内蒙古某高硫铅锌多金属矿选矿工艺试验研究
2023-02-24张玲李天恩
张玲 李天恩
(西安天宙矿业科技集团有限公司)
我国的铅锌硫矿产资源丰富,铅锌硫矿作为重要的有色金属矿产资源在国民经济中具有重要作用,被广泛用于电气、机械、军事、冶金、化工、轻工业和医药等领域[1]。内蒙古某铅锌硫矿属高硫铅锌多金属矿,配矿后铅品位0.29%、锌品位2.00%、硫品位21.69%,伴生元素金、银均达到综合回收指标,为高效回收利用,对该矿进行了铅、锌、硫优先浮选工艺流程试验,并获得了满意的试验指标。
1 原矿性质
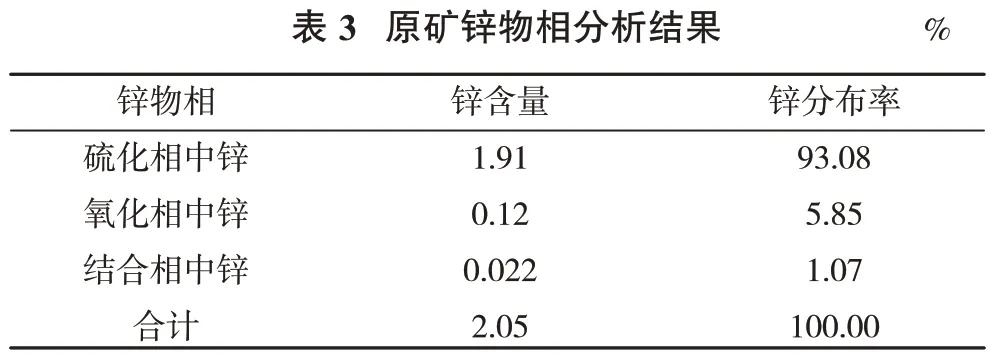
原矿多元素化学分析及铅、锌物相分析结果见表1~表3。
由表1~表3 可知,该矿属中低品位原生铅锌多金属硫铁矿石,伴生元素金、银均达到综合回收指标,铅硫化相分布率49.34%,锌硫化相分布率93.08%。
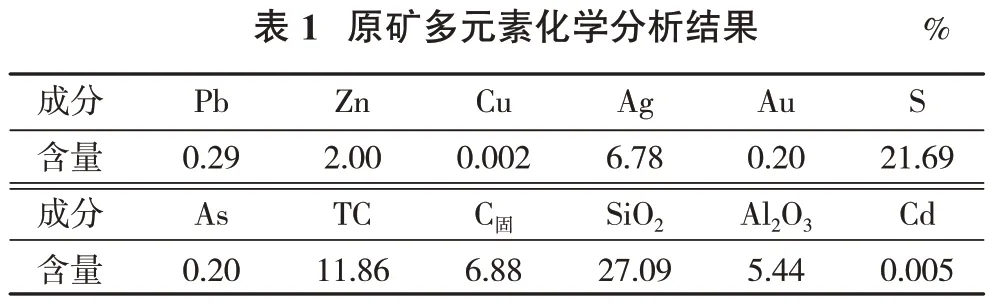
注:Au、Ag含量单位为g/t。

工艺矿物学研究表明,原矿属中低品位原生铅锌多金属硫铁矿石,可综合回收的金属矿物主要有黄铁矿、铁闪锌矿、方铅矿,矿物组成比较复杂。脉石矿物主要以白云石、方解石、石英、白云母(绢云母)为主,其次为碳质物、长石、绿泥石、高岭石等。微量矿物有金红石、榍石、滑石、重晶石、电气石、磷灰石和独居石等,铁矿物主要有黄铁矿,锌矿物主要为含铁闪锌矿,铅矿物以方铅矿为主,主要脉石组分为SiO2、CaO、MgO、Al2O3。硫、锌、铅矿物大多以不同程度的浸染状产出,部分黄铁矿具稠密浸染状或致密块状构造,闪锌矿、方铅矿多呈不规则粒状沿黄铁矿边缘、粒间、孔洞及裂隙充填嵌布,少量呈局部较为富集的浸染状嵌布在脉石中,总体上看闪锌矿、方铅矿与黄铁矿间多为间隙充填、胶结,接触面弯曲变化较大,嵌布关系相当复杂,粒度微细,选矿有一定的技术难度。
2 选矿工艺研究
我国在铅锌矿选矿工艺方面开发出了适合不同铅锌矿石特性的铅锌顺序优先浮选、等可浮浮选、异步浮选、混合浮选、载体浮选和分支串流浮选等工艺流程,以及利用重介质预选脱除易浮脉石后进行重选、磁选、浮选联合流程和选冶联合回收铅锌矿物等联合选矿技术。铅锌硫化矿的传统浮选流程包括优先浮选和混合浮选两大类,并在此基础上已演变出多种不同结构的原则流程[2-4]。根据铅锌硫多金属矿的特点及现场要求,试验进行了脱碳铅—锌—硫优先浮选探讨试验、提高磨矿细度脱碳铅—锌—硫优先浮选探讨试验、不脱碳铅—硫—锌优先浮选探讨试验,试验结果表明,不脱碳铅—锌—硫优先浮选流程更适合该矿石的性质,并在此基础上进行了详细的条件试验。
2.1 磨矿细度试验
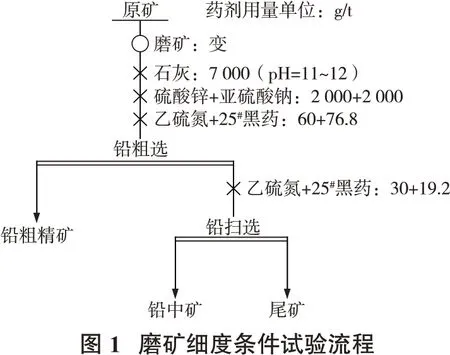
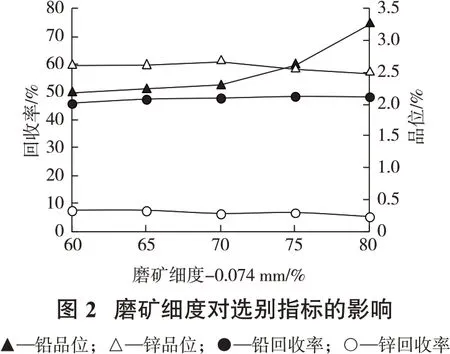
由于铅矿物嵌布粒度明显较闪锌矿细小,故重点考察磨矿细度对铅矿物浮选的影响。试验流程及药剂制度见图1,试验结果见图2。
由图2可见,随着磨矿细度增加,铅粗精矿品位和回收率呈上升趋势;当磨矿细度达到-0.074mm70%后,铅品位继续上升,铅回收率相近;综合考虑,磨矿细度选择-0.074 mm70%。
2.2 铅粗选条件试验
2.2.1 石灰用量试验
原矿中硫含量较高,石灰对黄铁矿有较强的抑制作用,试验选择石灰为矿浆pH 值调整剂和硫抑制剂。固定磨矿-0.074 mm70%、硫酸锌+亚硫酸钠用量(2 000+2 000)g/t、乙硫氮用量60 g/t、25#黑药用量76.8 g/t 进行石灰用量试验,试验流程见图1,试验结果见图3。
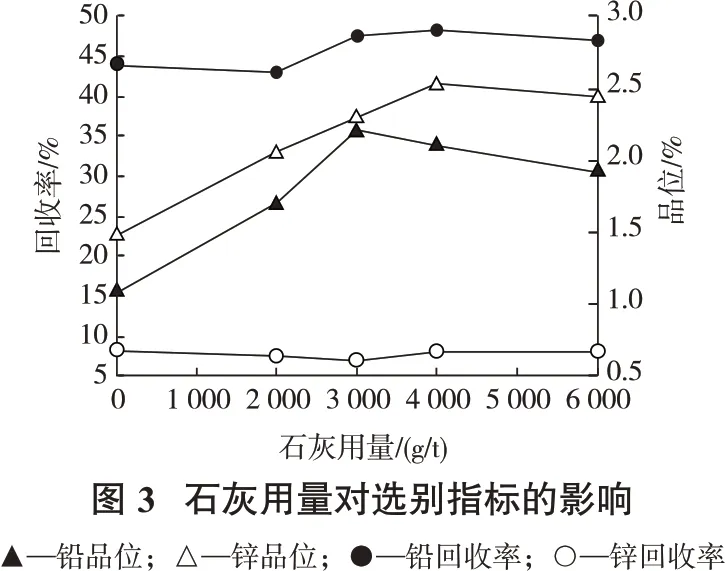
由图3 可见,随着石灰用量的增加,铅粗精矿品位先升后降,铅回收率先上升后趋于平稳,铅粗精矿中锌回收率先降低后升高,但幅度较小;当石灰用量为4 000 g/t时,铅回收率变化不大,故石灰用量4 000 g/t为宜。
2.2.2 硫酸锌+亚硫酸钠用量试验
硫酸锌和亚硫酸钠是锌的常用抑制剂,固定磨矿细度-0.074 mm70%、石灰用量4 000 g/t、乙硫氮60 g/t、25#黑药76.8 g/t,硫酸锌与亚硫酸钠比例为1∶1,进行硫酸锌+亚硫酸钠用量试验,试验流程见图1,试验结果见图4。

由图4 可见,当硫酸锌+亚硫酸钠用量高于1 000 g/t后,铅粗精矿中锌回收率变化不大;综合考虑,选择硫酸锌+亚硫酸铵用量1 000 g/t为宜。
2.2.3 乙硫氮用量试验
乙硫氮对方铅矿有较强的选择性,是方铅矿的常用捕收剂。固定磨矿细度-0.074 mm70%、石灰用量4 000 g/t、硫酸锌+亚硫酸钠用量(500+500)g/t、25#黑药用量76.8 g/t 进行乙硫氮用量试验,试验流程见图1,试验结果见图5。
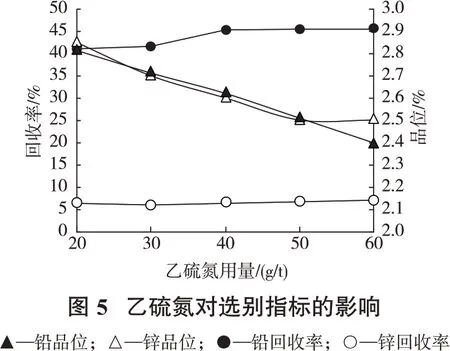
由图5 可见,随着捕收剂乙硫氮用量的增加,铅粗精矿品位降低,铅回收率增加;当乙硫氮用量达40 g/t时,铅回收率变化不大,故乙硫氮用量40 g/t为宜。
2.2.4 25#黑药用量试验
25#黑药是铅的常用捕收剂,但对硫的捕收能力较弱且本身具有起泡作用。固定磨矿细度-0.074 mm70%、石灰用量4 000 g/t、硫酸锌+亚硫酸钠用量(500+500)g/t、乙硫氮用量40 g/t 进行25#黑药用量试验,试验流程见图1,试验结果见图6。
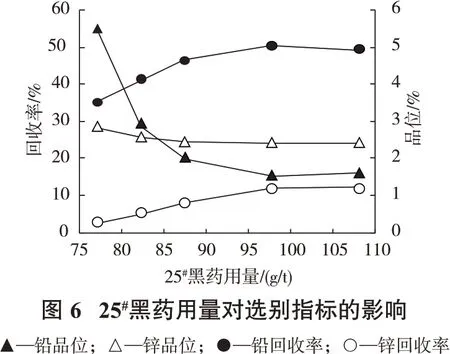
由图6 可见,随着25#黑药用量的增加,铅粗精矿品位先降低后趋于平稳,铅回收率先增加后趋于平稳;随着25#黑药起泡作用的增强,锌损失增加;故25#黑药用量选择81.6 g/t。
2.3 锌粗选条件试验
2.3.1 硫酸铜用量试验
硫酸铜是闪锌矿的常用活化剂,锌粗选以石灰为硫的抑制剂。锌粗选作业固定石灰用量2 000 g/t(pH=11~12)、丁基黄药用量60 g/t 进行硫酸铜用量试验,试验结果见图7。

由图7可见,随着活化剂硫酸铜用量的增加,锌粗精矿回收率增加;当硫酸铜用量达300 g/t后,锌回收率趋于平稳;综合考虑,选择硫酸铜用量300 g/t为宜。
2.3.2 丁基黄药用量试验
固定石灰用量2 000 g/t、硫酸铜用量300 g/t 进行丁基黄药用量试验,结果见图8。
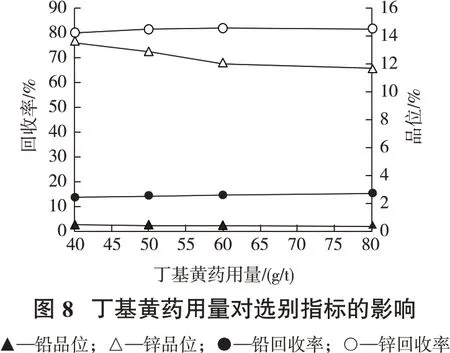
由图8 可见,随着丁基黄药用量的增加,锌粗精矿回收率增加;当丁基黄药用量达50 g/t后,锌回收率变化不大,故丁基黄药用量50 g/t为宜。
2.4 黄铁矿综合回收利用
锌浮选后的尾矿用硫酸调整pH 值至中性(pH=6~7),丁基黄药为捕收剂进行黄铁矿综合回收试验,获得的硫精矿品位48.63%,回收率84.19%。
3 全流程闭路试验
在条件试验及开路试验的基础上进行全流程闭路试验[5],闭路试验对药剂用量进行了适当调整。试验流程见图9,结果见表4。


由表4 可知,铅精矿符合铅精矿质量标准(YS/T319—2013)五级品要求,锌精矿符合锌精矿质量标准(YS/T320—2007)三级品要求,硫精矿也达到了技术指标。
4 结语
(1)内蒙古某高硫铅锌多金属矿铅品位0.29%、锌品位2.00%、硫品位21.69%;铅硫化相分布率49.34%,锌硫化相分布率93.08%;试样为中低品位原生铅锌多金属硫铁矿矿石,硫铁矿物主要为黄铁矿,锌矿物主要为闪锌矿(含铁闪锌矿),铅矿物以方铅矿为主,其他金属硫化物主要为磁黄铁矿。
(2)试验最终推荐流程为铅—锌—硫优先浮选工艺流程,磨矿细度-0.074 mm70%,经1 粗4 精2 扫获得铅精矿,选铅尾矿经1粗3精2扫获得锌精矿,选锌尾矿经1 粗1 精2 扫获得硫精矿;该优先浮选工艺流程简单合理,获得了品质较好的铅精矿、锌精矿、硫精矿,可作为该选厂生产及流程改造的技术依据。
