2 MeV-X 波段小焦点加速管的研制及应用
2023-02-28王爱涛孟超康达陈富宝
王爱涛,孟超,康达,陈富宝
山东新华医疗器械股份有限公司 (山东淄博 255086)
随着放射治疗技术的不断发展,先进、准确、高效、实用的放射治疗技术愈来愈得到各肿瘤研究机构及专家们的重视。术中放射治疗技术和小型化加速器历经多年的摸索和实践,已经体现出了不可替代的优越性[1]。
加速器的小型化代表了行业的一个发展方向。美国Accuray 公司的Cyberknife(射波刀)机器人加速器,美国Intraop Medical 公司的Mobetron 移动式术中放射治疗加速器,意大利 Hitesys 公司的NOVAC 系列术中放射治疗加速器,以及近年来日本三菱推出的O-ring--C 波段加速器等设备的共同特点就是“小”。以上加速器的核心部件加速管采用了不同于常规S 波段的X 或C 波段加速管。目前,常规医用加速器基本都是在S 波段工作。理论上,谐振频率越高,则加速单元的尺寸越小。20 世纪末,X 波段功率源的研制成功使得X 波段加速管开始进入人们的视野。如果采用9 300 MHz 的X 波段微波作为功率源,那么加速单元的尺寸只有S 波段的1/4左右,小巧的外形将会给X 波段加速管带来广阔的应用前景[2-3]。例如,Cyberknife、Mobetron 等设备未来可以用作血液放射治疗加速器、消毒灭菌类加速器以及工业用便携式探伤、检测加速器等。
基于以上需求,我们研制了一款2 MeV-X 波段小焦点加速管。本研究主要介绍X 波段加速管的设计情况、腔体精密机械加工、微波冷测与调谐技术、整管电真空工艺、高功率测试等内容,现报道如下。
1 设计情况
1.1 整体设计方案
根据加速电子方式的不同,加速管分为行波加速结构和驻波加速结构两种。目前,国际上应用较多的驻波加速结构包括边耦合结构和轴耦合结构[4]。其中,边耦合驻波加速结构是目前最常用的一种驻波加速结构,其耦合腔位于加速腔外壁的外侧,通过耦合孔与加速腔相连。该结构的优点为耦合腔与加速腔的中心轴线分开,加速腔可以充分优化,加速效率高,且耦合腔与加速腔的外壁均易于接近,便于对耦合腔与加速腔进行挤压调谐;缺点是非轴对称结构,加工、装配、焊接工艺复杂,径向尺寸大,不利于安置聚焦线圈。轴耦合驻波加速结构的耦合腔位于2个加速腔之间,耦合腔中心轴线与加速腔中心轴线重合一致,通过耦合孔与加速腔相连。该结构的优点是轴对称结构,装配、焊接方便,且径向尺寸小,有利于安置聚焦线圈;缺点是耦合腔占用了加速腔的轴向空间,加速腔不能充分优化,耦合腔不易接近,不便于对耦合腔进行挤压调谐,且在电真空钎焊时极易引起形变。
X 波段的中心频率为9 300 MHz,腔体尺寸小,对频率的变化更为敏感,较常规的S 波段(2 998 MHz)对加工工艺的要求更高[5]。因此,从加工工艺以及指标的可及性考虑,我们最终选择采用边耦合驻波加速结构。基于能量可调技术对加速管束流可控的要求,电子枪选用三极栅控电子枪。同时,我们结合现有X 波段加速器功率源、环流器等关键微波元器件的发展现状,制订了2 MeV-X 波段小焦点加速管的整体设计方案,见表1。
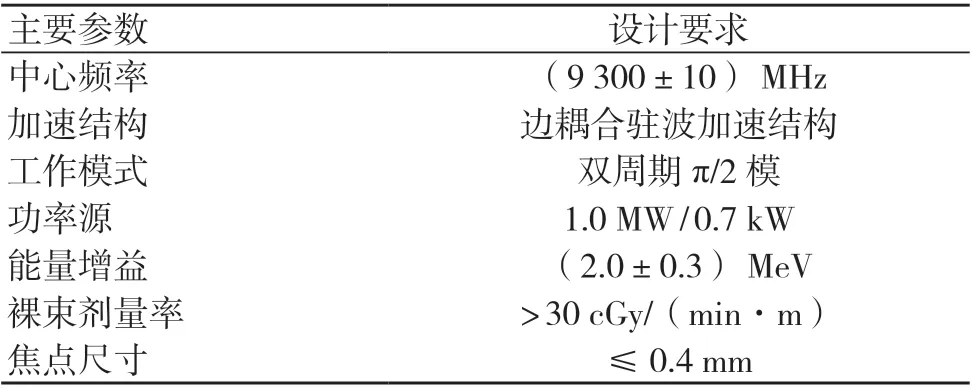
表1 2 MeV-X 波段小焦点加速管的整体设计方案
1.2 加速管物理设计与腔型优化
运用二维Parmela 和三维CST 软件对加速管进行物理设计,同时结合目前国内X 波段功率源的使用现状,我们选用了中国电科集团第12研究所的VE2093磁控管作为功率源,峰值功率为1.0 MW。加速管要求输出剂量率>30 cGy/(min·m),根据美国辐射防护委员会(National Committee on Radiation Protection,NCRP) 的NCRP-51号 报 告 附 录E[6]可知,打靶的平均束流强度应>78 μA。经过优化,设计加速管相速为0.7‥0.7‥0.7‥0.8‥0.8‥0.95……0.999,腔链品质因数为7 900左右。
用电磁仿真软件计算得到每个腔的有效分路阻抗,则驻波加速管的加速腔链可等效为图1模型。
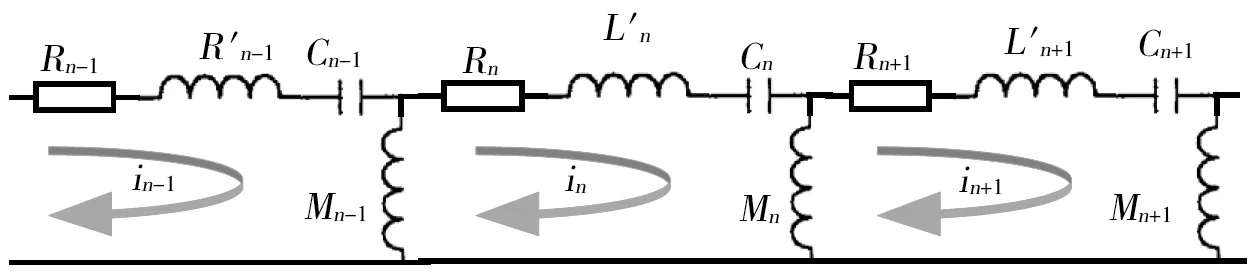
图1 驻波加速管的加速腔链等效模型
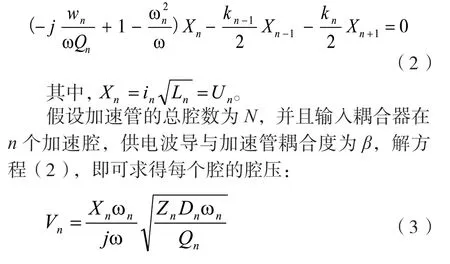
根据基尔霍夫定律[7],第n个耦合回路的方程为:

根据回路参量L、C、M、R与可测微波参量单腔频率ω、品质因数Q、腔间耦合系数k、单位长度的分路阻抗Z、腔长D之间的关系,可以将公式(1)简化为:
1.3 最佳耦合度的选取
假设到达馈电窗的功率为P0,则进入加速管中的功率为:
其中,E0为加速结构中的场强幅值。
当加速管中有束流时,等效电路为图2。
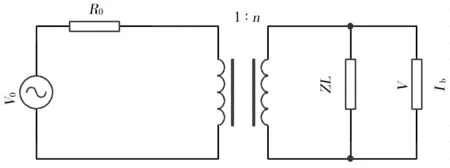
图2 带束流负载的腔体等效谐振电路
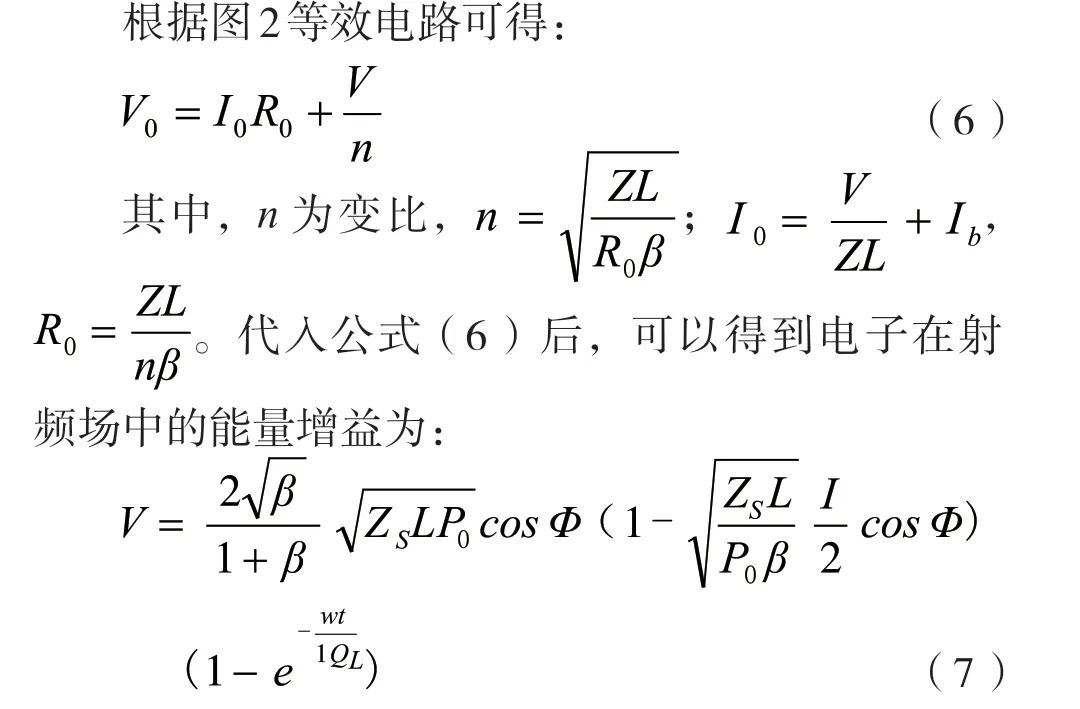
其中,ZS=Z×T×T,为加速管的有效分路阻抗,T为加速管渡越因子,Ф为束流在射频场中占据的等效位相。
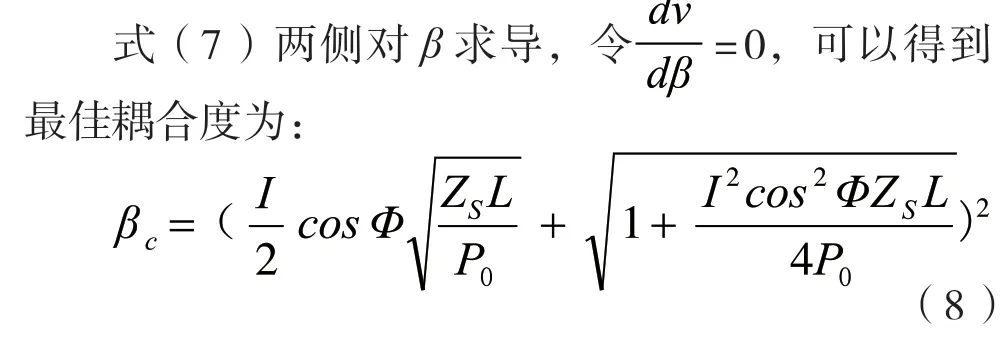
腔型优化后,整管渡越因子约为0.78,计算整管有效分路阻抗为112 MΩ/m,加速管入口处功率约为0.7 MW,注入束流420 mA,代入公式(8)可得,最佳耦合度为1.6。
2 腔体精密机械加工
X波段小焦点加速管的工作频率(9 300 MHz)远高于常规S 波段加速管(2 998 MHz),尺寸更是只有其四分之一,见图3。由于尺寸较小,X 波段小焦点加速管对加工精度和腔体表面光洁度的要求较S 波段加速管更高。经测算,腔体尺寸每变化0.01 mm,X 波段腔体频率的变化较S 波段大十几倍,变化更为敏感。
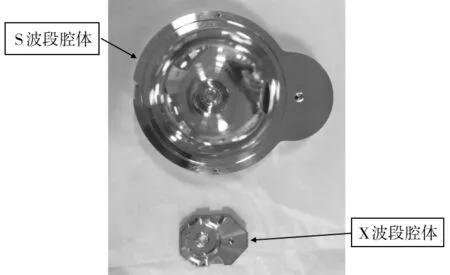
图3 S 波段与X 波段腔体尺寸对比
X 波段加速管腔体从无氧铜棒料开始到完成合格的腔体,中间需经过十几道工序,而影响其加工精度及表面光洁度的环节主要包括:腔体精车装卡时的变形,线切割时有机溶液对腔体表面的氧化,加速腔笑口人工去刺时工艺的一致性,数控车床的机械加工精度。因此,需要对现在的工艺进行优化修正,针对装卡卡盘重新设计软爪,并在现有加工工艺基础上进行工艺提升,需要进行的技术改进见图4。
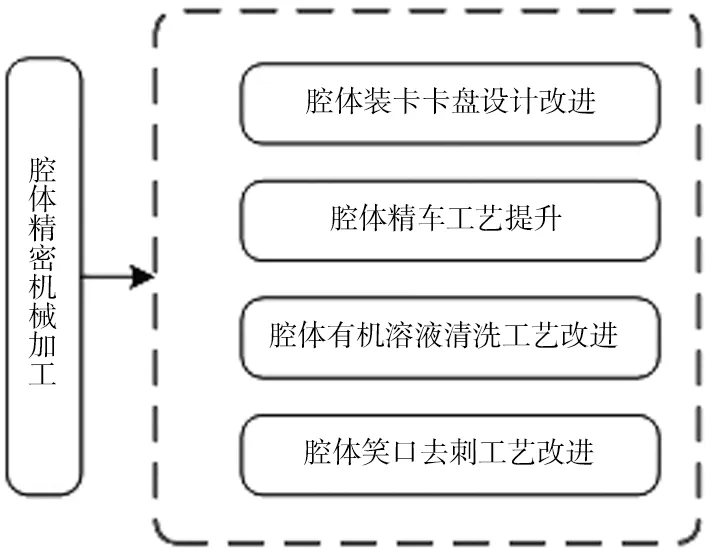
图4 需要进行的技术改进
3 微波冷测与调谐技术
微波冷测与调谐是加速管研制过程中非常重要的工序,直接决定加速管的各项微波参数。由于X 波段加速管腔体尺寸较小,测量数据对天线探针尺寸及定位精度均很敏感。为此,我们专门制定了冷测探针和活塞来完成腔体的冷测。同时,在调腔过程中,由于管壁较薄、腔链长度较长,调腔过程很容易引起腔链的形变,最终导致腔链弯曲变形。为此,我们还专门制作了调腔挤压工具,最终完成了整管的调谐。整管通带曲线见图5,整管场分布曲线见图6。
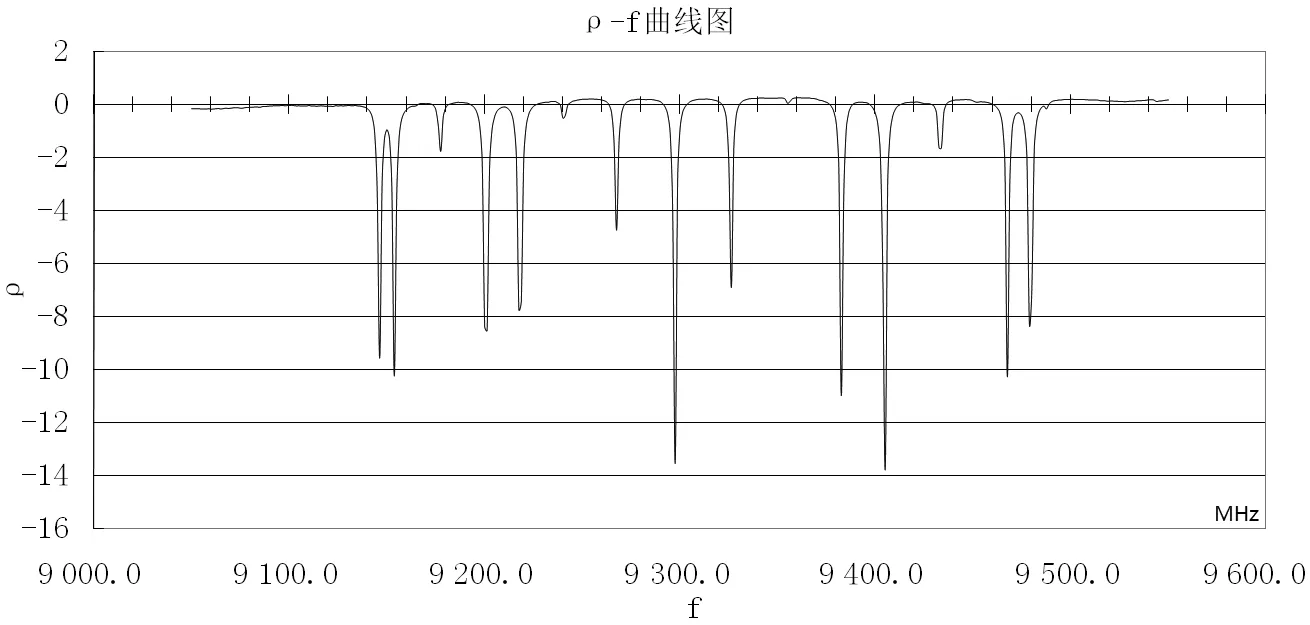
图5 整管通带曲线
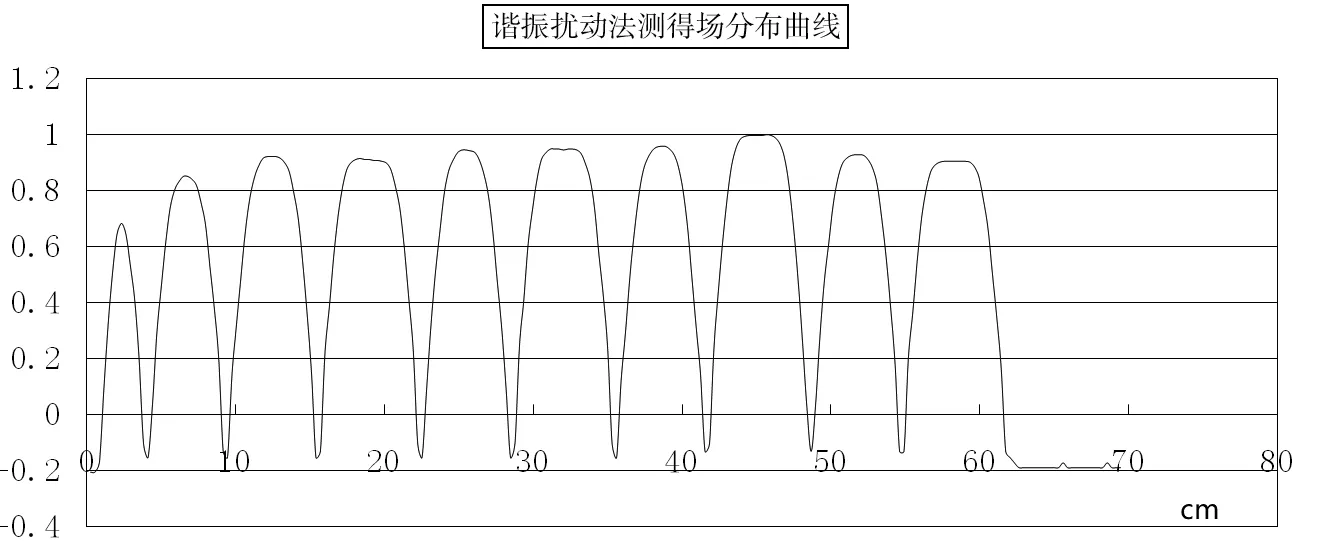
图6 整管场分布曲线
4 整管电真空工艺
腔体经过微波冷测与调谐后,便进入了电真空的制作环节。整管的电真空工艺是成管的关键技术之一,主要包括腔体与耦合器的高温钎焊、有机溶液清洗、退火热处理及电子枪、波导窗等元器件的氩弧焊与高温排气等。X 波段加速管的腔型对焊接的温度、焊料的选择均很敏感,需精心制定电真空工艺,最终焊接完成的加速管见图7。
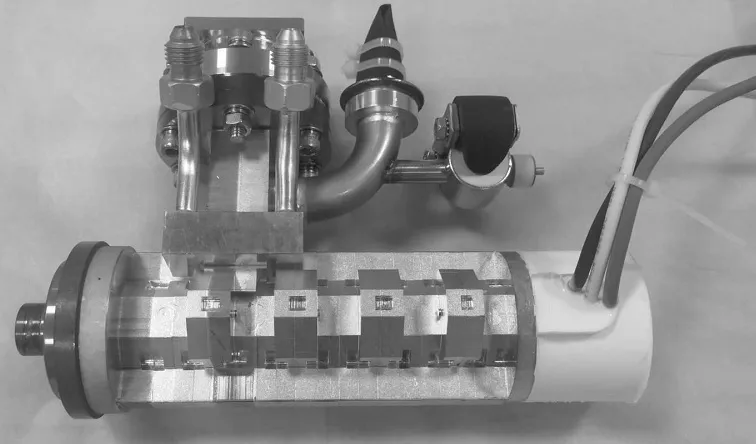
图7 2 MeV-X 波段加速管
5 高功率测试
加速管制作完成后,采用我们搭建的X 波段高功率实验台进行热测,测试方法和工装部分参考了GB/T 20129-2015《无损检测用电子直线加速器》[8],主要测试指标见表2。
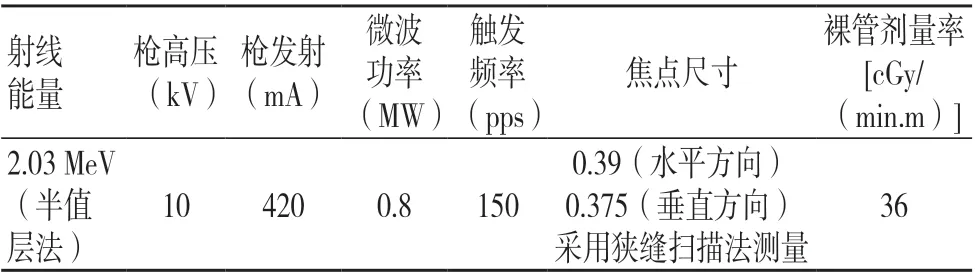
表2 高功率热测数据
6 应用前景
目前,我们研制的这款2 MeV-X 波段小焦点加速管已成功应用于工业CT 无损探伤检测,由于采用了小焦点设计,其空间分辨率达到了5 LP/mm。另外,用加速器替代天然放射源也是一个趋势,如代替头部伽马刀的X 波段立体定向加速器放疗系统、内照射电子束放疗系统等,本研究成果稍加改进就可以满足此要求。因此,该加速管不论在放射治疗加速器领域还是工业无损探伤检测领域,均具有良好的市场前景。