烟片复烤机输送网带在线清洁装置研究
2023-02-23沈劭怡孔详昆
沈劭怡,张 俊,越 海,孔详昆
(1.云南省烟草烟叶公司,云南 昆明 650500;2.云南镁然科技有限公司,云南 昆明 650500)
随着烟草行业的持续发展,对烟叶原料生产的各个环节提出了更高的要求[1-3],尤其是烟叶复烤工序,该过程加工的优劣直接影响打包后成品的质量和安全性。然而烟片复烤机在生产过程中,烟片会产生粉末、粉尘、烟垢并随着网带的运行,经过一段时间后粉尘会在网带堆积形成积灰,严重影响烟叶的品质。
近些年来,国外内对清扫设备做了一定的研究。例如,德国的凯驰系列清扫机比较具有代表性,该公司的设备已趋向智能化。随着我国制造业的发展,国内一些团队开始自主设计及研发清洁设备,并取得良好的效果。2015年,孙纪周等[4]发明了一种烟片复烤机护板烟垢清扫装置,该设备是用于对烟片复烤机护板所产生烟垢进行清扫的装置。2018年,吴从礼等[5]设计了一套烤片机主网带护板在线自动清洁装置,其优点清除垢物不需要停机检修,提高了生产效率,降低了机修成本。同年,阮军杉等[6]设计了一套烟叶复烤机内部热交换器、网带清洗装置,该发明所述清洗装置包括控制装置、蒸汽冲洗组件、水冲洗组件和污水收集排放组件。通过反复的调试,成功应用到生产中。经过安装前后的对比,装置取得了良好的运行效果,有效预防了黑烟垢的生成和积累,减少了烟叶加工损耗,提高了烟叶加工质量。2020年,潘文等[7]开发出一种烤机物料输送网带自动清洁装置,旨在通过降低网带堵塞率来提高输送网带透气效率,达到复烤片烟均质化加工的目的。经过方案的改进与验证,网带透气效率由78%提升至97%。
通过上述的研究现状发现,当前清扫装置的设计与研发尽管解决了一些问题,但仍有很多不足,特别是针对于烤片、烤梗网带托架的清扫装置以及清扫装置各个环节的匹配设计,目前还没有专业团队去研发。对于打叶复烤生产中烤片、烤梗网带托架清扫装置的研发亟待解决。
1 烟片复烤机输送网带在线清洁装置设计
烟叶复烤要经过三个不同区域:干燥区、冷却区、回潮区。在烟叶复烤中由于网带受金属材料加工极限的限制,其通风率不够高;网带连接部位和鱼鳞片(护板)不能开孔,其烤机内横向通风量不均匀,在烤机左、中、右部的物料含水率不一致。这些原因导致粉尘、烟末在热气流、水、烟油作用下逐步形成烟垢,网带各处堵塞情况如图1所示。
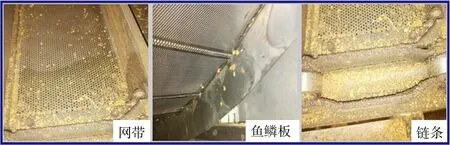
图1 复烤机工作面污染情况
1.1 系统设计原理
烟片复烤机输送网带在线清洁装置的原理如图2所示。图2中,引进完善的PLC控制单元[8],该单元能够准确控制智能图像识别系统、往复式网板清洁系统以及负压除尘系统,实现对烟叶复烤机输送网带、链条以及鱼鳞板的清洁程度监控。与此同时,PLC控制单元控制往复式网板清洁系统以及负压除尘系统控制清扫电机在丝杆上(即网板上方)的往复运动,实现在线清扫和在线吸尘的作用。
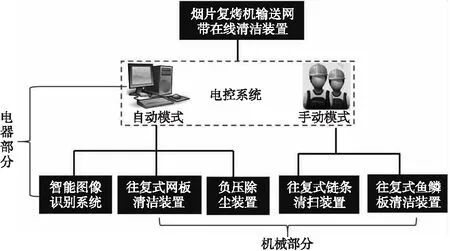
图2 烟叶复烤机输送网带在线清洁装置原理示意图
除此之外,电控系统还可以进入手动模式,脱离自动模式是根据需求单独进行设备操作。手动控制根据需求能对网板进行在线清扫,当只需要对网带上局部区域进行清扫时,只需切换在手动模式下操作便可。手动模式主要控制的是往复式链条清扫装置和往复式鱼鳞板控制装置。
1.2 系统设计方案
烟叶复烤机输送网带在线清洁装置整体方案设计如图3所示。整体在线清洁装置研究主要分为:电控系统设计、网板正面清扫装置设计、网板反面清扫装置设计、鱼鳞板清扫装置设计、链条清扫装置设计、图像识别系统设计、双侧正压喷头设计以及负压除尘装置设计八大板块。
电控系统设计部分重点研究自动控制模式以及自动控制模式下所涉及的PLC控制、显示器件和电机等匹配情况,以及电控系统手动模式的切换;四大清洁板块重点研究清扫毛刷[9-10]、清扫电机、横移电机、设备框架、导轨滑块轴承、积灰箱以及固定装置的设计和匹配情况;图像识别系统设计重点在于摄像设备、网络数据处理、交换机以及PLC控制的相关设计和整体匹配;双侧正压喷头以及负压除尘装置主要以外采购为主,重要研究当前工况条件下两种装置的使用情况以及与整体清扫装置的一个匹配情况;通过上述各个环节的设计和试验进而达到整体设计方案设计。
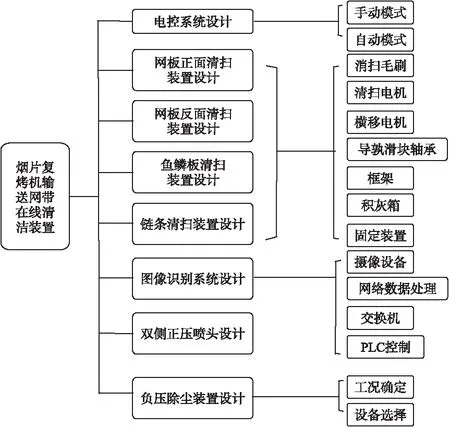
图3 烟叶复烤机输送网带在线清洁装置的整体方案设计
经过调查、讨论、试验及验证,烟片复烤机输送带在线清洁装置整体方案的各个细节,包括硬件和实施方法均得到了最终确认。除常规材料及设备外,一些特殊设备及选材主要有:图像识别系统选用8个MER2-160-75GC型工业数字相机。网板正面清扫装置选用 Ф0.25 mm 耐磨尼龙丝毛刷辊;毛刷滚动力源选用86BYGH250C型步进电机;框架采用20号矩形方钢管、壁厚为 3 mm;积灰箱选用优质钢板(Q235A厚度 1.5 mm)。网板反面清扫装置选用尼龙612材料毛刷辊。鱼鳞板(护板)清扫装置选用金属毛刷。链条扫装置选用尼龙612材料。负压除尘装置选用G-800负压除尘装置。电控系统中自动模式主要包括显示器、德国西门子SIMATIC S7-200 PLC控制器、检测器件(接近开关)选用上海沪丰机床电器生产(型号:LJ12A3-4-Z/BX)。根据最终方案,现场加工安装情况如图4所示。
2 结果与分析
2.1 烟片复烤机输送网在线清洁装置有无安装对比统计
为了进一步比较烟片复烤机输送网在线清洁装置的有效性,工作人员分别对烟片复烤机输送网带在线清洁装置的实际清扫结果与人工清扫结果进行比对,其中网板正面烟片复烤机输送网在线清洁装置的实际清扫结果与人工清扫结果进行比对结果如图5所示。从图5中看出,在线清洁装置在11—12月期间每天的清扫平均值为 1.514 kg,人工清扫平均值 0.773 kg,网板正面烟片复烤机输送网在线清洁装置的清扫效率是人工的1.958倍。其中,在11月19日,网板正面烟片复烤机输送网在线清洁装置的清扫效率是人工的3.152倍。反面在线清洁装置在11~12月期间每天的清扫平均值为 3.682 kg,人工清扫平均值 2.773 kg,网板正面烟片复烤机输送网在线清洁装置的清扫效率是人工的1.328倍,如图6所示。由此可见,在线清洁装置与人工清洁效果差距较大,在线清洁装置远好于人工清洁。

图4 新型配方打叶投料系统现场示意图
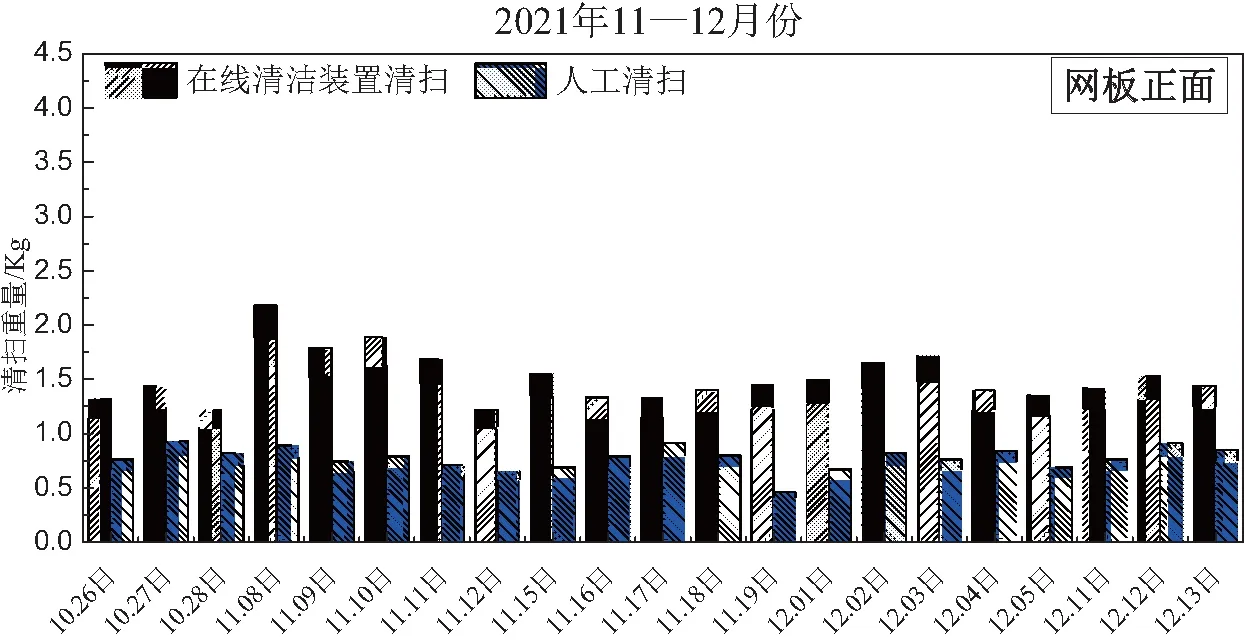
图5 网板正面在线清扫设备与人工清扫情况对比
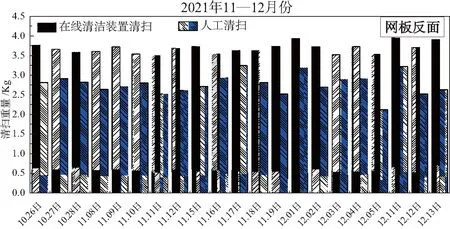
图6 网板反面在线清扫设备与人工清扫情况对比
烟片复烤机输送网在线清洁装置中链条清扫装置的实际清扫结果如图7所示。由于链条特殊,人工很难实现清洗,因此无人工清洗数据。链条清扫装置在11—12月期间每天的清扫平均值为:左侧链条为 0.397 kg;右侧链条为 0.431 kg。其清扫污渍重量小于网板正反面的原因是链条并没有直接接触烟叶,主要积灰是由于粉尘分散所引起的。
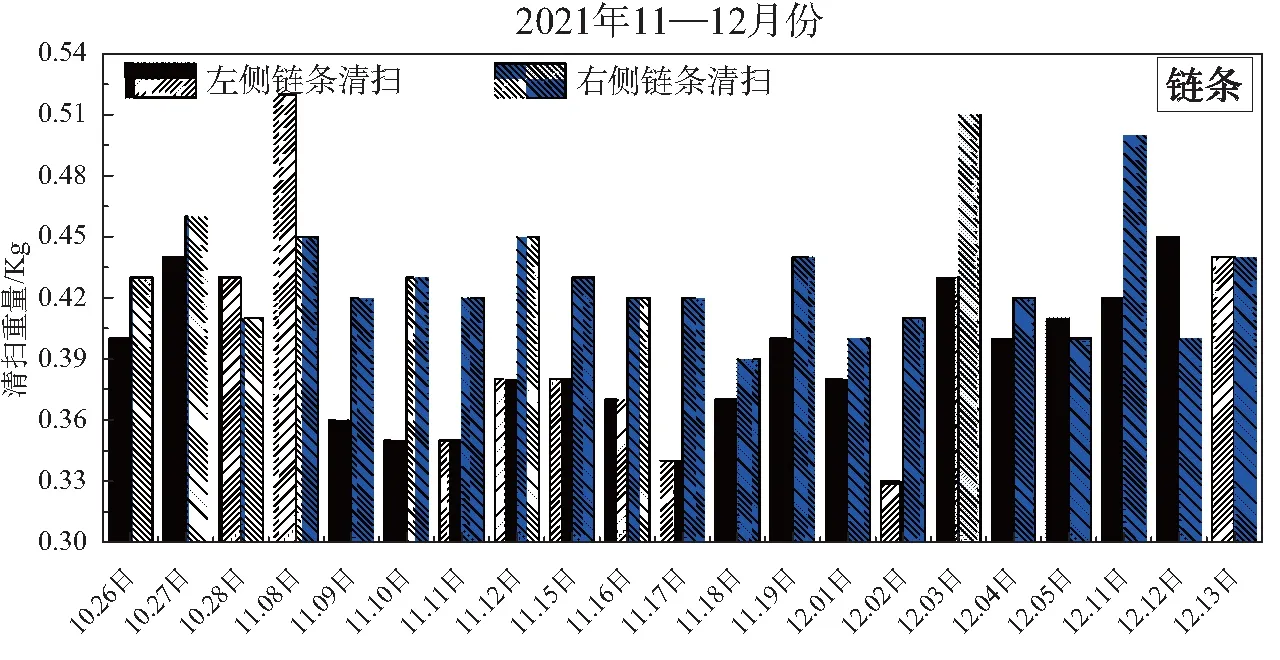
图7 链条在线清扫设备清扫情况
烟片复烤机输送网带在线清洁装置中鱼鳞板清扫装置的实际清扫结果如图8所示。鱼鳞板位置较为隐蔽,人工很难实现清洗,因此无人工清洗数据。链条清扫装置在11—12月期间每天的清扫平均值为:鱼鳞板为 0.258 kg;鱼鳞板为 0.342 kg,该期间左侧鱼鳞板清扫污渍最大值达到 0.320 kg;右侧鱼鳞板清扫污渍最大值达到 0.390 kg,清扫效果是显著的。
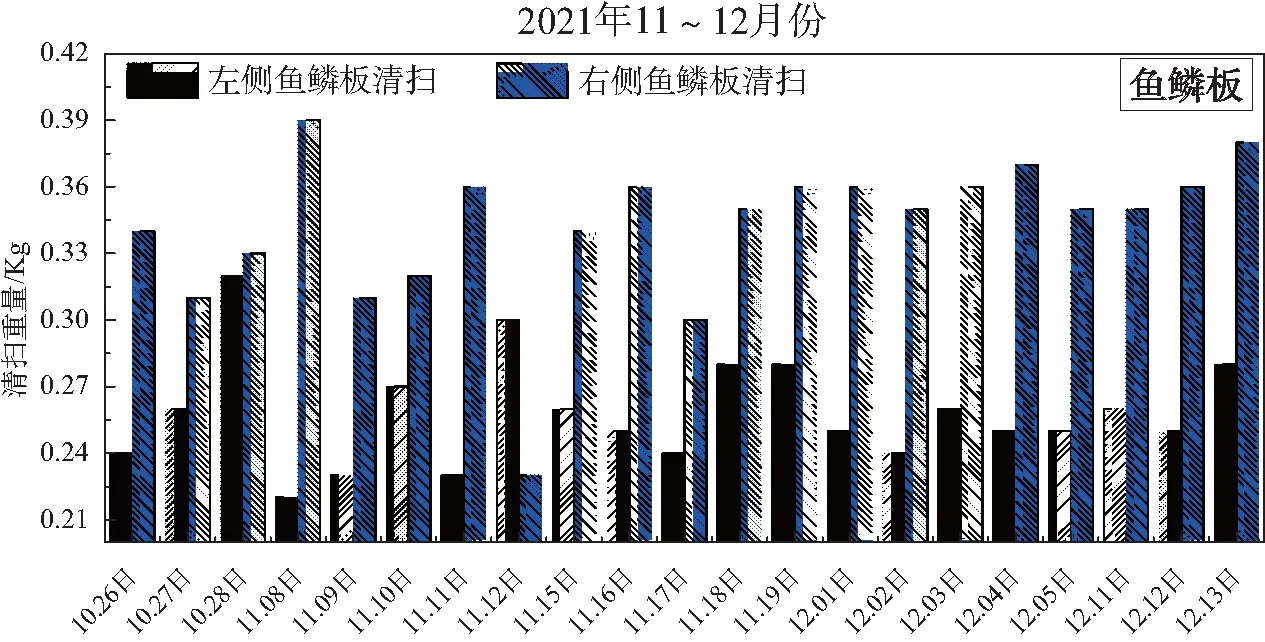
图8 鱼鳞板在线清扫设备清扫情况
2.2 清扫前后网板通孔率统计
网板通孔率是网板清扫效果评定的重要指标,通孔率越高代表网板上排布的孔洞被污渍封堵的数量越少,相对的清扫效果越好,网板通风换热控干水分能力越强。通过前期对20块使用过后但未清洗的网板进行通孔率的测算发现,网板正面孔洞被堵数量平均值达到510个,网板反面孔洞被堵数量平均值达到762个,总的封堵率达到4.1356%,通孔率为95.8644%。图9为网板编号分别为W001和W008两块网板清扫前后网板通孔率的饼状图,图9中更加直观的显示出清扫前后的效果对比。烟片复烤机输送网带在线清洁装置对网板通孔率的提升有明显效果。其中W001通孔率提升了3.53%,W008通孔率提升高达5.66%。
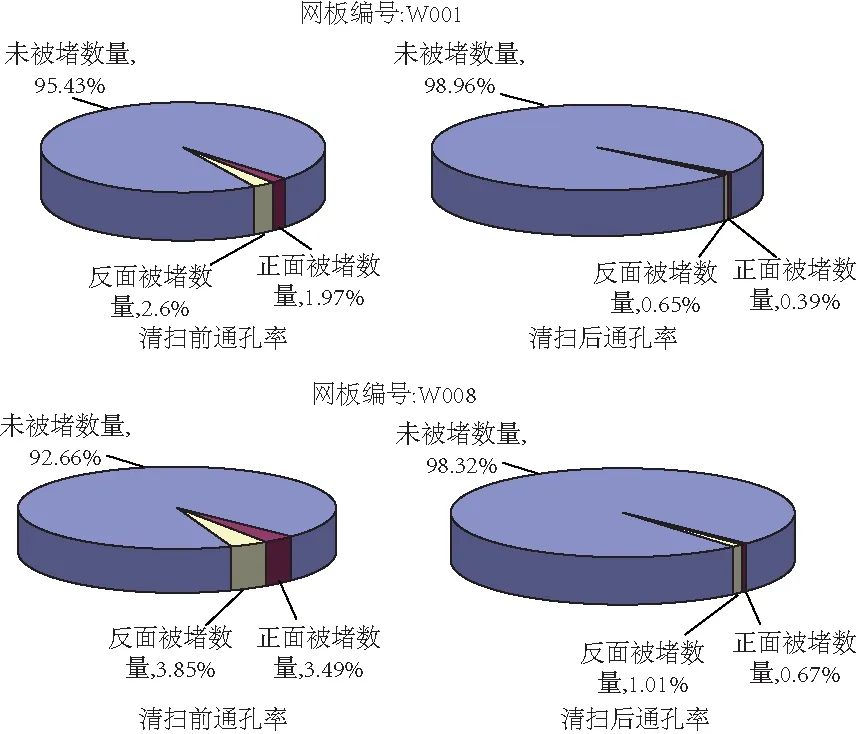
图9 清扫前后网板通孔率情况分析
图10为25块测试网板清扫前后的通孔率提升百分比柱状图,从图10中看出,烟片复烤机输送网带在线清洁装置清扫过后网板通孔率提升百分比的平均值达到2.984%,最大提升为W008号网板提升百分比为5.66%。
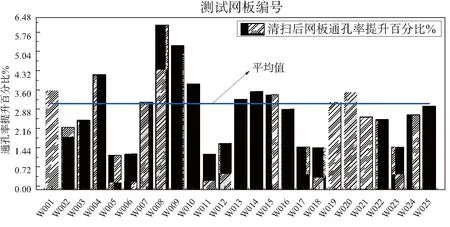
图10 清扫后网板通孔率提升情况分析
3 结论
1) 针对云南某烟草公司烟片复烤机在生产过程中,烟片会产生粉末、粉尘、烟垢并随着网带的运行,经过一段时间后粉尘会在网带堆积形成积灰,严重影响烟叶的品质这一现状,构建了一种新型的烟片复烤机输送网带在线清洁装置。
2)在线清洁装置在11—12月期间每天的清扫平均值为 1.514 kg,人工清扫平均值 0.773 kg,网板正面烟片复烤机输送网在线清洁装置的清扫效率是人工的1.958倍,最高达3.152倍,在线清洁装置远好于人工清洁。
3)网板通孔率是网板清扫效果评定的重要指标,通孔率越高代表网板上排布的孔洞被污渍封堵的数量越少,相对的清扫效果越好。使用烟片复烤机输送网带在线清洁装置清扫过后网板通孔率提升百分比的平均值达到2.984%,最大提升达到5.66%。
