以跨度和柱距为基本控制的危险化工厂数字测图方案研究*
2023-03-01张婷婷孙允聪
张婷婷,孙允聪
(昆明工业职业技术学院,云南 昆明 650302)
2016-12-13,国家质检总局、国家标准委发布2016年第23 号中国国家标准公告,批准发布GB/T 33000—2016《企业安全生产标准化基本规范》标准,并于2017-04-01 起正式实施[1]。此安全标准化的“作业安全”要素要求:加强生产现场安全管理和生产过程的控制。对生产过程及物料、设备设施、器材、通道、作业环境等存在的隐患应进行分析和控制。对特殊作业及危险性较高的作业活动实施作业许可管理,严格履行审批手续。对作业行为隐患、设备设施使用隐患、工艺技术隐患等进行分析,采取控制措施。根据作业场所的实际情况,按照GB 2894—2008《安全标志及其使用导则》及企业内部规定,在有较大危险因素的作业场所和设备设施上,设置明显的安全警示标志,进行危险提示、警示,告知危险的种类、后果及应急措施等。
耐火材料作为传统行业的材料,对整个高温行业的发展起着不可替代的作用,并且是冶金行业的基础材料之一。云南濮耐昆钢高温材料有限公司始建于1958 年,2009 年重组,是生产耐火材料、冶金辅料的化工厂,工厂内部经多次改扩建,工厂内很多厂区是自建项目,多数厂区及设备安装工程多为自行投资、自行建设,无相关厂房图纸和设备安装图,造成场内安全管理人员对设备管理具有一定的难度,厂房有单层和多层,多层高度多达2~5 层,内部化工机械设备、危险源众多,厂房内部机器设备运行繁忙、交错、嘈杂,整个厂区和厂房内部均有众多危险源。对日常安全管理和安全监测造成极大不便,为满足厂区安全标准化建设,调查设备布置情况和设备对建筑物的安全消防距离,对主要设备危险源进行统计和分析,更新并重新制定安全岗位职责及安全标准化操作流程,需要测绘厂区1∶500地形图和厂房设备布置图以及主要危险源分布图。
针对化工厂区基本情况,拟定基本测图方案如下:采用GNSS、全站仪、手持测距仪等仪器作为测量工具,根据《卫星定位城市测量技术规范》规定[2-4],对整个厂区建立一级城市GNSS 控制,厂房外部采用GNSS-RTK 和全站仪进行碎部测图;对整个厂房内部生产、机械设备采用厂房已有的柱列轴线,即跨度和柱距作为基本控制,用手持测距仪对设备中心线进行横向和纵向定位。从而实现对测量危险化工厂数字测图及厂房设备布置图的测绘,测图精度达到1∶500 数字测图要求。
1 测区概况
昆钢耐火厂位于24.9°N,102.5°E 附近,全厂以昆安路为界划分东西2 个厂区,东区为耐火原料生产厂区,西区为耐火产品生产厂区,测区面积约为14.8 万m2。根据耐火厂的生产工艺流程原材料检验—原料粗破—原料细破加工—配料—成型-烧成—产品检验—产品包装—成品库,耐火厂区分为厂前区、生产区、仓库区,仓库区分为原料库、设备库、成品库。经初步统计耐火厂已建待测厂房约为15 个。厂区一角如图1 所示。
图1 耐火厂区一角图
2 大型工业厂房测定和测设基本原理
2.1 测定与测设关系
在实际生产过程中,测定与测设密不可分,测定和测设是2 个相反过程。测设是从图纸上到实地的过程,也就是把图纸上的设计实测到实地的过程,即放样;测定是从实地到图纸的测量过程,即把地表面上的地物、地貌测绘到图纸上的过程,即绘制地形图。
2.2 大型工业厂房控制网测设
如图2 所示,H、I、J、K四点是厂房的房角点,从设计图中已知H、J两点的坐标。S、P、Q、R为布置在基础开挖边线以外的厂房矩形控制网的4个角点,称为厂房控制桩。厂房矩形控制网的边线到厂房轴线的距离可以从设计图纸得到,厂房控制桩S、P、Q、R的坐标,可按厂房角点的设计坐标算得。可用直角坐标法测设出厂房控制网S、P、Q、R[5]。

图2 厂房矩形控制网的测设
2.3 厂房柱列轴线测设
测定厂房矩形控制网后,根据厂房施工图上所注的柱间距和跨距大小,用钢尺沿矩形控制网各边量出各柱列轴线控制桩的位置,如图3 中的1′—1″、2′—2″、…,并打入大木桩,桩顶用小钉标出点位,作为柱基测设和施工安装的依据。丈量时应以相邻的2个距离指标桩为起点分别进行,以便检核。
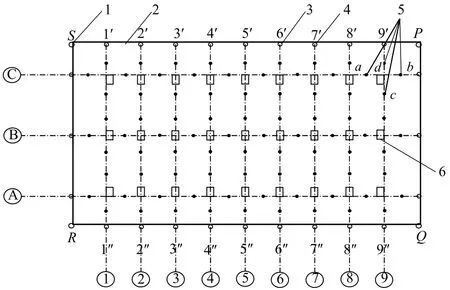
图3 厂房柱列轴线和柱基测量
2.4 大型工业厂房测定与跨度和柱距
单层工业厂房定位可以通过定位轴线定位,柱网是厂房承重柱的定位轴线在平面上排列所形成的网格。柱网尺寸的确定实际上就是确定厂房的跨度和柱距。跨度是柱子纵向定位轴线间的距离;柱距是相邻柱子横向定位轴线间的距离。跨度与柱距示意图如图4 所示。

图4 跨度与柱距示意图
厂房的跨度在18 m 或18 m 以下时,应采用扩大模数30M 数列。在18 m 以上时,应采用扩大模数60M数列。单层厂房的柱距应采用扩大模数60M 数列;厂房山墙处抗风柱柱距宜采用扩大模数15M 数列。
厂房横向定位轴线主要用来标定纵向构件的标志端部,如屋面板、吊车梁、连系梁、基础梁、墙板、纵向支撑等。纵向定位轴线主要用来标定厂房横向构件的标志端部,如屋架的标志尺寸以及大型屋面板的边缘。厂房纵向定位轴线应视其位置不同而具体确定。
耐火厂区厂房经过多次改扩建,年代久远资料保管不全,设计图纸和竣工图纸已缺失,测设放样资料均已丢失。根据测定与测设关系,对于耐火厂房的定位,主要采用柱距和跨度确定单个厂房的大小,由于跨度和柱距都是固定模数或扩大模数,确定了端柱、边柱和中柱的数量即可实现厂房的定位。对于厂房内部的机器设备的定位,主要通过横向定位轴线和纵向定位轴线实现。
3 耐火厂区及厂房和厂房内设备测量方案分析
3.1 耐火厂区测量方案
根据耐火厂区分为东西2 个厂区,厂区控制以GNSS 一级网作为基本控制,为方便测量选取厂区9个GNSS 控制点控制整个厂区,并在独立坐标系进行二维平差处理,满足等级精度要求,最终输出控制测量成果,厂区碎部测量主要以GPS-RTK 进行碎部测图,局部卫星信号缺失角落,用全站仪辅助碎部数据采集[6-7]。
碎部测量采用草图法,外业采集数据包括以下4类[8-10]:①工矿企业建筑物和公共设施,主要有办公楼、停车场、设备库、仓库、保卫室、门墩等,主要标清楚厂房名称、实测厂房房角点位置。②交通及附属设施,主要包括厂区内主次道路、车行道、人行道、绿化带与隔离带等。③管线及附属设施,主要测量厂区外部的煤气管线、高压线、架空线、路灯、检修井、消防栓等,煤气管线为主要测量危险源对象,架空煤气管线、地面煤气管线均实测位置、标高、直径,注记高炉煤气、混合煤气等名称,实测管线截止阀、煤气排水器等;高压管线注明电压伏数、栈桥走向、转角,进入变电室、配电室位置,主要用电设备等,架空管线实测净高,并判断安全距离。④植被测绘,主要绿化、林地、草地实测位置。
3.2 厂房及厂房内设备测量方案
结合本次测量目的,耐火厂区设备布置和危险源是本次测量重点,由于设备都是已安装设备,所以设备定位主要根据厂房内部的工字钢柱和砖柱进行定位,通过厂房内部的柱列轴线可以作为设备的基本控制,再用厂房横向定位轴线和纵向定位轴线实现机器设备的定位。
由于厂房内的工作环境设备白天运转,且有高空运行设备,厂房内部噪声极大,机器运转空间有限,很难在内部架设测量仪器;有些厂房还有粉尘和煤气,不宜长时间逗留;有些厂房伴随高温和传送带空中传送原材料,厂房内部工作都是特种工作岗位,危险性极高。在这些条件限制下,不能安置全站仪设站进行碎部测量,无人机测量更不可能。因此在这种工作环境下,要充分利用厂房能内部的柱列轴线进行设备定位,利用厂房柱进行机器设备的基本控制。以柱中心到设备中心轴线引测横向定位轴线和纵向定位轴线进行定位,采用如图5 所示的手持测距仪和小钢尺进行灵活测距,手持测距仪可以到达测量人员不易接近的设备。

图5 手持测距仪
设备主要测量外形尺寸、设备基础位置。由于厂房设备众多,截取部分厂房设备图,如图6、图7 所示。
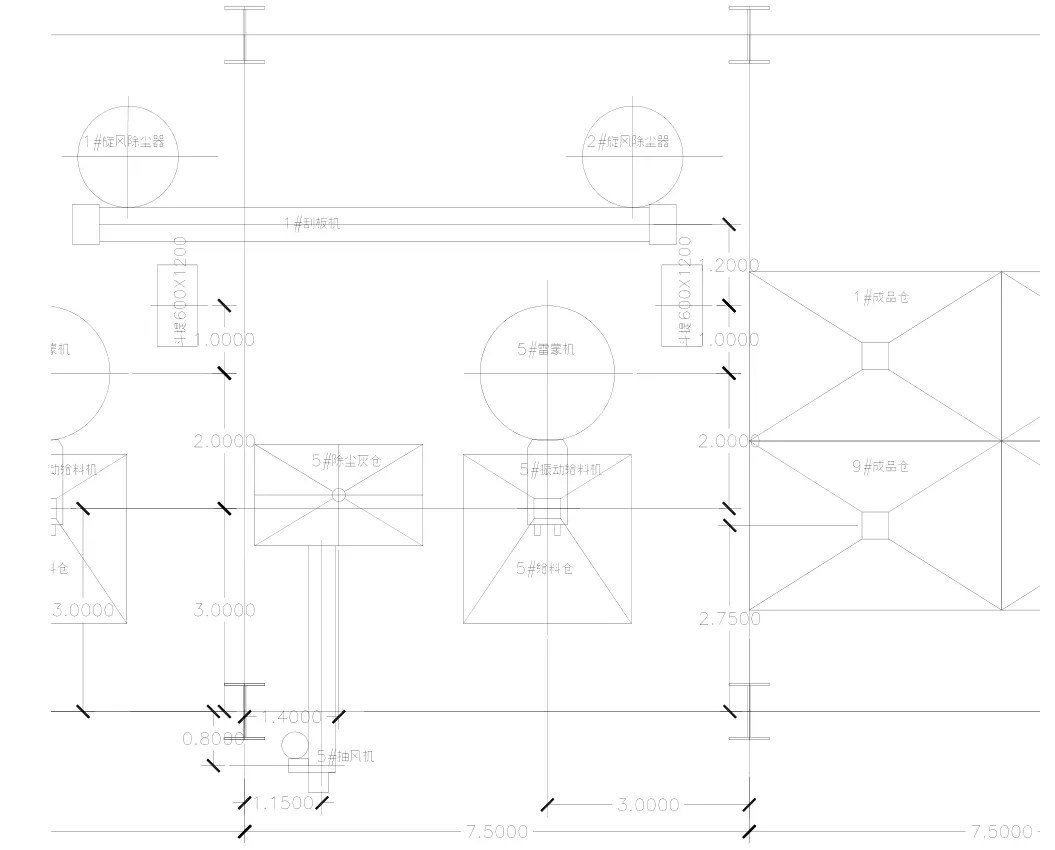
图6 部分原料生产厂房设备图(单位:m)
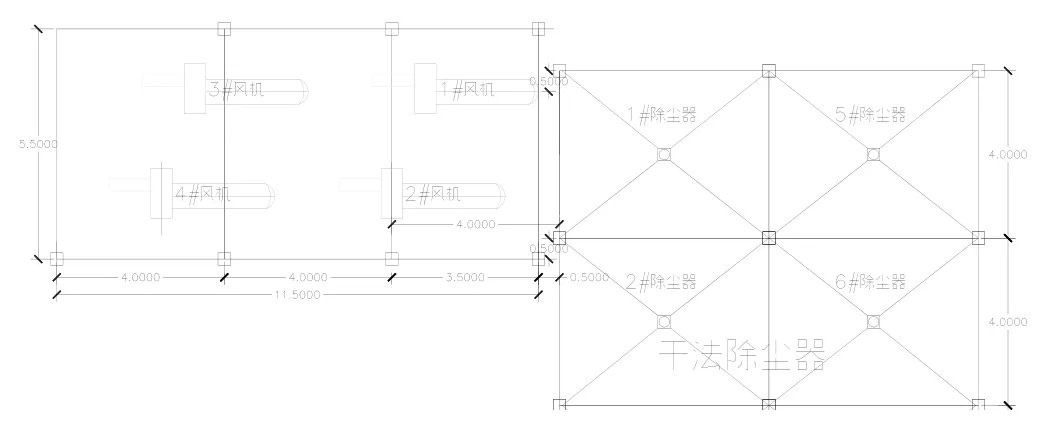
图7 部分干法除尘器厂房设备图(单位:m)
整个测量过程遵循从整体到局部的测量程序,以耐火厂工艺流程为整体到设备布置为局部的测量方案,遵以工艺流程为先,厘清车间布置和设备用途,分别绘制不同车间厂房的设备布置图。
3.3 成图方法
地形图的成图用cass 软件草图法成图[11],经“展点”“绘平面图”等步骤完成厂区平面图的绘制;厂房平面图和设备布置图的绘制用AutoCAD 软件,根据柱距和跨度确定厂房的尺寸,横向定位轴线和纵向定位轴线确定机器设备的位置,在AutoCAD 软件中绘制,每个厂房单独绘制一幅分图形成大样图;最后将每一幅厂房平面图和设备布置图经过平移和旋转等处理方式,嵌入整个厂区平面图形成最终的总图。
3.4 质量控制方法
测图过程中对各个工序的过程成果和最终成果质量进行有效控制,对成果采用“二级检查,一级验收”制度。由于测图厂房数量较多,采用“第一幅图”的试生产实验工作。
测图时组织作业组做好“第一幅图”试生产,通过生产及时发现作业过程中出现的技术问题,提出解决方案与措施。质检人员也要对“第一幅图”进行质量检验,通过对试生产实验图幅的过程检查和最终检验,及时发现检查中出现的质量问题,提出合理的改进建议。测图过程进行工序质量的质量控制,对中间过程的成果进行质量检查,满足质量要求。
对厂房的“第一幅图”进行试生产实验,进行质量控制分析。以全站仪引测导线布设控制点到厂房内部进行碎部测量进行设备定位,用手持测距仪对设备中心线进行横向和纵向定位确定设备中心点的位置相对于全站仪碎部测量设备中心点的坐标,用公式(1)计算中误差:
式(1)中:m为检查点中误差,m;Δi为全站仪导线碎部点实测值与手持测距仪横向和纵向定位设备中心点观测值的误差,m;n为参与评定精度的检查点数(取30 个)。
对“第一幅图”进行精度检测,检查点个数为30 个,并使其均匀分布。检查点统计计算结果如表1 所示。平面位置中误差为0.052 m,最大误差为0.093 m。小于2 倍中误差的检查点有3 个,小于1 倍中误差的检查点有27 个。

表1 检查点误差统计表
当测图为一般用途时,采集地物点平面位置精度满足表2 要求即可。通过分析检查点误差满足实际应用要求。
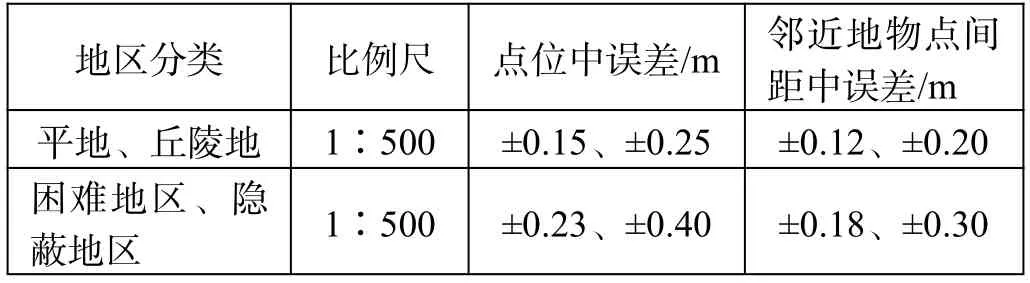
表2 地物点平面位置精度
4 结束语
复杂已建工业厂房测量,厂房本身的测量可以充分利用厂房柱列轴线进行厂房定位,测出边柱、端柱和中柱的位置和数量;对于工艺设备布置图的定位,再将柱列轴线、跨度和柱距作为基本控制,将柱的位置作为“控制点”,通过多排多列特定的柱向测量目标引测横向定位轴线和纵向定位轴线,实现对测量目标(机器设备)的定位,整个测量过程避免了在狭窄、危险、机器设备运行的环境中进行全站仪设站,保证了测量过程的安全,简化了测量程序。
对耐火厂测图是实现企业安全生产的重要途径和方法,根据作业场所图纸,按照规范规定,在有较大危险因素的作业场所和设备设施上,设置明显的安全警示标志,进行危险提示、警示,告知危险的种类、后果及应急措施等。深入开展安全生产标准化建设,切实增强推动企业安全生产标准化建设的自觉性和主动性,进一步规范企业安全生产行为,改善安全生产条件,强化安全基础管理,有效防范和坚决遏制重特大事故发生。
