B10的注射压力约为41 MPa,材料B10的注射压力低于材料B6。注射压力越小,金属嵌件受冲击力越小,移动风险越小,越容易满足金属嵌件的成型要求。注射压力越小,模具型腔的受力越小,成型后的塑件变形量也相对较小,且材料性能满足产品需求,所以最终选择材料B10成型塑件。
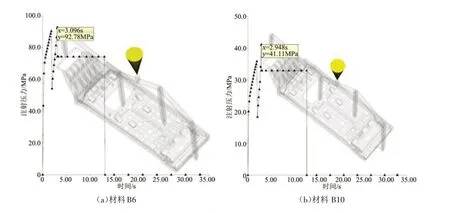
图9 注射压力对比
扶手骨架为非外观件,但受功能影响,对塑件的变形要求较严格,主要为塑件小孔的形状和位置尺寸。塑件材料中含有玻纤,塑件变形一般受玻纤的取向影响,现按最大注射压力的80%作为保压压力,保压时间设定10 s,针阀在30 s后自动关闭。经过翘曲分析得到的结果如图10所示,所有效应下的总变形量为1.34 mm,塑件在X方向变形量为1.0 mm,在Y方向的变形量为1.3 mm,在Z方向的变形量为1.8 mm。成型塑件变形量较小,满足客户要求,实际塑件成型后,主要检测塑件小孔的形状和位置公差,生产首件后局部小孔公差存在超差问题,根据超差值调整小孔镶件,经过再次试模验证良好,最终成型塑件的尺寸合格。
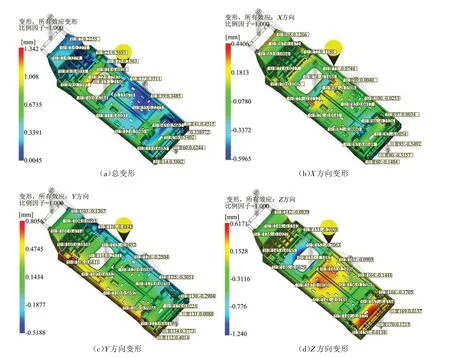
图10 翘曲变形分析
4 模具设计
塑件成型材料中含有玻纤,且要求实际装配时对塑件的形变量较小,为了预防后期改模工作量过大导致制造费用过高,模具采用镶拼设计,后期可更换镶件以调整成型塑件的变形。对于有定位要求的孔均设计小镶件,由图1可见塑件两侧均存在较多孔位,这些孔结构在脱模方向属于倒扣,模具两侧设计整体大滑块,如图11所示。需要注意的是模具合模前要将金属嵌件放在模具中,且必须保证金属嵌件在型腔中定位稳定,若金属嵌件浮动或脱落,将导致最终成型的塑件无法正常使用,甚至造成模具损坏。为防止金属嵌件在型腔中移动,模具在定模和动模分别设计较多插穿定位,并且在两侧大滑块内部分别增加小镶件,如图12所示。最终设计的模具结构如图13所示,经试模验证,模具零件运动顺畅,金属嵌件无移动。模具工作过程:合模后,注塑机将熔融的塑料B10注入型腔,经注射、保压、补缩和冷却后成型;模具开模,动、定模沿分型面打开,成型塑件被滑块压住留在动模,然后滑块在液压缸提供的压力下后退,且退出量大于塑件上的倒扣量约5 mm,最后推出机构开始作用将成型塑件推出模具,机械手将塑件取出,实际成型的塑件如图14所示。
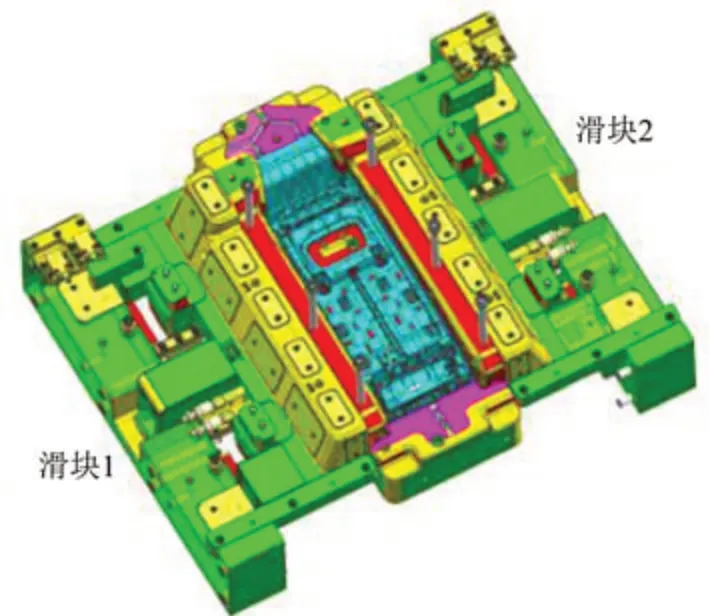
图11 两侧滑块结构
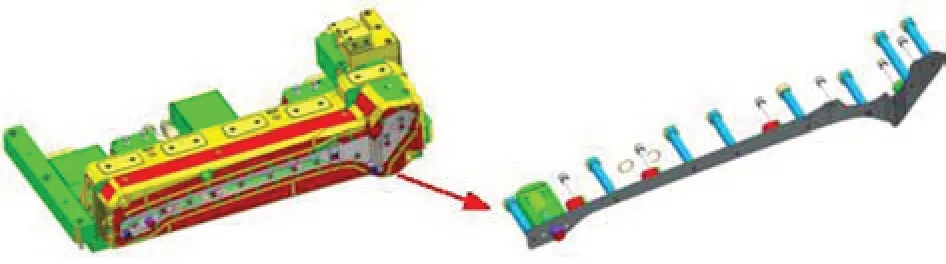
图12 插穿定位
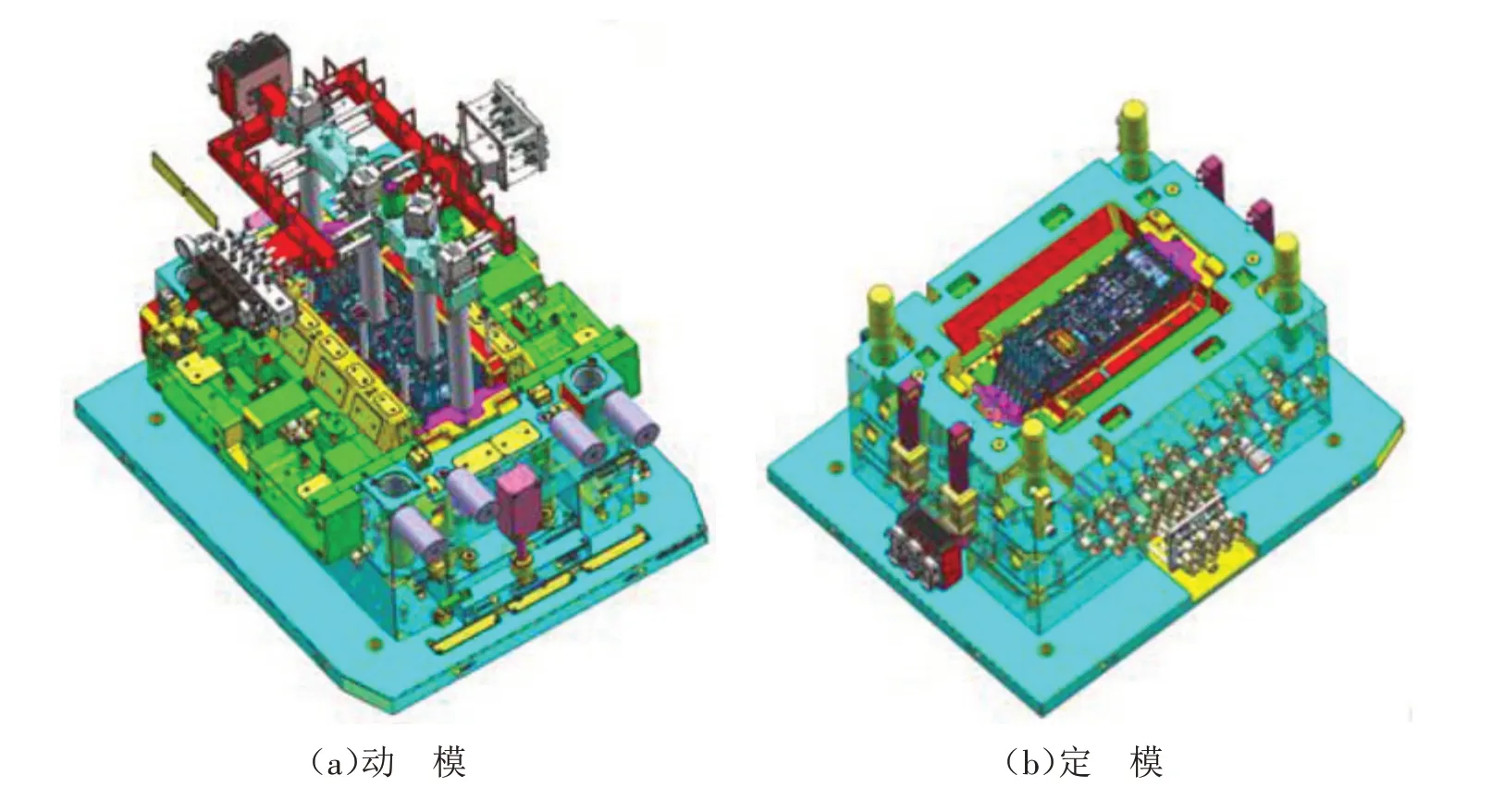
图13 模具结构
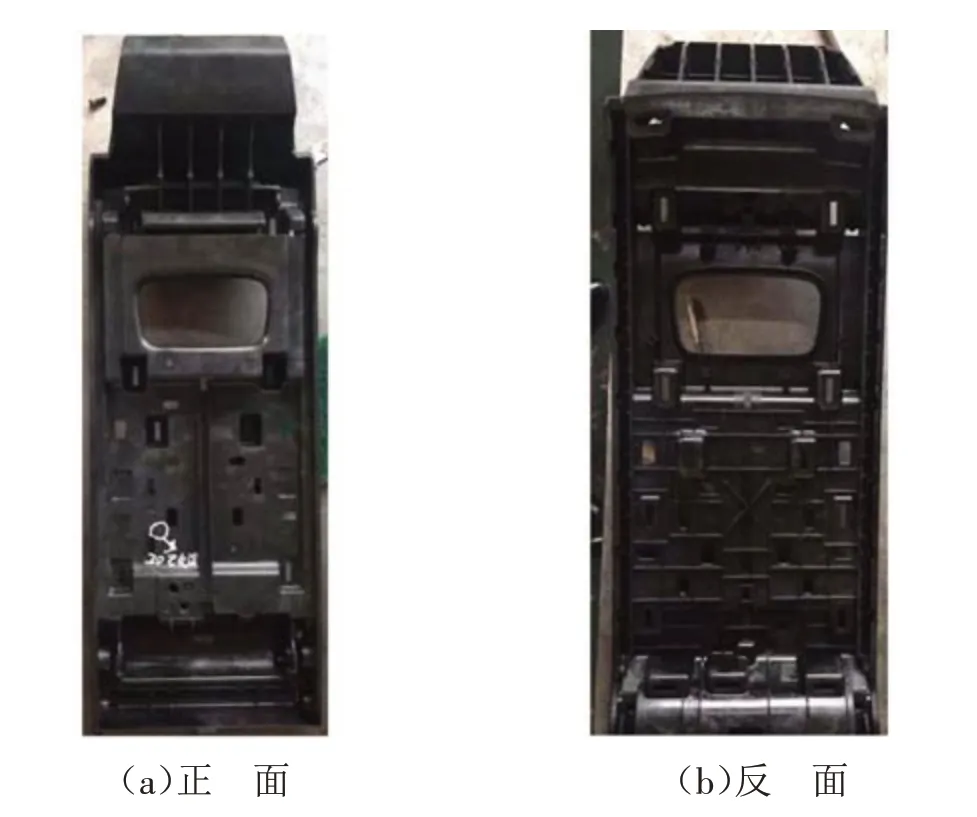
图14 实际成型的塑件
5 结束语
带金属嵌件的扶手骨架成型有2个关键点:一是确保金属嵌件在型腔中不移动;二是要保证塑件成型后的变形量在合理的公差内。模具设计时采用动、定模配合较多定位结构,保证金属嵌件不移动,且通过CAE模流分析,确定了成型的最佳材料。模具经试模验证,成型的塑件达到使用要求,对类似带有金属嵌件的塑件成型具有一定的参考作用。
