气密性平行封焊技术研究进展
2023-03-06姜廷宇孙乎浩薛恒旭袁正昊
姜廷宇,王 成,陈 澄,孙乎浩,薛恒旭,袁正昊
(中国船舶集团有限公司第七二三研究所,江苏 扬州 225001)
随着航空、航天、交通运输等领域的迅速发展,我国对现代军民电子装备的可靠性提出了越来越高的要求。气密性封焊是提高混合集成电路、微电子器件可靠性的有效手段之一,目前针对器件的常用气密性封焊技术有焊料焊接、激光封焊及平行封焊等。其中焊料焊接一般采用Au80Sn20焊料片,焊接温度较高且容易产生焊接多余物,不适用于含有低温焊料且存在不耐高温电路元件的产品[1]。激光封焊热影响区小,焊接路径选择灵活,适用于不同形状盒体,但其对盒体及盖板加工精度要求较高,且生产效率低[2]。平行封焊适用于可伐等高热阻材料,焊接过程局部加热,焊接质量良好,生产效率高,在自动化生产方面得到广泛应用。
虽然目前平行封焊技术已比较成熟,但焊接过程影响因素众多(如工艺参数、材料、结构、尺寸等),任意控制参数改变均会影响焊接质量,因平行封焊缺陷所导致的产品可靠性问题也屡见不鲜,因此有必要对平行封焊技术作较为系统的论述。
1 平行封焊工作原理及分类
1.1 平行封焊原理
平行封焊本质是一种电阻焊,图1所示为其封焊原理图。将待封焊的盖板对齐放置在金属围框上并用夹具固定,一对锥形滚轮电极对盖板边缘施加一定压力,由逆变电源产生的脉冲电流自一侧滚轮电极分为两股电流分别流经盖板及盒体,最后经另一个电极回到逆变电源构成回路。由等效电路计算可知,整个电路的高阻区在电极与盖板接触位置[3],热量由该位置经盖板传递至盖板与围框接触面,使接触处镀层熔化,待凝固后形成独立焊点。随着电极的滚动,逐渐形成鱼鳞状搭接焊点,图2所示为焊点示意图,一连串焊点相互交叠形成气密性焊缝,可以有效隔绝潮气及腐蚀性气体,因此该工艺过程也被称为“平行缝焊”。

图1 平行封焊原理图

图2 焊点示意图
1.2 平行封焊分类
平行封焊技术因其生产效率高、焊接质量好得到广泛应用,但由于受到封焊设备的限制,工作台无法实现任意角度转动,其一般适用于形状规则的盒体封焊。根据焊接轨迹分类,平行封焊一般可分为方形焊、圆形焊及阵列焊。方形焊通常适用于矩形管座,点焊后焊接盖板的2条对边,之后工作台转动90°,在垂直方向焊接另外2条对边。对于圆形或椭圆形管座,只需将工作台旋转185°即可完成封焊,因圆形封焊具有较好的稳定性,因此也可以用来封焊电极宽度大于对角线与短边差的一半的小型矩形盒体[4],其焊接示意图如图3所示。
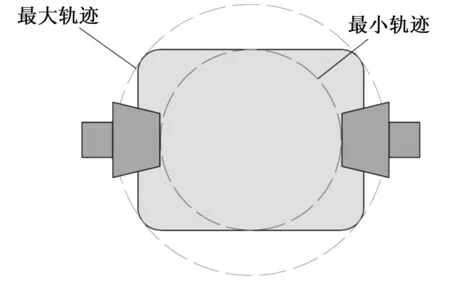
图3 矩形器件圆形焊接方式
与矩形器件圆形焊接方式工作原理相似,也有研究人员采用圆形焊接(见图4)的八边形异形结构盒体,并对电极结构及工艺参数进行优化,取得了较好的封焊效果。

图4 异形结构圆形焊接方式
阵列焊与方形焊原理相同,将多个待封焊的器件阵列排布,一次性封焊所有盖板长边,将工作台旋转90°,再封焊所有短边, 通过阵列焊可以大大提高平行封焊的效率,提升产品的一致性,同时也对设备的精度及焊接操作提出了更高的要求。
2 平行封焊工艺流程
图5所示为平行封焊焊接流程图,封焊前需对器件进行清洗,去除表面油渍、污垢及其他杂质,为去除腔体内水汽及氧气含量,对盒体进行加热并抽真空。封焊过程中充以氮气,依据不同的焊接方式,参照图5所示的工艺流程使器件在保护气氛下焊接[5]。

图5 平行封焊焊接流程图
封焊完成后,从交换箱中取出产品,目检封盖质量,对外观检测合格的产品进行气密性测试。气密性测试应先进行细检再进行粗检,其中细检通常指氦质谱检漏,将器件放入氦气罐中并抽真空,然后用氦气对器件加压并保持一定时间,将元器件取出并放入检漏盒中,通过检测器件腔内逸出氦气的量来判断气密性。粗检过程是将被检产品浸没在轻氟油中,并用氮气对其加压,卸压并取出被检件后,将其浸入已加热的重氟油中,若有连续小气泡或个别大气泡产生,则可判定为漏气。
此外,为避免腔体内多余物对封装器件使用过程中产生影响,还需对封焊完的产品进行颗粒碰撞噪声检测(PIND)。
3 焊接质量控制参数
虽然平行封焊技术已较为成熟,但若控制不当,仍会造成诸如偏盖、打火、盖板腐蚀、漏气、产生焊接多余物、焊缝断线、绝缘子炸裂、芯片失效等影响封焊质量的后果,为了解决上述问题,研究人员对平行封焊质量控制参数进行了大量研究。
3.1 焊接材料及结构
目前广泛使用的封装盒体底座围框材料为4J29可伐合金或氧化铝陶瓷,为了与底座材料有较好的热膨胀系数匹配,封焊盖板一般选用4J42铁镍合金。4J29与4J42合金熔点均在1 450 ℃上下,采用化学镀镍合金(熔点880 ℃)或镀纯金(熔点1 063 ℃)可以有效降低焊接温度,但为了获得良好的密封效果,盖板与盒体接触面温度通常在1 000 ℃以上,镀层在封焊中熔化、凝固过程可能暴露出可伐基体材料,导致产品耐腐蚀能力下降。为此,有研究表明,在盖板表面镀镍金,其中金镀层可以确保有效的焊接,镍镀层作为保护层可以防止可伐基体暴露于空气,提高了平行封焊产品的耐盐雾腐蚀能力[6-7],图6所示为镀镍金盖板示意图。
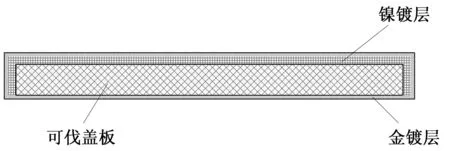
图6 平行封焊盖板镀层示意图
平行封焊对盖板及盒体的加工精度有较高的要求,其装配公差应在±0.03 mm之内。为解决封焊过程中偏盖现象,将盖板设计成图1所示的阶梯型可有效解决上述问题。盖板及盒体角部倒圆角处理,保证盖板有良好的平整度且表面无污染,可以大大减小打火概率,同时也利于封焊过程的散热。部分产品在封焊时出现镀层熔化溢盖、产生焊接多余物等现象,在结构设计中可以考虑增大盒体围框厚度。
3.2 工艺参数
焊接工艺参数是焊接成品率的重要影响因素,平行封焊过程总能量可以由下式确定:

(1)
式中,P为焊接功率;PW为脉冲宽度;L为焊接长度;PRT为脉冲周期;S为封焊速度[8]。
焊接能量公式中,脉宽与周期一般不轻易变动,因此一旦焊接长度确定,通常可以改变电极压力、焊接功率及封焊速度等参数来调整焊接效果。
1)电极压力。
电极压力可以使盖板与盒体有良好的接触,有助于热量的传递,若电极压力过小,可能会因接触不良而产生打火现象,但压力增大会降低接触电阻,导致盖板与盒体接触点所分得的功率减少,消耗在底座及盖板的能量增加,因此合理的做法是在增加电极压力的同时适当增大焊接电流。
2)焊接功率。
在其余工艺参数确定的情况下,焊接功率受焊接电流直接影响。焊接功率过小,镀层不完全熔化,焊接面润湿不佳,容易产生焊缝断线等导致漏气的现象。功率太大可能会出现焊料溢盖而产生焊接多余物、侧壁玻璃绝缘子炸裂等现象,特别是针对陶瓷器件,因其导热性较差,不易散热,且属于脆性材料,当焊接功率较大时,盒体升温较快,容易出现瓷体裂纹或盖板烧蚀等现象,同样会导致气密性检测不合格[9]。
3)封焊速度。
焊接速度也是影响平行封焊成品率的重要控制参数之一,焊接速度过快,焊点重叠率低,可能产生漏气现象;焊接速度过慢,能量长时间聚集,盒体升温较高,且焊接轨迹不平整,特别是针对目前多芯片组件、混合集成电路等小型化、轻量化的需求,封焊产品体积大幅减小,盒体温升更为明显。通常焊点重合量控制在焊点直径的1/3~1/4可以得到最佳封焊效果,因此可以首先确定焊接功率,根据焊点大小调节选择合适焊接速度。
通过上述研究可知,封焊过程的升温有助于焊接,虽然平行封焊属于局部加热,但对于体积较小或盒体内部有不耐高温的产品,需要严格控制盒体温升。为了获得最佳焊接温度,可以选择使用如AD590温度传感芯片测量盒体某处温升[10],或者在盒体内部粘贴不同熔点的焊料片,通过调节封焊工艺参数,观察焊料片是否熔化来粗略测量焊接温度。
以某产品为例加工测试样品,测试围框选用4J29可伐合金,尺寸为15 mm×12 mm,测试盖板选用4J42铁镍合金,厚度为0.1 mm。通过试焊试验发现,当焊接功率为2.1 kW、焊接速度为4 mm/s、电极压力为10 N时,封焊效果最好,且无器件失效,开盖后未发现焊接多余物,气密性满足GJB 548B—2005方法1014要求。按照此最优工艺参数,单人操作每小时可以封焊约60个产品,相较于激光封焊有很高的生产效率。
4 结语
在合理的结构设计及正确的工艺参数选择下,平行封焊已成为现阶段微电子器件气密性封装高效、稳定的工艺技术。其中,各工艺参数间相互影响,在保证焊接质量的同时不会产生其他方面的问题,因此不能盲目地套用能量公式,这就需要设计师及操作人员对平行封焊有深刻的认识,在封焊正式产品前应进行试封试验,优选出合理的参数组合。
随着当前国际形势日益紧张,我国对军民电子产品的外观、性能、可靠性等方面提出了更高的要求,因此,平行封焊技术仍有很大的发展空间,既是机遇又是挑战,以下是笔者的几点思考。
1)受限于当前主流平行封焊工作台只能实现90°旋转,难以实现不规则形状盒体的封焊,这给结构设计带来了一定的局限性。日本某公司研制的平行封焊工作台可以通过伺服马达实现任意角度旋转,能够进行异形盒体的封焊作业,但该设备成本过高,因此没有得到大规模应用。在今后的发展中,可以考虑研制可实现不规则盒体封焊的设备,在不大幅增加生产成本的前提下,实现多种类产品的封焊。
2)为获得最佳平行封焊工艺参数组合,往往需要进行试焊工作,耗费大量人力、物力。随着科学技术的发展,有限元等数值分析方法在科学研究及工程应用等领域有了广泛的应用,因此可以通过有限元仿真模拟平行封焊过程,探究工艺参数与焊接质量及盒体升温之间的联系,为试焊提供一定的理论指导,降低试验成本。
3)平行封焊过程中需要使用夹具对盒体进行固定,夹具固定方式及结构需根据具体产品确定,而平行封焊产品多为小批量多种类生产,为每一种产品独立配备工装夹具无疑耗费大量成本,因此为不同产品设计如带有滑块或螺旋顶针等兼容性夹具是今后平行封焊技术的一大发展方向。
