某大型钼尾矿强化回收铜精矿的试验研究
2023-02-22王东东解明亮盖俊鹏孙乾予
*王东东 解明亮,2 盖俊鹏 孙乾予
(1.伊春鹿鸣矿业有限公司 黑龙江 152500 2.辽宁工程技术大学矿业学院 辽宁 123000 3.鞍钢集团矿业公司 辽宁 114000 4.清华大学环境学院 北京 100084)
我国铜矿资源贫乏,铜矿资源赋存通常多金属伴生,斑岩型铜钼伴生是重要的一种形式[1],通过浮选方式在获取钼精矿的同时兼顾铜精矿的回收是铜资源充分利用的保障。目前,在铜钼浮选回收的研究中主要是通过铜钼多次混浮获得铜钼精矿,再铜钼分离同时获得钼精矿和铜精矿,如米文杰[2]、董艳红[2]等人的研究,由于是混合精矿直接分离出钼精和铜精矿,金属互含量高,铜钼资源浪费;而对于铜钼混合精矿先回收钼精矿,再对钼尾矿进行铜的回收的研究如杨晓峰[4]的研究中,该方法获得钼品位较高,但铜精矿的品位回收率较低。因此,本文基于黑龙江某大型铜钼矿浮选的钼尾矿进行铜精矿的强化回收研究,通过“再磨-脱药”及强化浮选使抑制的铜充分活化,从而提高铜精矿的品位和回收率,该技术对铜钼资源的充分回收具有重要意义。
1.矿石性质与试验方法

表1 钼精选尾矿多元素分析
(1)矿石的性质特征。试验矿样来自鹿鸣选矿厂钼尾矿,以铜钼混合浮选后钼精选的尾矿作为选铜的原料,化学多元素如表1所示,钼精选尾矿中Cu品位为1.08%,脉石矿物主要为石英岩、云母、长石类矿物,导致SiO2、Al2O3、Fe2O3占比较高,约占71.97%;钼精选尾矿中铜物相如表2所示,硫化铜占比97.81%,其中原生硫化铜占59.54%,次生硫化铜占38.27%,是主要回收的铜矿物。

表2 钼精选尾矿中铜物相分析
通过岩矿鉴定分析钼精选尾矿如图1所示,非金属矿物主要以石英(45%)、斜长石-钾长石(15%)、绢云母(15%)为主,少量黑云母(3%)、白云母(1%)、方解石(1%)等,总含量为80%左右;金属矿物主要为黄铁矿(Py)含量约15%,不规则碎粒状,多见单晶粒零散分布如图1(a),可被黄铜矿包裹交代如图1(b),粒径为0.005~0.1mm之间;黄铜矿(Cp)含量约5%,不规则碎粒状,多见单晶粒零散分布如图1(c),可包裹交代黄铁矿如图1(b),与磁黄铁矿连晶,部分黄铜矿中分布有细粒闪锌矿如图1(d),粒径为0.005~0.05mm之间。
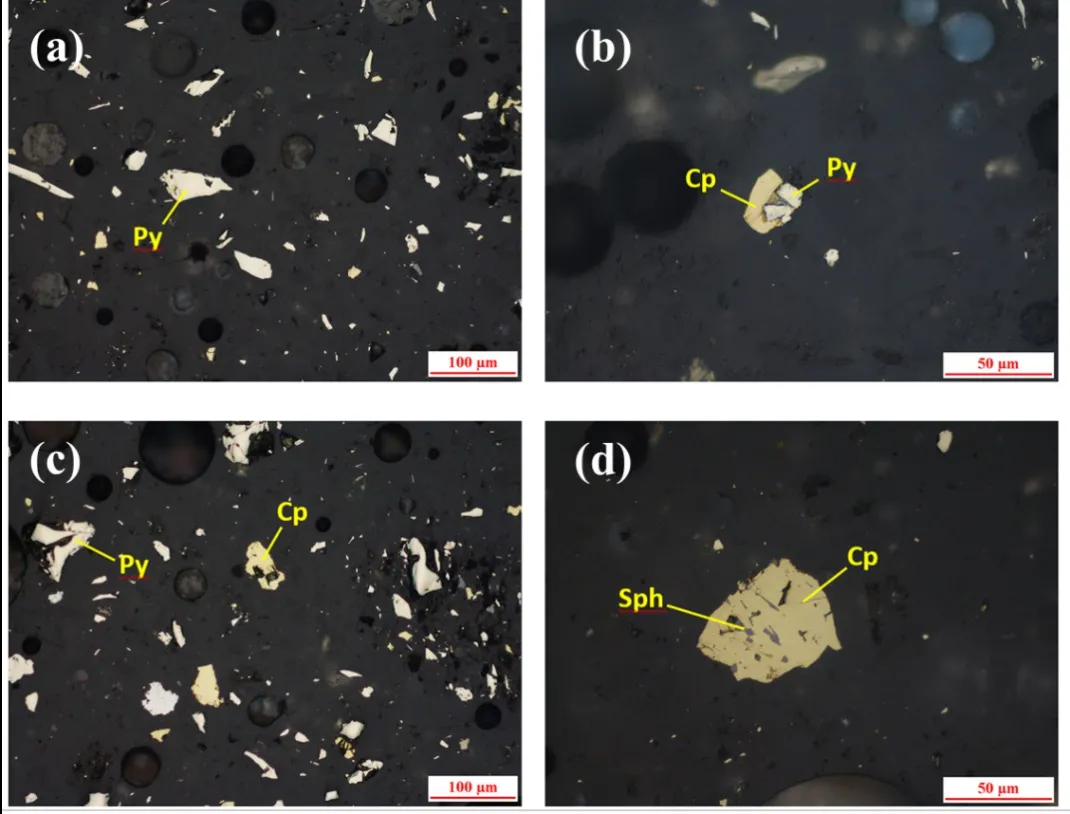
图1 钼精选尾矿岩矿鉴定
(2)试验设备及药剂。磨矿试验采用为XMQφ240mm×90mm锥形球磨机;浮选试验中粗选、扫选采用单槽XFDIV-3.0L浮选机,精选采用XFDIV-0.5L浮选机。
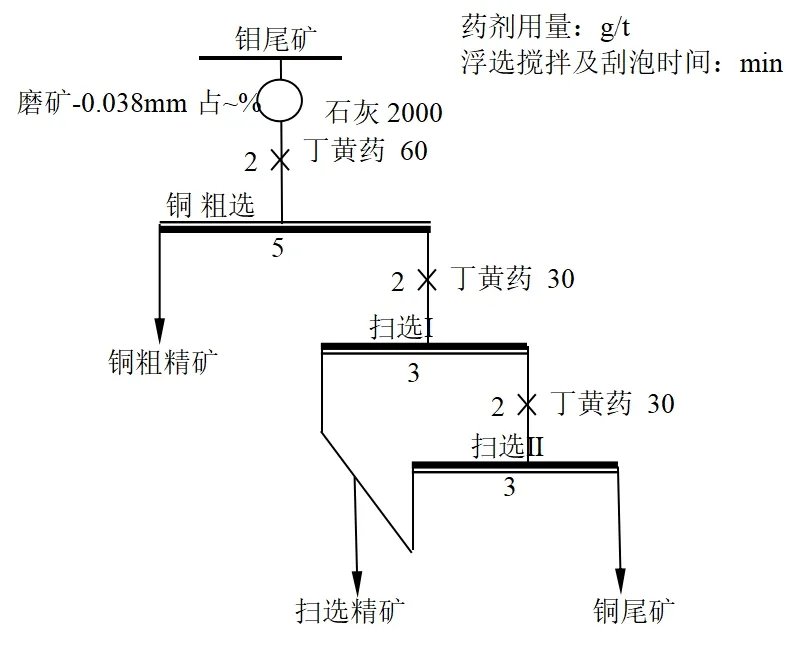
图2 磨矿细度试验流程
试验所用药剂中抑制剂为石灰,捕收剂为丁基钠黄药,起泡剂为2#油用量15g/t,均为工业纯。
(3)浮选条件试验。磨矿细度、石灰用量、丁基黄药用量的条件试验采用一次粗选二次扫选的工艺流程,加药点及作用时间如图2所示。
2.试验结果与讨论
(1)粗选磨矿细度试验。通过前文岩矿鉴定的经镜下观察,钼尾矿中有部分细粒嵌布的铜矿物尚未单体解离,为了确定铜浮选合适的入选粒度,进行磨矿细度试验,石灰用量2000g/t、粗选丁黄药用量60g/t,扫选Ⅰ和扫选Ⅱ用量为30g/t,工艺如图2所示。
由表3可知,随磨矿细度的增加,铜粗精矿的铜品位和回收率均上升,当磨矿细度-0.038mm含量大于89.0%时,铜精矿的铜品位和回收率增速变缓。因此,确定适宜的磨矿细度为-0.038mm占89.0%。
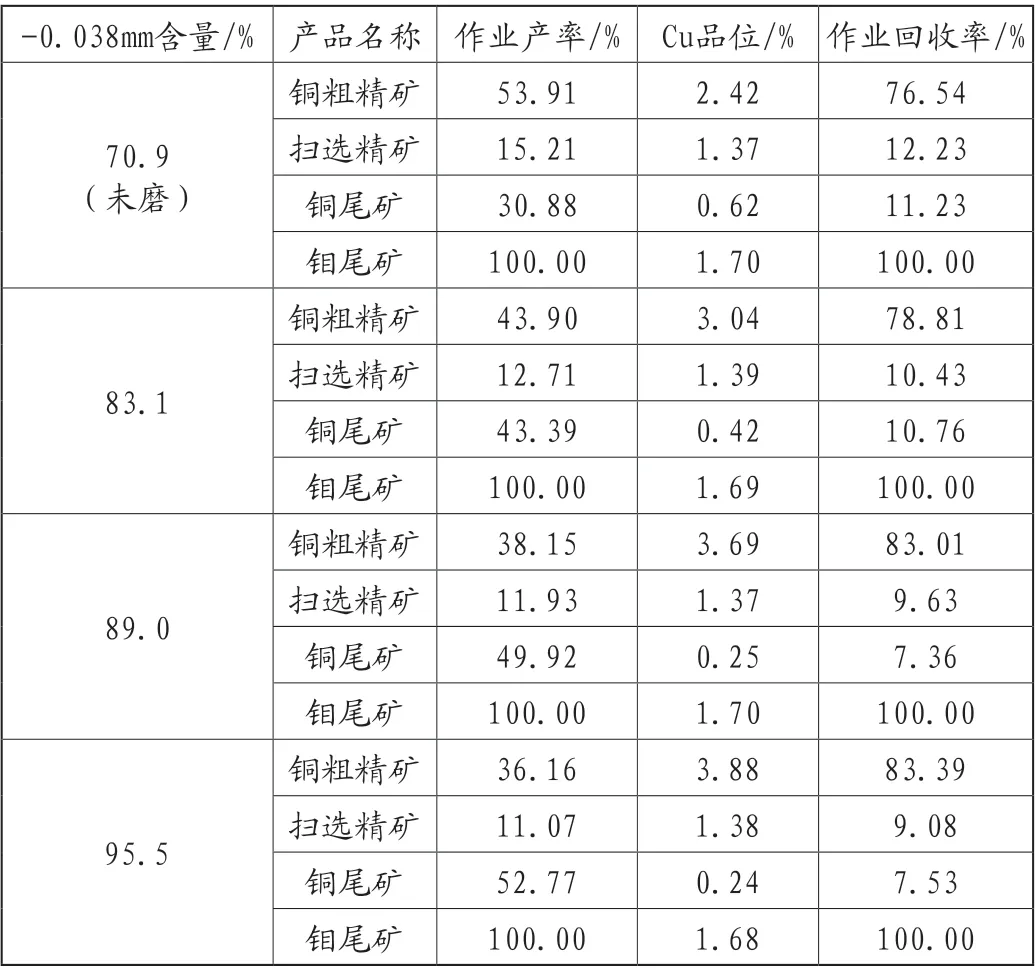
表3 铜粗选磨矿细度试验结果
(2)粗选石灰用量试验。钼精选尾矿中除铜矿物外,主要硫化矿物为黄铁矿,为获得高品质铜精矿,铜硫分离是关键。当磨矿细度-0.038mm占89.0%,粗选丁黄药用量60g/t,扫选Ⅰ和扫选Ⅱ用量为30g/t,石灰为变量,工艺如图2所示。
由表4可知,石灰用量的增加可以提高铜粗精矿的铜品位,同时降低铜的回收率,即石灰可以有效抑制硫化铁等伴生金属矿物,从而提高铜精矿品位,但过多使用石灰抑制最终对铜金属的回收有影响。综合考虑,确定铜粗选石灰用量为3000g/t为宜。
(3)捕收剂丁黄药用量试验。选择丁黄药为铜捕收剂,当磨矿细度-0.038mm占89.0%,石灰用量为3000g/t,丁黄药粗选、扫选用量为变量,工艺如图2所示。由表5可知,随捕收剂丁黄药用量增加,粗精矿中的铜回收率呈上升趋势而品位呈下低趋势。综合考虑,确定丁黄药用量为180g/t,其中粗选90g/t,扫选Ⅰ、扫选Ⅱ均为45g/t。
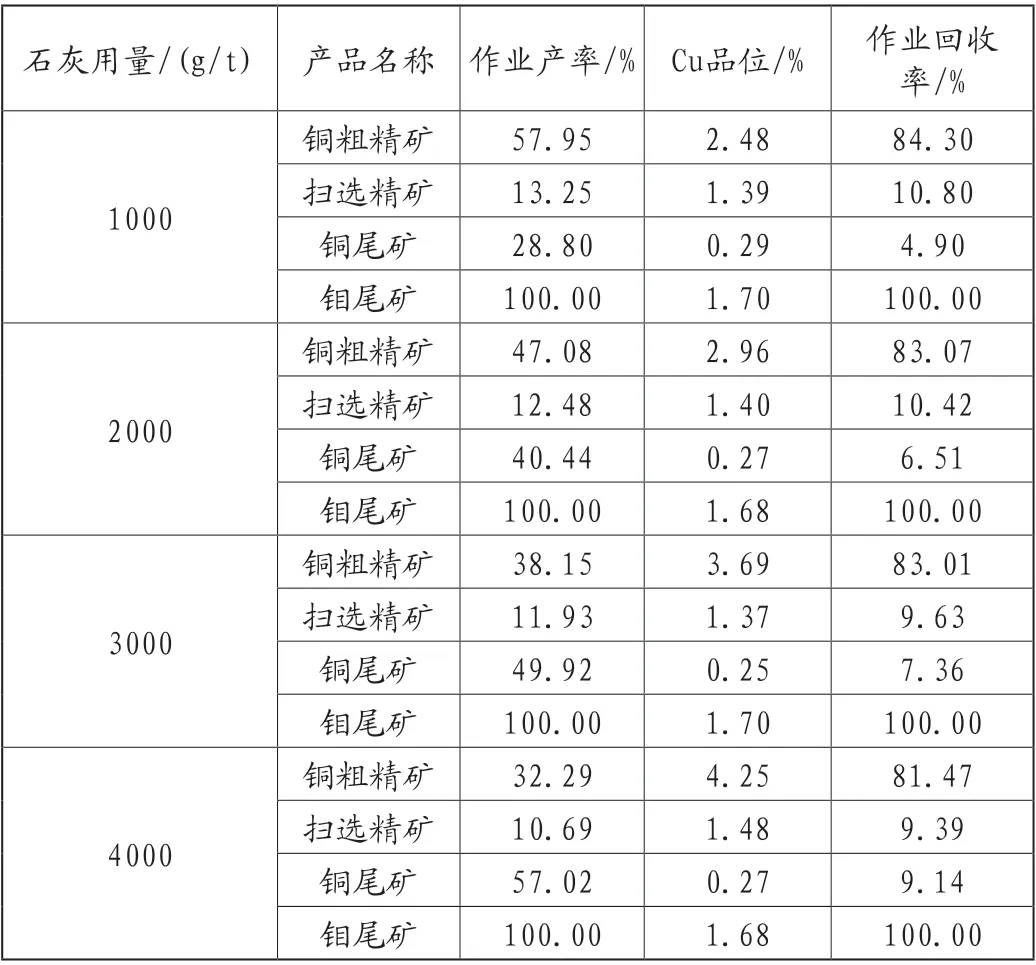
表4 铜粗选石灰用量试验结果

表5 丁黄药用量试验结果
(4)铜粗精矿精选试验。通过前文的条件试验,为进一步探索粗精矿铜品位提高的可能性,进行了铜浮选粗精矿的精选试验,依次采用三次精选试验,三次精选尾矿合并作为精选尾矿,并在精Ⅰ和精Ⅱ分别添加500g/t和300g/t的石灰,试验结果为铜品位大幅提升,从3.69%提高到24.85%,接近铜精矿标准的二级品;铜精矿作业回收率达46.74%,而精选尾矿的作业回收率为53.26%,仍然较高,需要增加扫选来进一步回收。
(5)铜浮选闭路试验。通过分析流程结构及药剂对中矿产率及金属走向的影响,在单元条件试验基础上,通过开路流程一段磨矿一次粗选二次扫选三次精选二次精扫选开路试验下得到钼尾矿强化回收铜精矿的闭路试验流程如图3所示。

图3 铜浮选闭路试验
通过对钼尾矿再磨一次粗三精二扫的闭路工艺流程,最终获得铜精矿产率为5.78%,品位为21.15%,作业回收率为72.86%的指标。
3.结论
(1)本研究以黑龙江某铜钼混合浮选后钼精选的尾矿作为选铜的原料进行强化回收,Cu品位为1.08%,铜物相中硫化铜占比97.81%,其中原生硫化铜占59.54%,次生硫化铜占38.27%,是主要回收的铜矿物;脉石矿物主要为石英岩、云母、长石类矿物。(2)采用钼尾矿再磨-0.038mm占89%是实现铜解离的关键条件,确定粗选条件下抑制剂氧化钙用量3000g/t,捕收剂丁黄药90g/t,2#油15g/t的药剂制度。(3)通过一次粗选三次精选二次扫选的工艺流程,最终可获得精矿产率为5.78%,铜品位为21.15%,回收率为72.86%的良好指标。
