水布垭电厂3号机组扩修改造后的检修处理
2023-02-22江旭
江 旭
(湖北清江水电开发有限责任公司,湖北 宜昌 443000)
1 机组情况介绍
湖北清江水布垭电厂是清江流域开发的龙头电站,位于湖北省恩施土家族自治州巴东县水布垭镇,总装机容量1 840 MW,地下厂房安装4台单机460 MW的水轮发电机组,最大水头203 m,额定水头170 m。具有多年调节能力,在华中电网中作为骨干调峰调压调频电厂。且由于地理位置独特电厂机组还是电网系统重要的事故备用机组和国调的紧急调度设备[1]。
水布垭电厂3号机组扩修,发电机机械部分改造项目如下:
1)定子重新叠片,更换定子线棒;
2)定子铁芯穿心螺杆绝缘套管结合方式优化;
3)更换推力轴承挡油管;
4)加装推力外循环油泵及管路;
5)推力瓦底部内径方向增加限位销定;
6)镜板与推力头检查同轴度,重新加工定位销钉;
7)更换高压油顶起装置;
8)下导轴承外油槽扩孔;
9)磁极撑块结构改造;
10)更换发电机转子中心体;
11)更换机组空冷器和制动器;
12)机组重新调轴线,定中心。
水布垭3号机组扩修改造于2019-09-02日开工,2020-05-23日完工,总历时265 d,机组满负荷安全稳定运行近5个月时间,迎来了第一次C级检修。
2 机组扩修前后性能分析
2.1 机组稳定性分析
2.1.1 机组各部轴承摆度分析
3号机组扩修前后,带固定负荷100、330、400 MW及460 MW稳定运行时各部轴承摆度及电厂机组各部轴承摆度允许限值如表1、表2所示。
由表1、表2可以看出,3号机组在扩修前后带固定负荷100、330、400 MW及460 MW时,各部轴承摆度均不大,均远小于各部摆度允许限值。但在相同负荷下,扩修后上导、下导摆度高于扩修前;水导Y向摆度略低于扩修前,因扩修前水导X向测点故障,水导X向扩修前后数据无法比较。
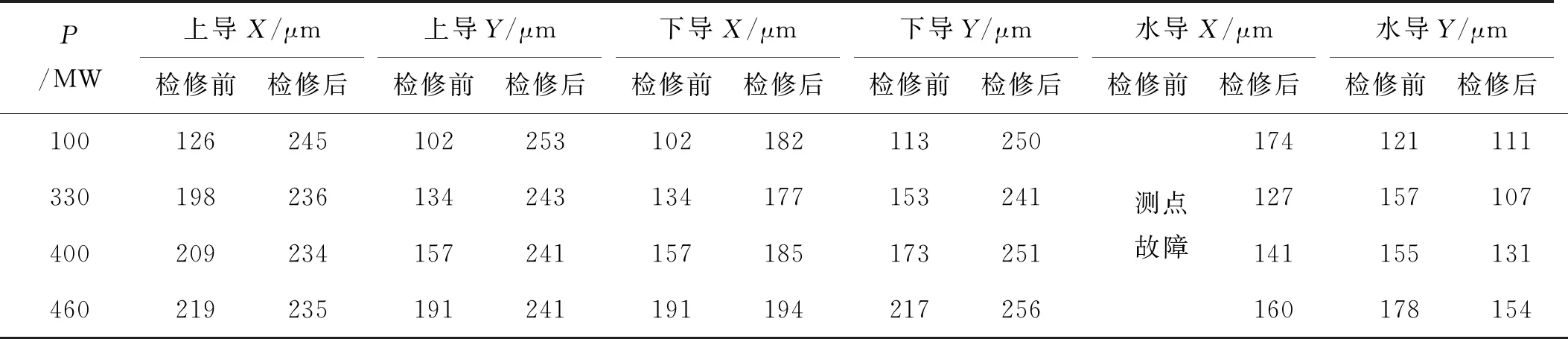
表1 3号机组扩修前后带固定负荷时各部轴承摆度值

表2 水布垭电厂机组各部摆度允许限值 μm
2.1.2 机组机架及顶盖振动分析
3号机组扩修前后,电厂机组机架及顶盖振动允许限值和带固定负荷100、330、400 MW及460 MW稳定运行时机架及顶盖振动值如表3、表4所示。
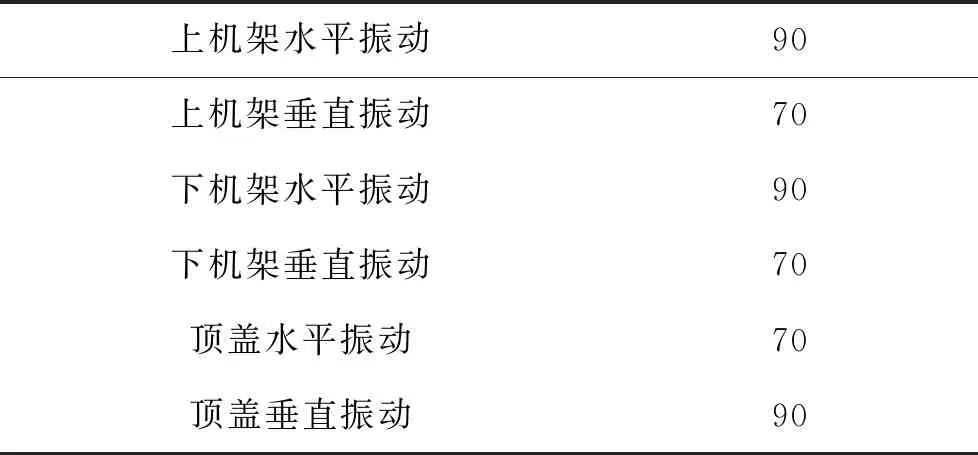
表3 水布垭电厂机组机架及顶盖振动允许限值 μm

表4 3号机组带固定负荷时机架及顶盖振动值
由表3、表4可以看出,3号机组扩修前后在带固定负荷100、330、400 MW及460 MW时,机架及顶盖振动值均在允许限值内。其中,在同一负荷下扩修后上机架X、上机架Y、下机架Z振动略高于扩修前;上机架Z、顶盖X、顶盖Y、顶盖Z振动低于扩修前。因扩修前下机架X测点故障、扩修后下机架Y测点故障;无法对其进行比较。
2.1.3 机组定子振动分析
3号机组扩修前后,带固定负荷100、330、400 MW及460 MW稳定运行时定子铁芯振动值如表5所示。
水布垭电厂机组额定转速为150 r/min,根据《GB/T 7894-2009 水轮发电机基本技术条件》规定,定子铁芯振动(100 Hz双振幅值)允许限值为30 μm,由表5可以看出,3号机组扩修前后带固定负荷时定子铁芯水平、垂直振动均在国标范围内[2]。其中,扩修后铁芯水平1、铁芯垂直3方向振动值高于扩修前。因扩修前定子铁芯垂直2测点故障、扩修后铁芯垂直1测点故障,无法对这两组数据进行比较分析。
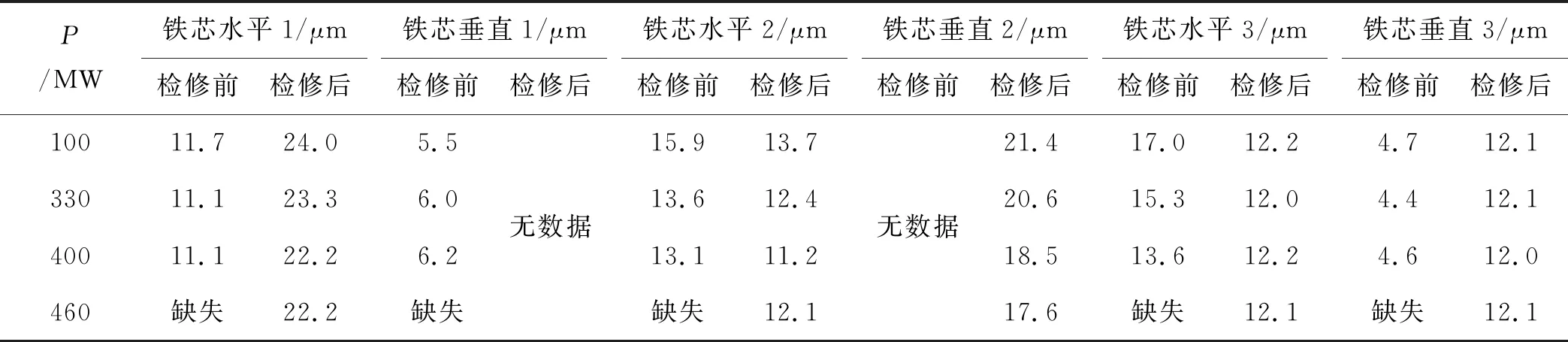
表5 3号机组扩修前后带固定负荷时定子铁芯振动值
2.2 机组各部轴承温度分析
3号机组扩修前后,机组连续满负荷运行时,分别选取上导、推力、下导、水导瓦温较高的6块进行最高瓦温统计,详细统计结果见表6、表7所示。

表6 3号机组扩修前满发时最高瓦温统计表 ℃

表7 3号机组扩修后满发时最高瓦温统计表 ℃
3号机组扩修前后连续满发运行时,各部轴承瓦温均在正常范围。扩修后推力、下导最高瓦温较扩修前下降明显,其中推力瓦下降约3℃、下导瓦下降约5℃。但上导、水导最高较扩修前升高;其中上导瓦上升约5℃、水导上升约2℃。
3 本次检修发现的主要问题
3.1 发电机定子铁芯穿心螺杆松动问题
3.1.1 问题概述
水轮发电机定子铁心通常采用穿心螺杆固定定子铁心叠片,以承受电磁转矩和交变磁场产生的作用力,水布垭定子铁芯穿心螺杆直径为M24,原穿心螺杆使用绝缘套管进行防护,每根螺杆上套3根绝缘套管,绝缘套管长640 mm,机组运行过程中,绝缘套管接缝位置可能发生错位,出现缝隙,缝隙位置可能进入灰尘、水汽、油雾等,此现象长期存在可能造成穿心螺杆接地问题;去年扩修,厂家对绝缘套管进行了优化避免了此问题的发生,在本次检修过程中对定子穿心螺杆进行绝缘检查,其数据值合格,但在穿心螺杆把紧抽查的过程中发现除66、80、96、97号穿心螺杆为紧固之外其余156根穿心螺杆均出现不同程度的松动现象。
3.1.2 原因分析
经分析,认为定子铁芯较长,个别部位定子扇形可能存在卡片或在叠片过程中存在微小的间隙,在定子铁芯压紧时,螺杆上端的预紧力难以完全传递到铁芯下端,机组运行一段时间后,由于电磁振动等多方面原因,铁芯穿心螺杆会出现松动现象。
3.1.3 处理办法
本次检修采用新的工艺进行处理,改用液压拉伸器对松动的穿心螺杆进行紧固,其预紧力范围可控,扇形片间压力均匀可控,压紧效果更好,按指挥部指导意见,采用分段拉伸的办法对螺杆进行拉伸,最终拉伸压力值达到30 MPa,拉伸完毕后安装背帽并做好标记。
3.1.4 建议事项
建议定子铁芯在叠片过程中加强工艺控制,避免卡片或存在间隙现象。
3.2 下导轴承导瓦拉伤问题
3.2.1 问题概述
水轮发电机导轴承的作用是承受机组转动部分的径向机械不平衡力和电磁不平衡力,使机组轴线在规定数值范围内摆动,3号机组下导瓦共有16块,其中有15块是更换的新瓦,1块是旧瓦,本次检修过程中发现水布垭电厂3号机组所有下导瓦均出现不同程度的拉伤痕迹,具体情况见图1。

图1 下导瓦拉伤示意图
3.2.2 原因分析
发现问题后,迅速对瓦面和轴领进行检查,在瓦面和油槽底部发现焊接遗留下来的金属颗粒,该金属颗粒是导致下导瓦拉伤的主要原因,具体可见图2,事后经过分析,一致认为金属颗粒是下导外油槽操作孔扩孔焊接完毕后没有及时清理干净而遗留下来的。
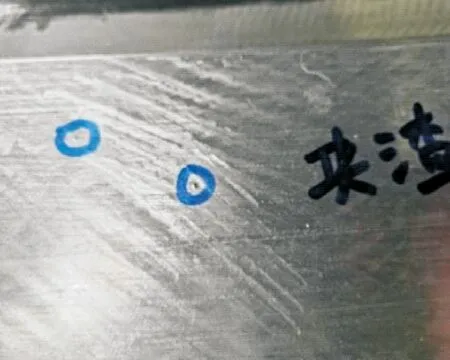
图2 瓦面夹的金属颗粒图
3.2.3 处理办法
下导轴承导轴瓦出现拉伤后,应指挥部要求,将16块下导瓦全部抽出来进行检查处理,具体处理步骤如下[3]:
1)仔细将夹在瓦面巴氏合金中的金属颗粒找出并用刮刀剔除;
2)将瓦面拉出的沟槽痕迹用刮刀推平并用刀花破开;
3)将瓦面受力面积大的地方进行刮花处理;
4)用白洁块、酒精和绸布对瓦面进行打磨清洗;
5)检查下导轴领,对轴领上出现的毛刺的部位进行打磨处理,处理完毕后用酒精和绸布擦拭干净;
6)重点检查下导油槽,用面团仔细清扫,将遗留在下导油槽的金属颗粒清理出去;
7)由于本次检修转动部分重新推中心,下导瓦处理完毕后,抱瓦重新分配瓦间隙,按单边0.33 mm进行调整。
3.2.4 建议事项
建议在下导外油槽扩孔焊接完毕后用面团仔细对油槽进行清扫。
3.3 发电机磁极撑块拉紧螺杆松动问题
3.3.1 问题概述
水布垭电厂机组投产运行后曾经出现过磁极线圈侧向开裂现象,为此根据厂家意见在磁极之间增加了绝缘撑块,该撑块采用环氧酚醛玻璃布板作为支撑体,在支撑体上用螺栓和螺母固定U型钢架,将螺母焊接到钢架上,采用穿过磁轭的拉紧螺杆受力,最终用螺母固定在磁轭内圆上,其效果图如图3所示,本次检修过程中发现有18根拉紧螺杆松动。
图3 撑块效果图
3.3.2 原因分析
经理论分析和现场勘查,总结出以下三条原因:
1)机组运行期间,磁极线圈热胀冷缩,相邻磁极之间位置出现微小变化导致螺杆松动;
2)磁极撑块拉紧螺杆安装时没有严格按照图纸设计要求的力矩把紧(上次改造过程中在撑块拉紧螺杆的把紧操作上,无数据记录,无防松标记);
3)磁极撑块两端缺乏防松动的措施。
3.3.3 处理办法
针对3号机组扩修改造后磁极撑块拉紧螺杆松动问题,采用120 N·m力矩将所有拉紧螺杆重新把紧一遍并做好防松动记号,把紧前后螺帽带着螺杆旋转了近1/4圈。
3.3.4 建议事项
为了防止在后面机组改造过程中出现同样的问题,提供以下几条建议供参考:
1)设备施工方和设备管理方做好撑块拉紧螺杆把紧数据的收集工作,不能以口头传达为依据,做好相应数据的收集和归档;
2)建议在撑块拉紧螺杆的两端做好防松动措施,比如:拉紧螺杆回装时在撑块头部螺帽里面打上螺纹紧固胶,将拉紧螺杆背帽点焊在方形支撑块上;
3)拉紧螺杆把紧完毕后用记号笔在相应的位置做好记号。
3.4 发电机推力瓦温度高问题
3.4.1 问题描述
水布垭电厂推力轴承采用小弹簧支撑形式,共有20块推力瓦,每块瓦下面有92根小弹簧,总共计有1 840根弹簧;在之前的扩修改造中,3号机组更换了19块新备品推力瓦,更换了部分备品小弹簧,完成了推力外循环冷却管路的改造,高压油顶转子装置的改造,镜板返厂研磨等工作;扩修改造完成后开机,机组推力瓦整体温度比改造前降了几度,机组甩油状况得到了改善,但4、12、16、20号推力瓦温度偏高。
3.4.2 原因分析
打开推力油槽方门,抽取温度高的16号和20号推力瓦,检查发现瓦面呈现出受力较大的5道磨痕,推力瓦出油边较进油边受力大,抽取推力瓦温度正常的2号和10号推力瓦,检查发现瓦面也呈现出受力较大的5道磨痕,其磨损痕迹较温度高的推力瓦浅,由于在扩修改造时,推力瓦和小弹簧回装时没有做相关的原始数据测量记录,缺乏数据支撑,厂家和检修人员很难准确的分析出其温度高的原因,只能根据推力瓦表面磨损情况来进行处理,推力瓦磨损情况见图4所示。
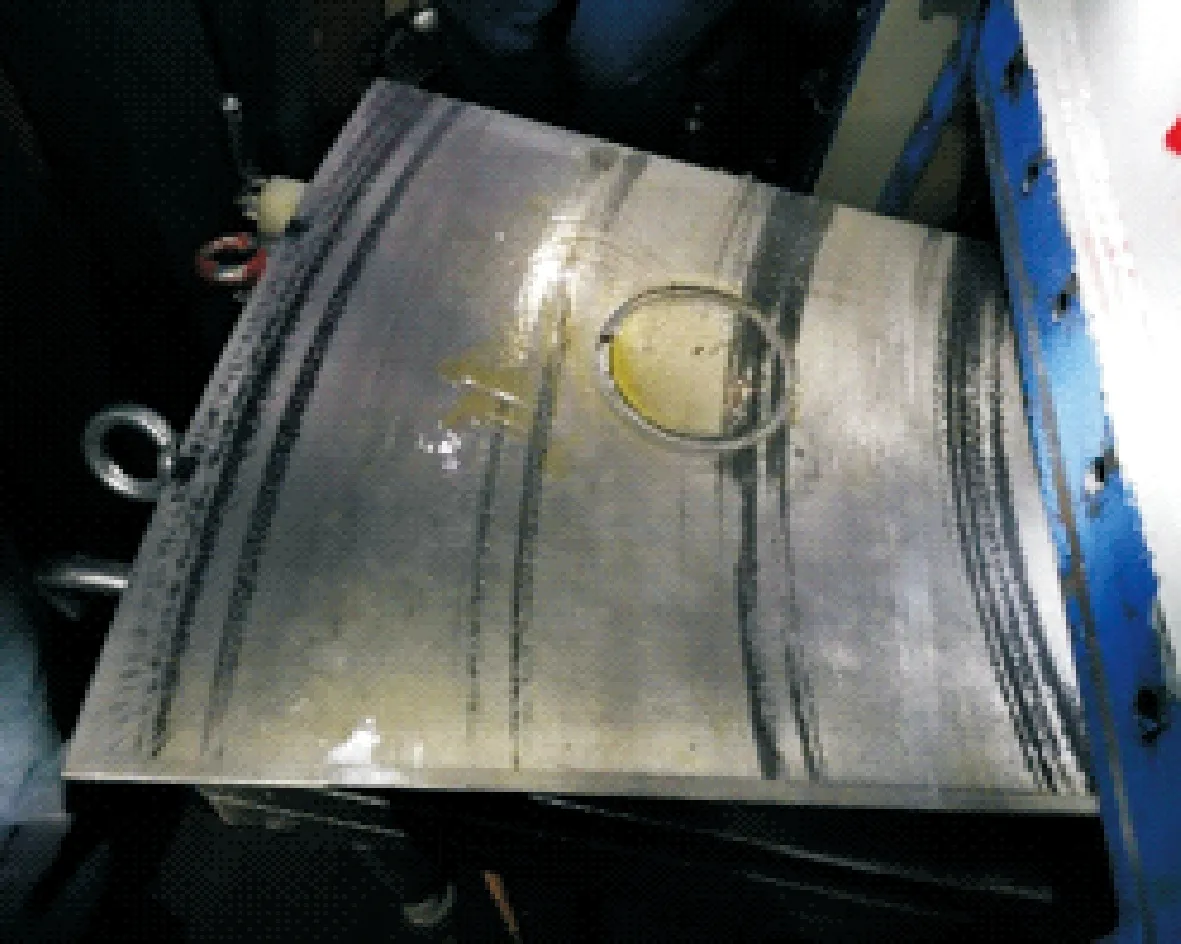
图4 推力瓦磨损示意图
3.4.3 处理办法
由于缺乏原始数据,问题出现后,只能根据推力瓦瓦面所呈现的问题进行处理,经指挥部会议讨论决定,对4块温度高的推力瓦瓦面磨损部位进行打磨处理并修刮其进油边的宽度和深度。
3.4.4 建议事项
为了防止后面机组改造过程中出现同样的问题,提供以下几条建议供参考:
1)镜板返厂研磨后,请加工厂家出示镜板研磨前后的检验报告;
2)建议整体更换推力小弹簧或全部使用旧推力小弹簧,若条件有限只能更换部分小弹簧,要将更换过小弹簧的部位和小弹簧更换的数量做好记录;
3)更换新推力瓦时,要准确测量推力瓦厚度、油室深度、RTD孔深度和推力瓦油膜厚度,将推力瓦进油边宽度和深度修刮至标准要求值[4];
4)将推力瓦解体,清扫其油路部分;
5)推力瓦回装之前,用面团仔细清扫推力轴承油箱。
3.5 磁极键安装问题
3.5.1 问题描述
本次检修发现3号机组磁极键打紧后,扩修改造人员将过长的主键和副键进行切割,切割完毕后主键留的短而副键留的长(副键高度高于主键),磁极键焊接处理是将主键点焊在磁极上,副键点焊在磁轭上,此操作方法给后续检修带来极大的麻烦,下次检修磁极键安装时,工作人员需要对副键再次进行切割方能将主键安装到位。
3.5.2 建议事项
为了方便机组后面检修,提供以下两条建议供参考:
1)磁极健打紧后,切割时将主键留长副键留短,方便检修时打键,避免再次切割副键;
2)磁极键点焊时,建议将主键点焊在副键上,避免将主键点焊在磁轭上。
4 结 语
水布垭电厂3号机组扩修改造,发电机部分是整体外包,通过本次检修,发现发电机改造过程中部分改造安装项目存在着无数据记录现象,如更换推力瓦时,没有进行推力瓦厚度测量、油室深度测量,安装磁极撑块拉紧螺杆时没有按设计力矩紧固并做记录等,为此,建议后续机组扩修改造时对以下项目做详细检查记录:
1)更换推力瓦和小弹簧时,做好推力瓦厚度、油室深度测量并按要求研刮推力瓦进油边,小弹簧高度须抽样检查并做好安装位置记录;
2)下导轴承外油槽扩孔后,须对油槽进行仔细清扫;
3)磁极撑块拉紧螺杆紧固力矩须做好详细记录;
4)改变磁极键切割方式和点焊位置;
5)强化推力瓦径向限位块防松措施;
6)做好大轴联轴螺栓实际拉伸值的记录。
