AMS2750《高温测量》标准G版修订内容分析
2023-02-25孔令利成亦飞贺瑞军郝军军
孔令利,成亦飞,贺瑞军,田 野,郝军军
(北京航空材料研究院,北京 100095)
航空航天材料领域的美国汽车工程师协会(Society of Automotive Engineers,SAE)的航宇材料规范(AMS)标准,是以科学的标准正向形成机制,提高了标准质量水平,成为国际先进材料标准的典型代表,被誉为航空航天材料领域的“全球性标准”。目前,AMS标准应用于全球范围内航空飞行器零件、系统的设计和生产及政府采购,也是我国航空材料研制、生产和使用参照的重要标准。AMS2750作为AMS标准体系的质量控制和工艺范畴的关键基础标准,几乎指导或应用于所有国际宇航材料热处理的高温测量过程控制。该标准涵盖温度传感器、仪表、热处理设备、系统精度校验、炉温均匀性测量、记录、管理等方面的内容[1-3]。
AMS2750航空航天材料规范技术标准经历七个版本的修订,见表1。最新版本为AMS2750G,是在AMS2750F发布两年后完成更新并在2022年6月发布。通过进一步优化,删除了过时内容(特别是模拟仪表的相关要求),解决了历史版本中发现的问题,突显出该标准的先进性和科学性。该标准在航空器制造行业多被认可,并作为NADCAP热处理过程审核的重要依据,因此有必要对新版标准修订内容进行解析,以提高对AMS2750G标准内容的认识。对于本文所整理的数据、结果均摘录标准原文和部分内容并结合作者个人理解,仅供参考。

表1 AMS2750现行与历史版本
1 主要修订内容
标准AMS2750G共有8章内容,其中第l章范围,第2章引用文件,第3章技术要求,第4章质量保证条款,第5章交付准备,第6章确认,第7章拒收,第8章备注。第2章分为两条,第1条为使用文件;第2条为定义,也是主要内容,对主要修订内容进行了整理,详见表2。
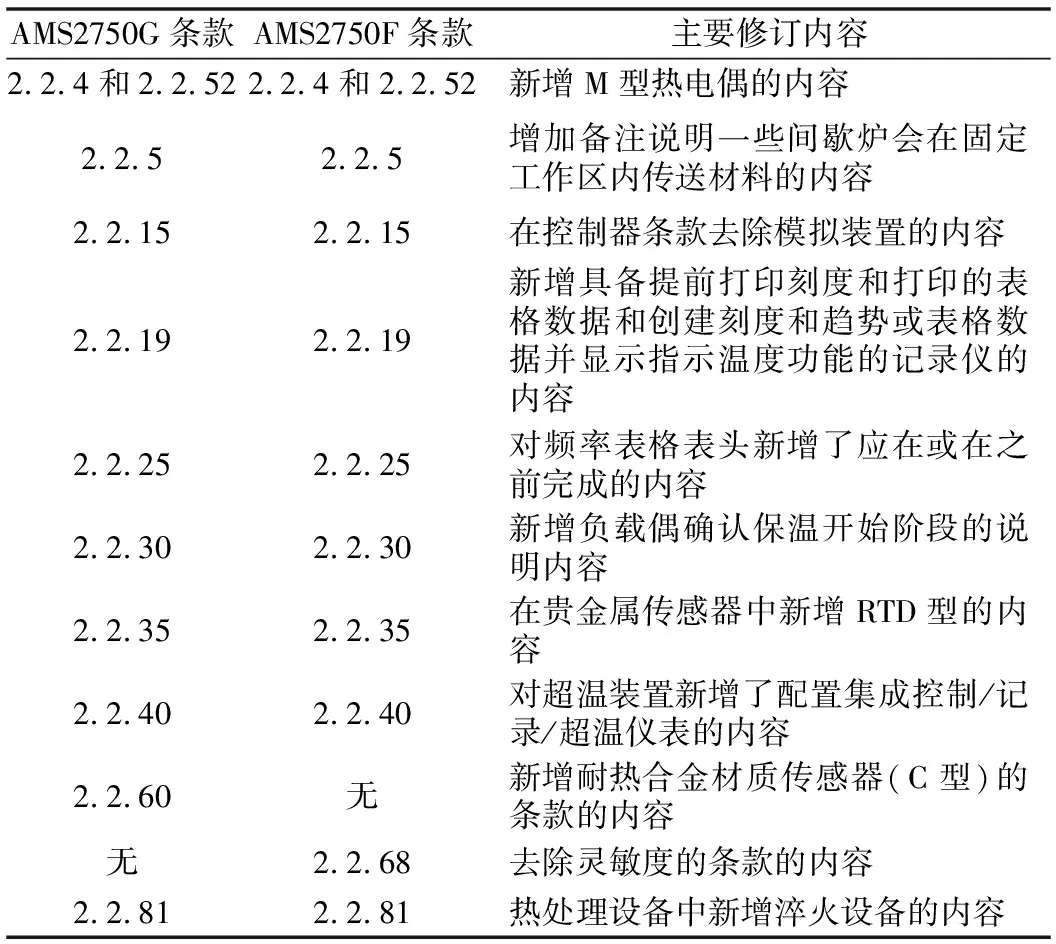
表2 AMS2750G第2章的修订内容
第3章内容最多,也是主要修订的章节,标准AMS2750G中的第3章共分为8节,其中3.1温度传感器,3.2仪器,3.3热处理设备,3.4系统精确度测试(SAT),3.5温度均匀性测试(TUS),3.6实验室炉,3.7记录,3.8数据修约。第3章技术要求的主要修订内容详见表3。
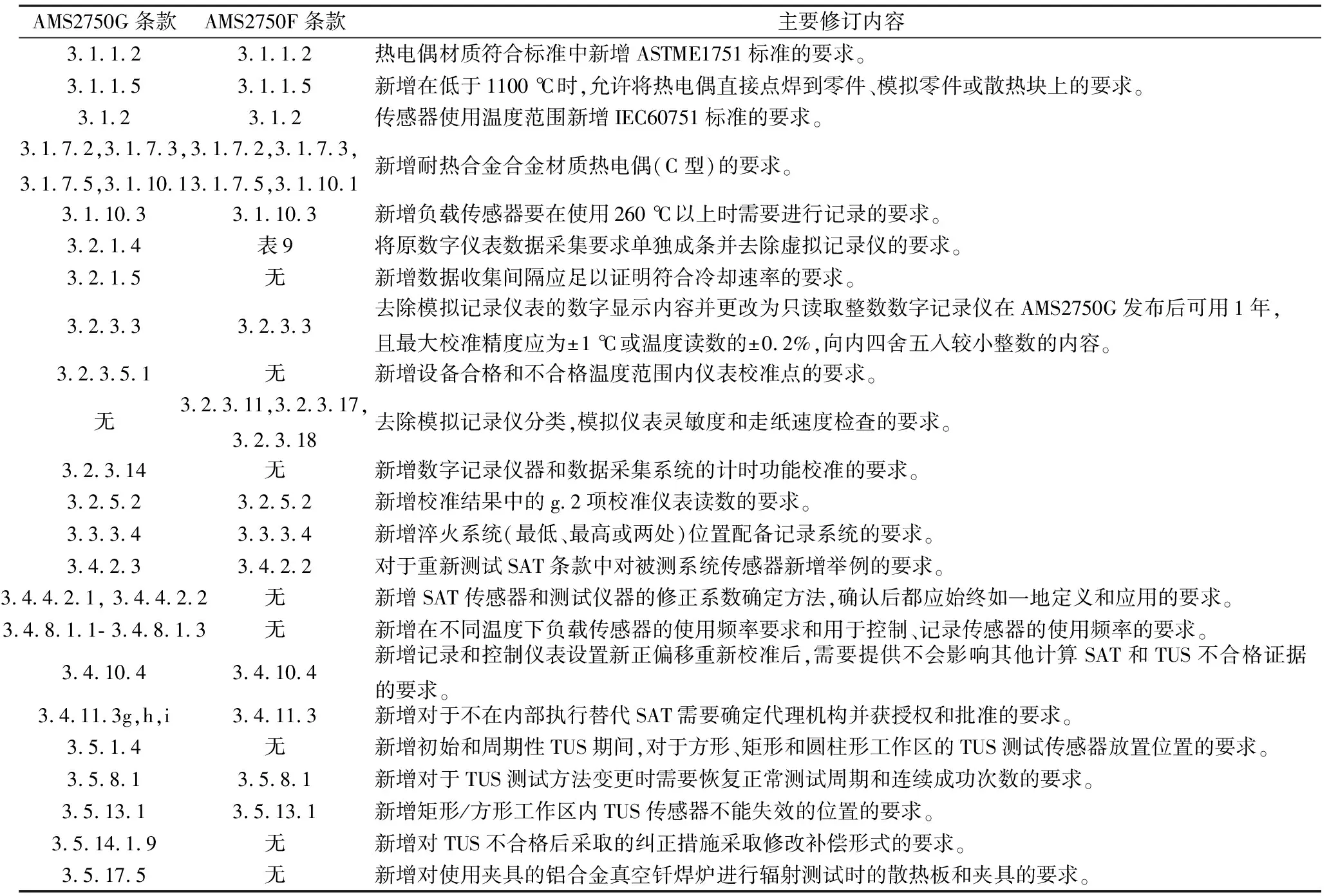
表3 AMS2750G第3章的修订内容
在标准AMS2750G中,涉及传感器、校准、仪表、系统精确度测试(SAT)、温度均匀性测试(TUS)等方面共计21份表,是本标准的核心内容并多有修订,主要的修订内容详见表4。
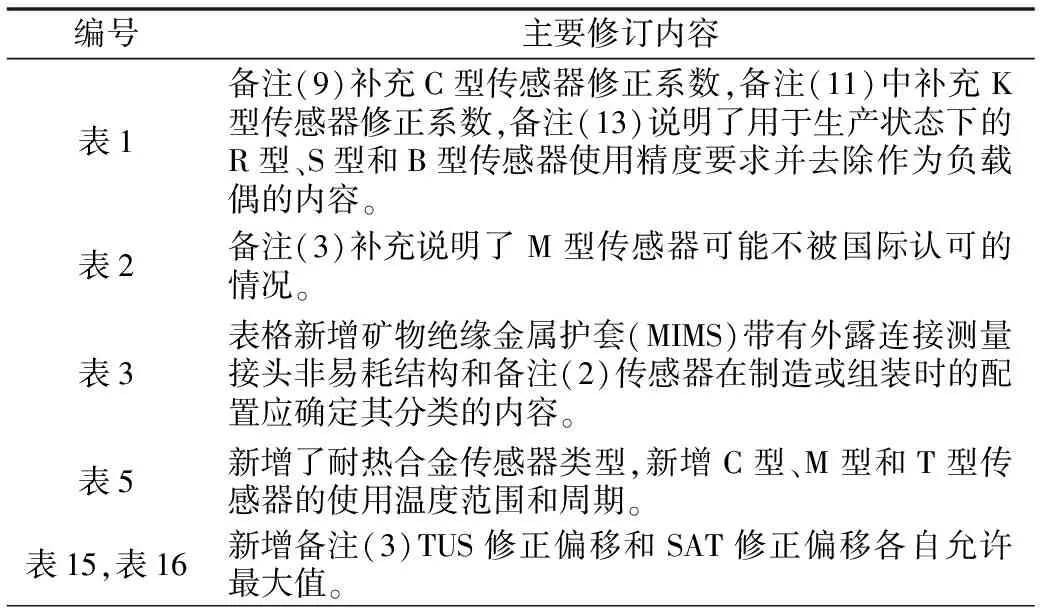
表4 AMS2750G中表格修订内容
2 修订内容的解析
2.1 传感器配置和精度的修订
传感器配置的修订内容,首先将耐热合金材质传感器C型热电偶加入标准,国内C型传感器的材质为钨铼合金,最高使用温度为2300 ℃,但其精度误差较大(标准中要求满足±4.4 ℃或±1%的较大者),限制了使用范围。其次是在廉金属类型中新增加的M型热电偶,该类型传感器在国内较少使用,仅个别国家在使用;对于常用的贵金属热电偶如R型、S型和B型,标准要求在首次使用前应满足高精度(R型和S型为±0.6 ℃或 ±0.1%,B型为±0.25%),才能用作SAT、TUS、控制和记录的传感器,同时也备注说明在用作正常生产状态的R型、S型和B型热电偶精度可略微放宽,即:R型和S型为±1.5 ℃或±0.25%,B型为±0.5%。在负载传感器方面,要求只有在高于260 ℃才对其使用情况进行记录;如果需要将负载热电偶点焊到零件、模拟零件或散热块上时,要求负载热电偶使用温度不得高于1100 ℃。对于传感器的封装,则是新增加了一种矿物绝缘金属护套带有外露连接测量接头的非易耗型封装,该种封装在真空炉中被广泛应用。
2.1 仪表和热处理设备配置的修订
标准AMS2750G中规定所有控制、记录及超温报警表都必须为数字仪表,因此将涉及模拟型的控制器、记录仪的相关内容进行了去除,如:原标准AMS2750F中表7备注(2)模拟仪表的最小灵敏度要求,表8记录仪表的分辨率要求,表9记录仪表打印及走纸速度要求,表10模拟数字记录仪表的分类。数字记录仪的可读性应为0.1 ℃,如果现有设备配置的数字记录仪可读性为1 ℃则允许使用到2023年6月,同时应满足其最大校准精度为±1 ℃或温度读数的±0.2%(取四舍五入较小整数)。配置的数字记录仪和数据采集系统的计时功能也需校准,每年至少一次,精度应达到±1 min/h,校准测试时间可≤1 h,并将测试结果转换为±1 min/h。工艺过程数据记录是确保工艺执行满足工艺文件要求的关键证据,标准AMS2750G中对过程记录要求也进行了修订,即记录仪器应自动记录零件或原材料在热处理设备中的全过程数据,当负载传感器出现断开不能传输负载数据时,应有其他符合工艺要求的客观证据;过程记录数据收集应至少为每个记录传感器在每个过程中收集六个数据点,记录温度数据间隔不超过10 min,数据记录间隔应足以证明符合冷却速率要求。
对于热处理设备的修订内容较少,其中本标准中规定热处理设备是指在控制温度下对各种材料的任何容器,如高压釜、炉子、烘箱、淬火和制冷设备、盐浴、热压机等进行热处理,并首次将淬火设备列入热处理设备;标准要求淬火设备应在工作区最高温度、最低温度或高低温两处配置温度记录系统(传感器和记录仪表)。
2.3 热处理设备SAT和TUS的修订
热处理设备的SAT是确保所有控制区的控制系统和记录系统的精度,满足生产要求的关键测试项目。测试方法分为比较法、替代法和赦免,由于替代法和赦免要满足的条件相对较多,因此在实际热处理生产中较为常见是比较法,即对仪器、导线、传感器读数或数值以及测试仪器、导线、传感器的校准读数或数值进行现场比较,从而确定测量温度误差是否满足技术要求。在实际应用中一旦某种SAT方法被应用,则在之后应始终如一采用涵盖测试过程的具体实施程序。在三种方法中比较法基本未变,替代法部分进行修订,其中规定负载传感器在高于260 ℃只能使用一次,在低于260 ℃时传感器的更换时间≤SAT间隔,用于控制和记录传感器没有温度限制更换时间≤SAT间隔。豁免部分则是在结果记录部分补充了对于不在内部执行替代SAT需要确定代理机构并获授权和批准的要求。
热处理设备的TUS是在热处理炉达到热平衡前后,使用校准过的仪器装置和热传感器对工作区温度变化进行一系列测试,温度变化是相对于炉膛中的传感器而不是炉子设定点温度,在热处理炉有效加热区内的温度相对于设定温度的变化。标准AMS2750G中TUS共分为17项条款,其中修订部分主要在体积法测试内容部分,具体规定在初始和周期性 TUS 期间,方形或矩形工作区边角传感器或圆柱形工作区的外围传感器测量连接位置尺寸应位于工作区的末端;对于采用的测试方法变化时,则恢复初始TUS间隔直到完成所需数量的连续成功周期性测试后改为正常测试间隔;在矩形或方形工作区内顶点位置或圆柱形工作区的外围(顶部/底部或前/后)位置的TUS传感器发生失效,则导致整体TUS不合格。此外,在铝真空钎焊设备开展TUS时,装载的工装、散热板和铝合金材料应尽量符合实际生产状态。
3 结论
1)标准AMS2750《高温测量》修订后,条款内容变化不大,标准结构与F版相同。
2)传感器增加耐热合金材质C型和廉金属M型,为热处理设备控制、记录、SAT、TUS传感器的选择种类更加丰富。新版标准已不允许使用模拟类型的控制和记录仪表并要求全部配置数字型仪表,对数据记录要求进行了细化也更加严格。
3)热处理设备SAT和TUS部分修订内容不多,其中SAT主要在替代法部分、TUS主要在体积法测试内容部分进行了部分修订。