媒染对柿漆棉织物颜色与性能的影响
2023-02-21孙晓楠王利君
孙晓楠, 王利君,b,c
(浙江理工大学 a.服装学院; b.浙江省服装工程技术研究中心; c.丝绸文化传承与产品设计数字化技术文化和旅游部重点实验室,杭州 310018)
柿漆是一种传统染料,由青柿子榨汁发酵而成,在传统工艺中柿漆多用作防水、防腐、黏合剂,用作染料得到的颜色会随着氧化逐渐加深。柿漆主要成分为柿单宁,能够与金属盐反应形成颜色物质,呈现出丰富色彩,尤其与铁盐反应色彩变化较大。柿单宁在空气中能够氧化成难溶于水和酒精的高分子化合物,因此柿漆染色织物表面具有涂层和染色双重效果,抗紫外线性能优异[1-3]。张樱等[4]将柿漆对桑蚕丝织物直接染色,得到的织物颜色呈现出浅棕色至深棕色,其中pH值对色相影响较大;梁晓颖等[5]将柿漆直接染色棉织物时,随着染色次数的增加,织物颜色从茶色逐渐变成深茶色。以上研究说明,柿漆直接染色织物颜色色调较单一。在日本流行的柿黑染,即用铁浆媒染,织物颜色呈现出黑色;绿矾与柿漆同媒染在棉织物上呈现出浅灰色[6];钱红飞[7]用茶多酚染色蚕丝,采用绿矾作为媒染剂,织物呈现紫褐色,明矾为媒染剂时织物为浅棕色,且媒染处理织物的色深值较高;刘晓辰等[8]用紫檀色素染色羊毛纤维,选择氯化亚铁作为媒染剂,得到羊毛织物色相呈现黑色调;张驰等[9]用茜草色素对桑蚕丝织物进行媒染发现,亚铁盐类媒染剂得到的织物颜色呈紫色,其中同媒法中pH值对颜色的影响较大;余艳娥等[10]用儿茶素对桑蚕丝织物媒染,明矾做媒染剂时织物的K/S值不高,硫酸亚铁媒染时明显提高了染料的上染;Eser等[11]研究荨麻叶对棉织物采用铁盐、铝盐媒染,能够获得多达27种不同的色调。以上研究均指出媒染不仅能够丰富染色织物的色调,也提升了染色织物的K/S值,但缺少对媒染织物服用性能的进一步分析。
因此,本文选择铁盐类媒染剂(绿矾),采用直接染色、前媒染及后媒染染色方式研究柿漆媒染棉织物色调的多样性,通过调节工艺参数和媒染方式得到色彩丰富的棉织物。探究不同因素对K/S值的影响,通过正交实验优化染色工艺,并分析最优工艺下柿漆媒染对棉织物耐用性、热湿舒适性、色牢度和抗紫外线等服用性能的影响。
1 实 验
1.1 材料及仪器
平纹纯棉织物(市售),柿漆(北京植染时蓝有限公司),七水合硫酸亚铁(绿矾,分析纯)、碳酸钠(天津市致远化学试剂有限公司)。织物规格如表1所示。
ME204电子天平(上海巴玖实业有限公司),Datacolor 500电脑测色配色仪(美国Datacolor有限公司),UV-2000F紫外线防护系数测试仪(美国Labsphere公司),Y571D多功能摩擦色牢度测试仪、YG026PC型电子强力机(温州方圆仪器有限公司),数显恒温水浴锅(金坛区西城新瑞仪器厂),YG401H马丁代尔仪、YG033E数字式织物撕裂仪、YG606D型纺织品保暖测试仪、NF3031型纺织品接触瞬间凉感测试仪(宁波纺织仪器厂),FX3300透气测试仪(日本DAIEI公司),YGB871型透湿试验箱(温州大荣纺织仪器有限公司)。
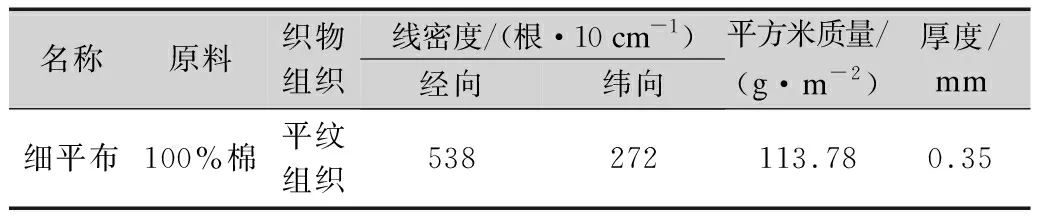
表1 棉织物结构参数Tab.1 Structural parameters of cotton fabrics
1.2 染色工艺
1.2.1 染色过程
染色过程如图1所示。
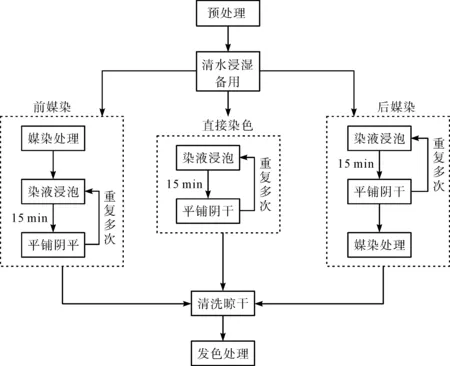
图1 染色过程Fig.1 Dyeing process
1.2.2 染色工艺参数
从染色次数、稀释比例、pH值和日照时间研究染色工艺对颜色的影响,因此设置染色次数为2~10次,染液的稀释比例为1︰1~1︰9,pH值为7~11,日照时间为5~40 h[4-5]。
1.2.3 媒染工艺参数
从温度、质量浓度、处理时间3个方面研究媒染剂对织物上染效果的影响[12]。各参数范围设置媒染温度30~70 ℃,媒染剂质量浓度0.1~0.3 g/L,处理时间10~50 min。
1.2.4 发色工艺
染色完成后将织物用清水清洗,悬挂于太阳下暴晒。柿漆中的柿单宁属于缩合型单宁,能够在日晒条件下与氧气发生反应生成沉淀,染色棉织物随着日照时间的增加,沉淀增多,颜色逐渐加深。
1.3 织物性能测试
1.3.1 颜色表征
使用Datacolor500电脑测色配色仪测试染色棉织物的颜色特征,采用D65光源及10°观察角测定染色织物的L*、a*、b*及波长360 nm下的K/S值。其中L*代表明度,值越大则颜色明度越高;a*代表偏红或偏绿,正值为红光,负值为绿光;b*代表偏黄或偏蓝,正值为黄色,负值为蓝色;K/S值代表颜色深度,值越大则越深。将试样折叠4层,测试不同位置4次,取平均值。
1.3.2 耐用性
根据GB/T 21196.2—2007《纺织品 马丁代尔法织物耐磨性的测定 第二部分:试样破损的测定》标准对试样第一根纱线断裂时的旋转圈数进行测定。
根据GB/T 3917.1—2009《纺织品 织物撕破性能 第1部分:冲击摆锤法撕破强力的测定》标准测试试样的撕破强力。
根据GB/T 3923.1—2013《纺织品 织物拉伸性能 第1部分:断裂强力和断裂伸长率的测定(条样法)》标准测试试样断裂强力及断裂伸长率。
1.3.3 热湿舒适性
根据GB/T 5453—1997《纺织品 织物透气性的测定》标准测试试样的透气性。
根据GB/T 12704.1—2009《纺织品 织物透湿性试验方法第1部分:吸湿法》标准测试实验组合体的质量,根据下式计算试样透湿性。
(1)
式中:WVT为每平方米每天(24 h)的透湿量,g/(m2·d);Δm为同一实验组合体两次称量之差,g;S为试样实验面积,m2;t为实验时间,h。
根据GB/T 11048—1989《纺织品 保温性能实验方法》标准测试试样的克罗值。
采用纺织品接触瞬间凉感测试仪测试织物的凉感系数。
1.3.4 色牢度及抗紫外线性能
根据GB/T 3920—2008《纺织品 色牢度实验耐摩擦色牢度》标准测试试样的干、湿耐摩擦色牢度,用灰色样卡评级。
根据GB/T 18830—2009《纺织品 防紫外线性能的评定》标准对试样的紫外线防护系数(UPF)、长波透过率(UVA)和中波透过率(UVB)进行测试。
2 结果与分析
2.1 媒染工艺对棉织物颜色的影响
采用同一柿漆染色工艺:染色次数6次,染液浴比1︰50,稀释比例1︰5,pH值9,发色日照时间20 h。
2.1.1 媒染温度
设置媒染剂质量浓度0.2 g/L、媒染时间30 min,调整媒染温度30~70 ℃,分析对颜色特征及K/S值的影响,如表2和图2所示。
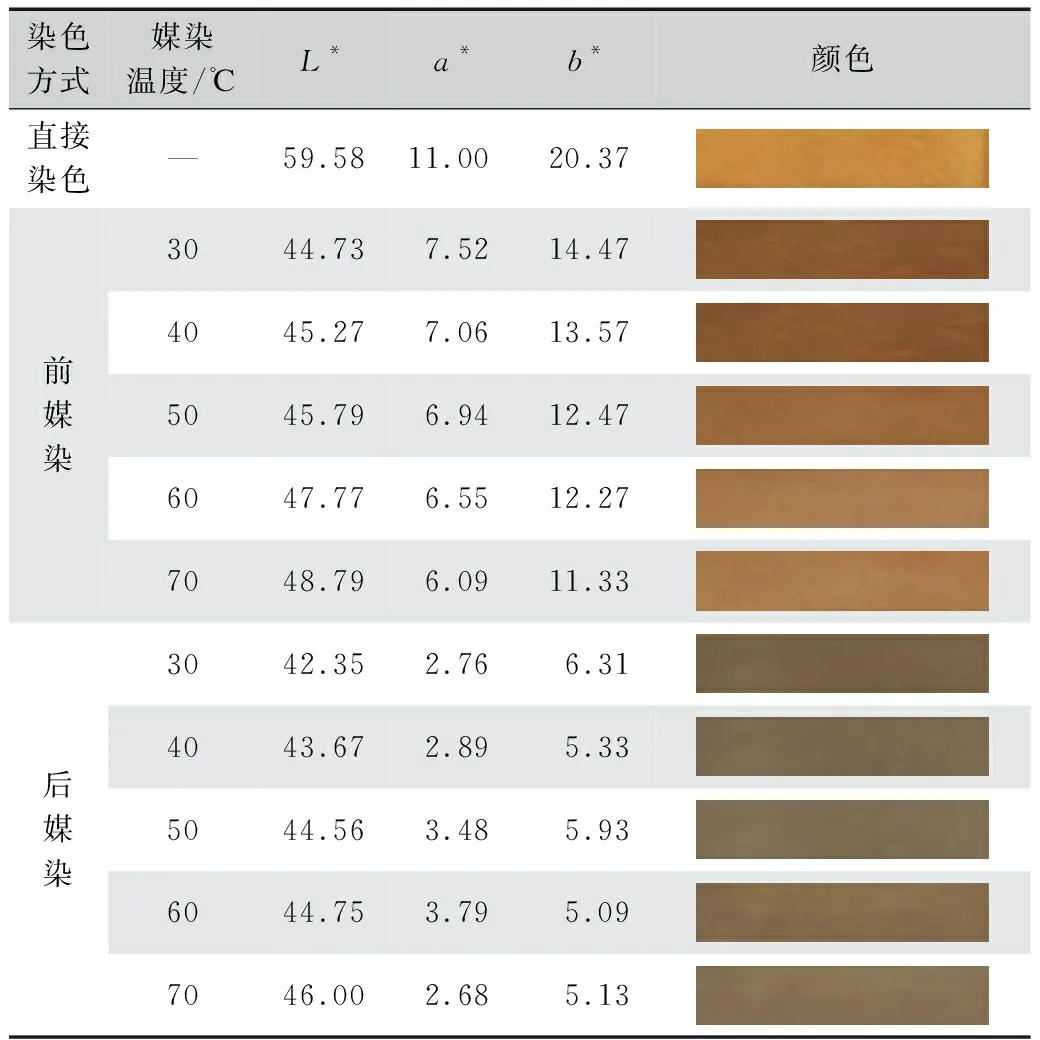
表2 媒染温度对颜色特征的影响Tab.2 Effect of the mordant dyeing temperature on color characteristics
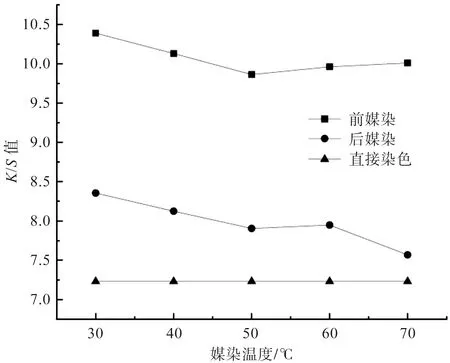
图2 媒染温度对K/S值的影响Fig.2 Effect of the mordant dyeing temperature on K/S values
由表2和图2可知,随着媒染温度的升高,L*值逐渐增加,明度升高;前媒染中a*值下降,红光减弱;b*值下降,黄光减弱,呈茶褐色;后媒染中a*值增加,红光增强;b*值下降,黄光减弱,织物表面的柿单宁与亚铁离子反应生成的单宁酸亚铁能够氧化成单宁酸铁的络合物,从而呈现出蓝黑色;K/S值逐渐降低。绿矾溶于水后在加热的条件下会生成硫酸亚铁沉淀和水,从而降低与柿单宁的反应浓度,因此织物的色相不变,色调变浅。故将媒染温度定为30 ℃。
2.1.2 媒染质量浓度
设置媒染温度30 ℃、媒染时间30 min,调整媒染剂质量浓度0.1~0.3 g/L,分析对颜色特征及K/S值的影响,如表3和图3所示。
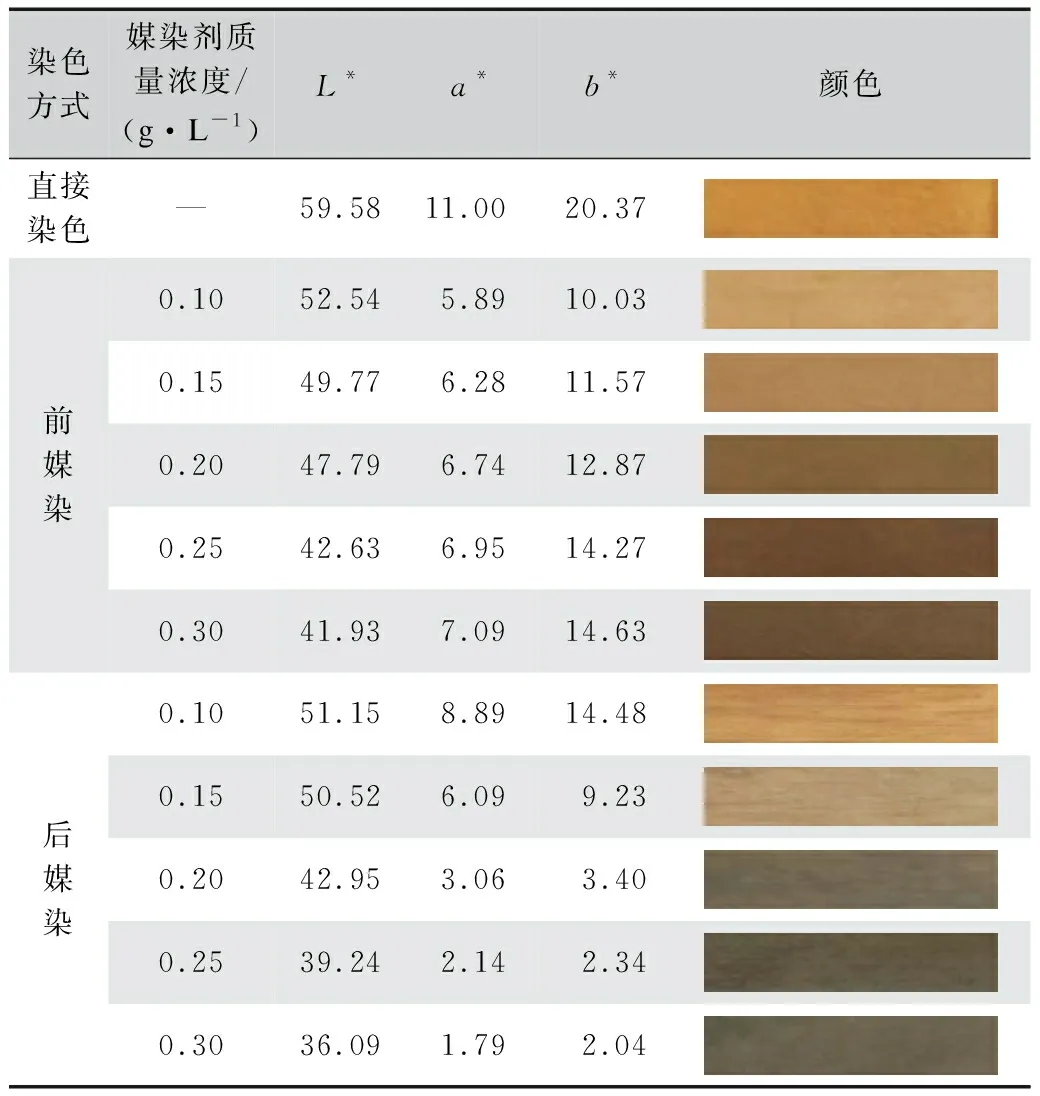
表3 媒染浓度对颜色特征的影响Tab.3 Effect of mordant dyeing concentrations on color characteristics
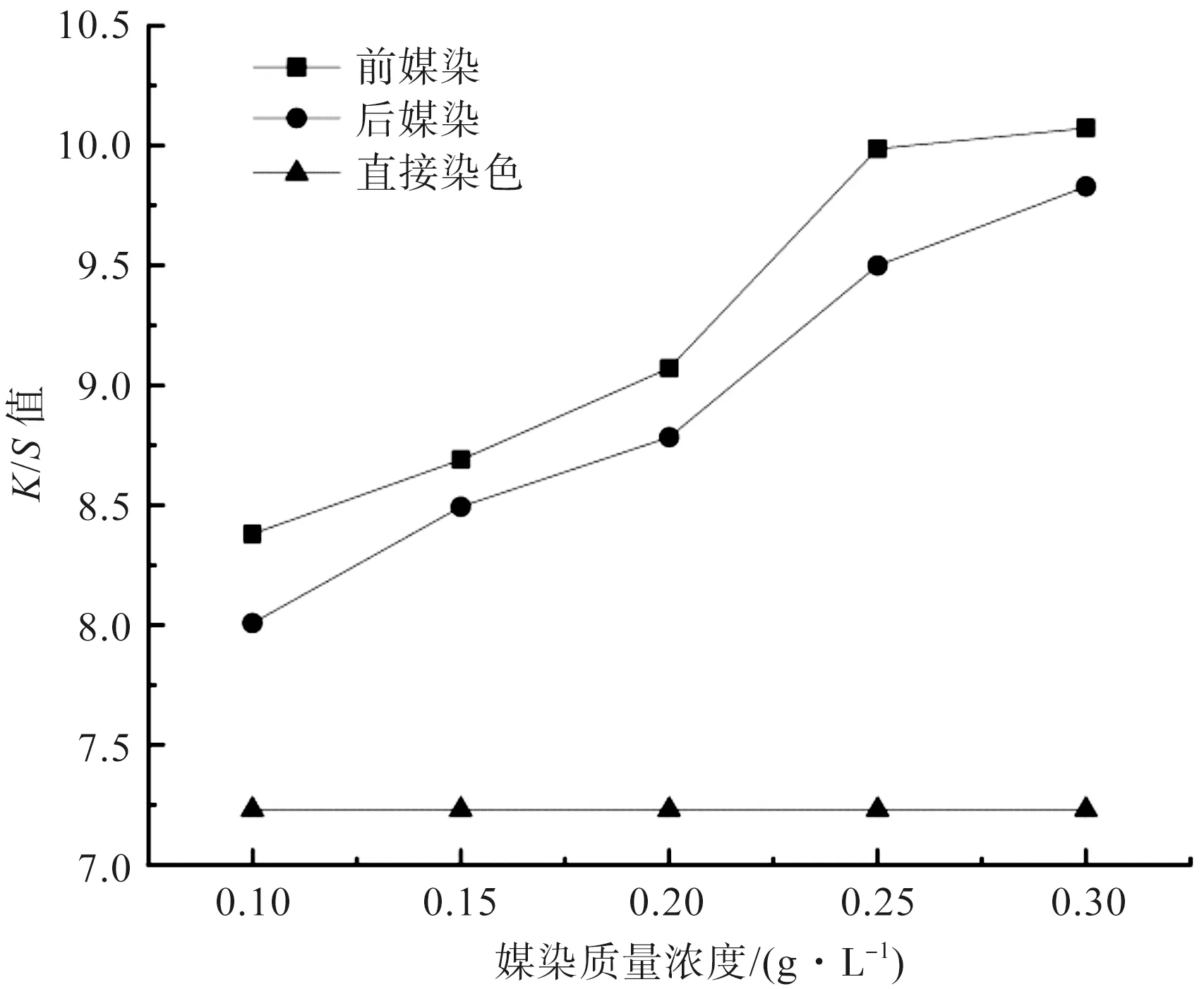
图3 媒染剂质量浓度对K/S值的影响Fig.3 Effect of mordant dyeing concentrations on K/S values
由表3和图3可知,随着媒染剂质量浓度的增加,L*值逐渐下降,明度降低;前媒染中茶褐色调逐渐加深;后媒染中蓝黑色调逐渐加深;K/S值逐渐升高最终趋于平衡,绿矾会与棉织物表面的柿单宁发生反应,生成颜色物质,在媒染剂质量浓度达到定值后,反应完全,K/S值达到最大。故将媒染剂质量浓度定为0.25 g/L。
2.1.3 媒染时间
设置媒染温度30 ℃、媒染剂质量浓度0.25 g/L,调整媒染时间10~50 min,分析对颜色特征及K/S值的影响,如表4和图4所示。
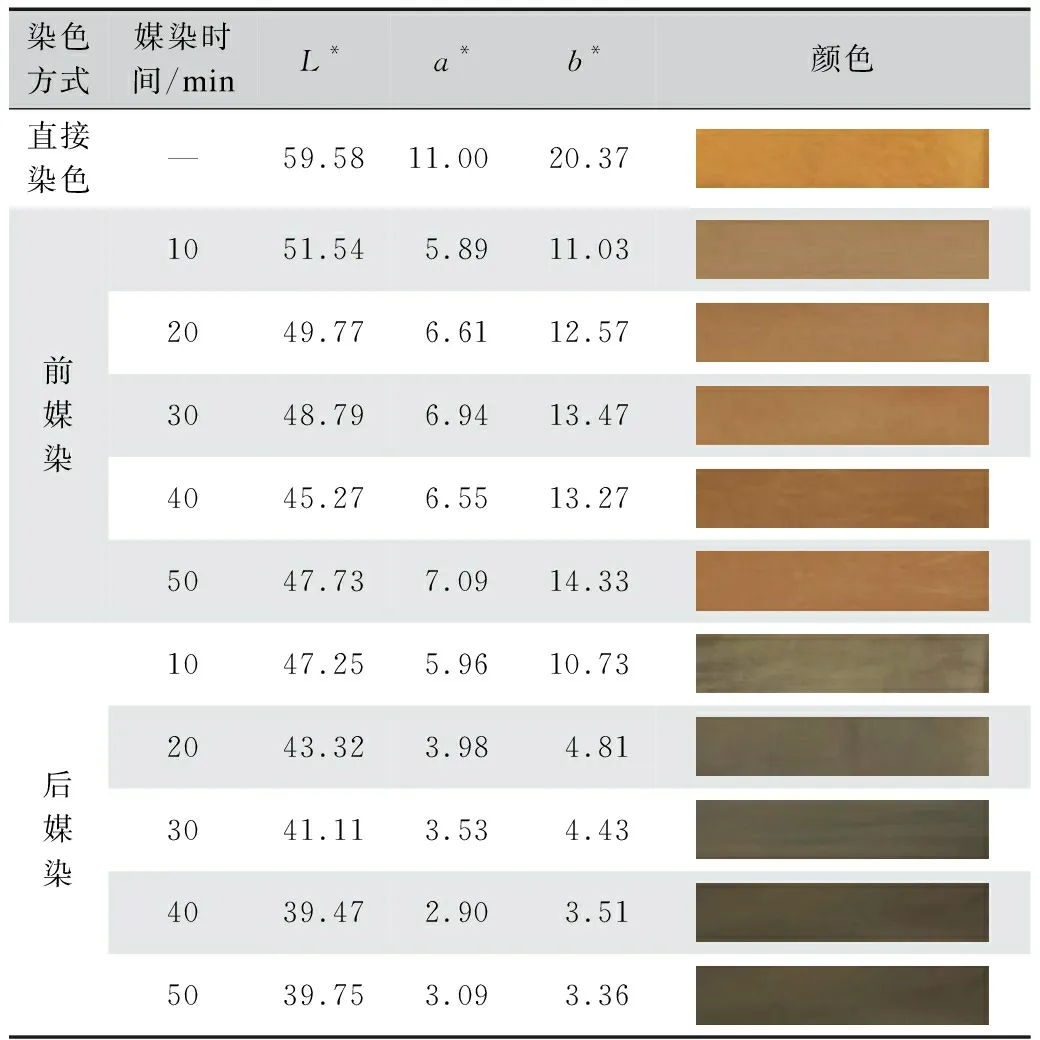
表4 媒染时间对颜色特征的影响Tab.4 Effect of mordant dyeing time on color characteristics
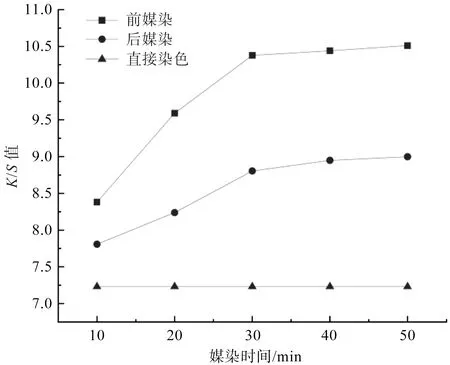
图4 媒染时间对K/S值的影响Fig.4 Effect of mordant dyeing time on K/S values
由表4和图4可知,随着媒染时间的增加,L*值逐渐下降,明度降低;前媒染中a*值、b*值增加,茶褐色调更加明显;后媒染中a*值、b*值下降,蓝黑色调加深;K/S值逐渐升高,在30 min后K/S值增加变缓。媒染时,媒染剂会吸附于棉织物表面,随着时间的增加,吸附趋于饱和[13],织物表面发生反应的物质达到最大,颜色逐渐加深。考虑能耗与成本因素,故将媒染时间定为30 min。
2.2 柿漆媒染染色工艺对棉织物颜色的影响
采用相同的媒染工艺:媒染温度30 ℃,媒染剂质量浓度0.25 g/L,处理时间30 min,分析不同染色方式、染色工艺对柿漆媒染棉织物颜色的影响。
2.2.1 染色次数
配置染液浴比为1︰50,稀释比例为1︰5,pH值为9,发色日照时间为20 h。通过调整染色次数2~10次观察柿染棉织物颜色特征及K/S值的变化,如表5和图5所示。

表5 染色次数对颜色特征的影响Tab.5 Effect of the number of dyeing times on color characteristics
由表5可知,随着染色次数的增加,L*值均下降,直接染色由浅棕色变为深棕色,前媒染由浅褐色变为茶褐色,后媒染的蓝黑色调加深,明度降低;a*值增加,红光增强;b*值增加,黄光增强。
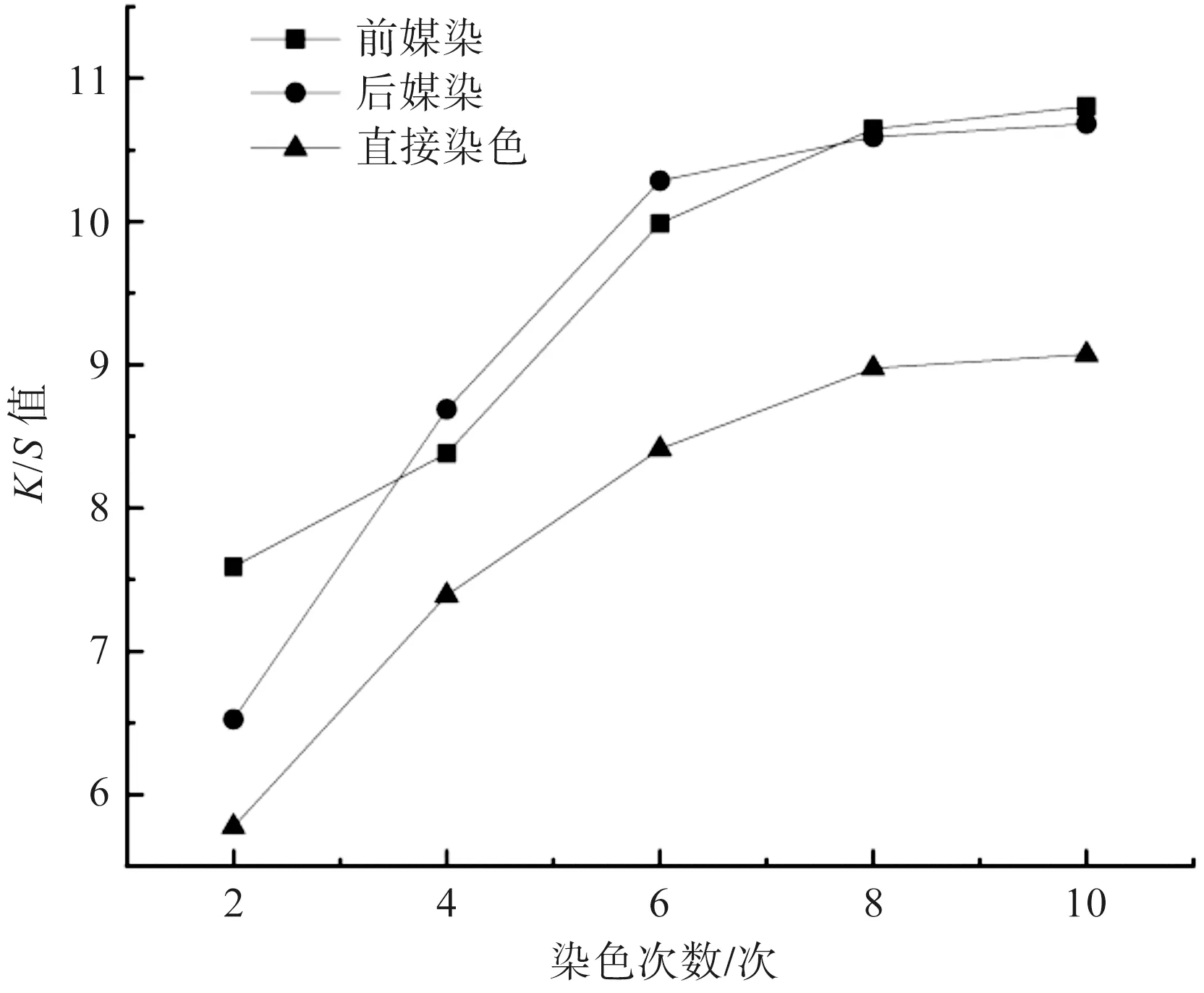
图5 染色次数对K/S值的影响Fig.5 Effect of the number of dyeing times on K/S values
由图5可知,染色次数在2~6次时,K/S值的增长速度较快,染料少量多次地附着于棉纤维;在8次时达到最大,说明染料与棉纤维的结合达到平衡[14];10次时K/S值增加变缓或下降。因此,染色次数控制在4~8次为宜。
2.2.2 稀释比例
配置染液浴比为1︰50,染色次数为2,pH值为9,发色日照时间为20 h。通过调整原液的稀释比例1︰1~1︰9观察柿染棉织物颜色特征及K/S值的变化,如表6和图6所示。
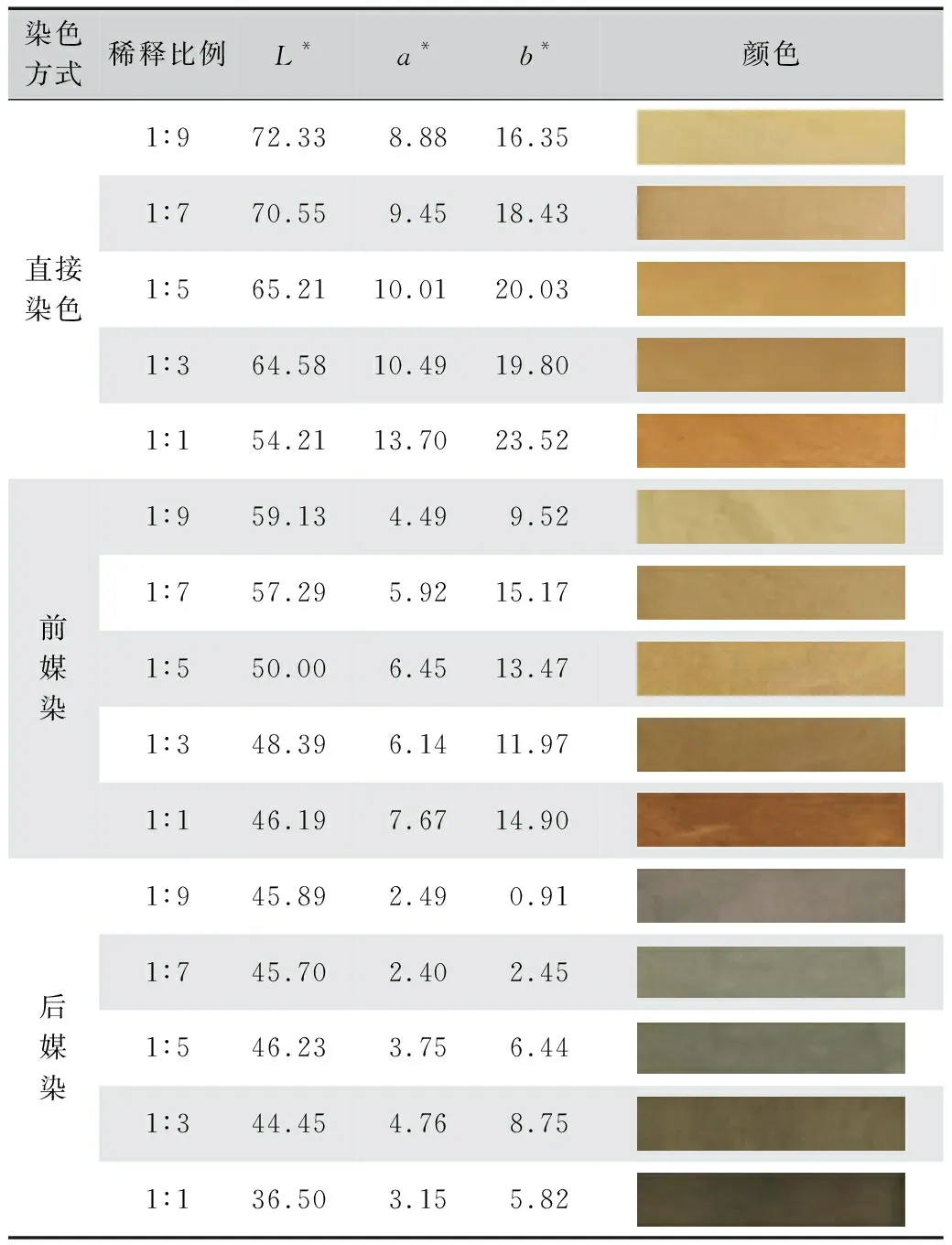
表6 稀释比例对颜色特征的影响Tab.6 Effect of the dilution ratio on color characteristics
由表6可知,随着稀释比例的增加,染液中柿单宁的含量降低,同样的染色次数下,织物表面与空气氧化的物质减少,故L*值逐渐增加,颜色变浅,明度增加;a*值下降,红光减弱;b*值下降,黄光减弱;其中后媒染的织物色相偏蓝。
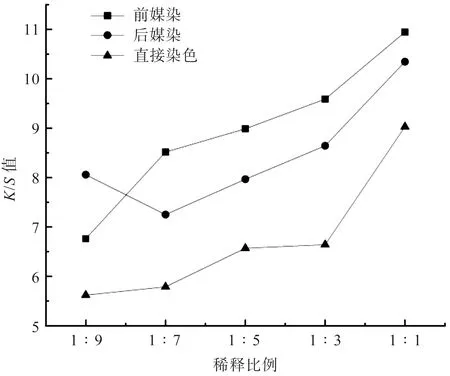
图6 稀释比例对K/S值的影响Fig.6 Effect of the dilution ratio on K/S values
由图6可知,随着稀释比例的降低,染液质量浓度逐渐升高,色素分子的扩散速率增加,K/S值逐渐增加。因此,稀释比例控制在1︰1~1︰5为佳。
2.2.3 pH值
配置染液浴比为1︰50,染色次数为6,稀释比例为1︰5,发色日照时间为20 h。通过调节pH值为7~11观察柿染棉织物颜色特征及K/S值的变化,如表7和图7所示。
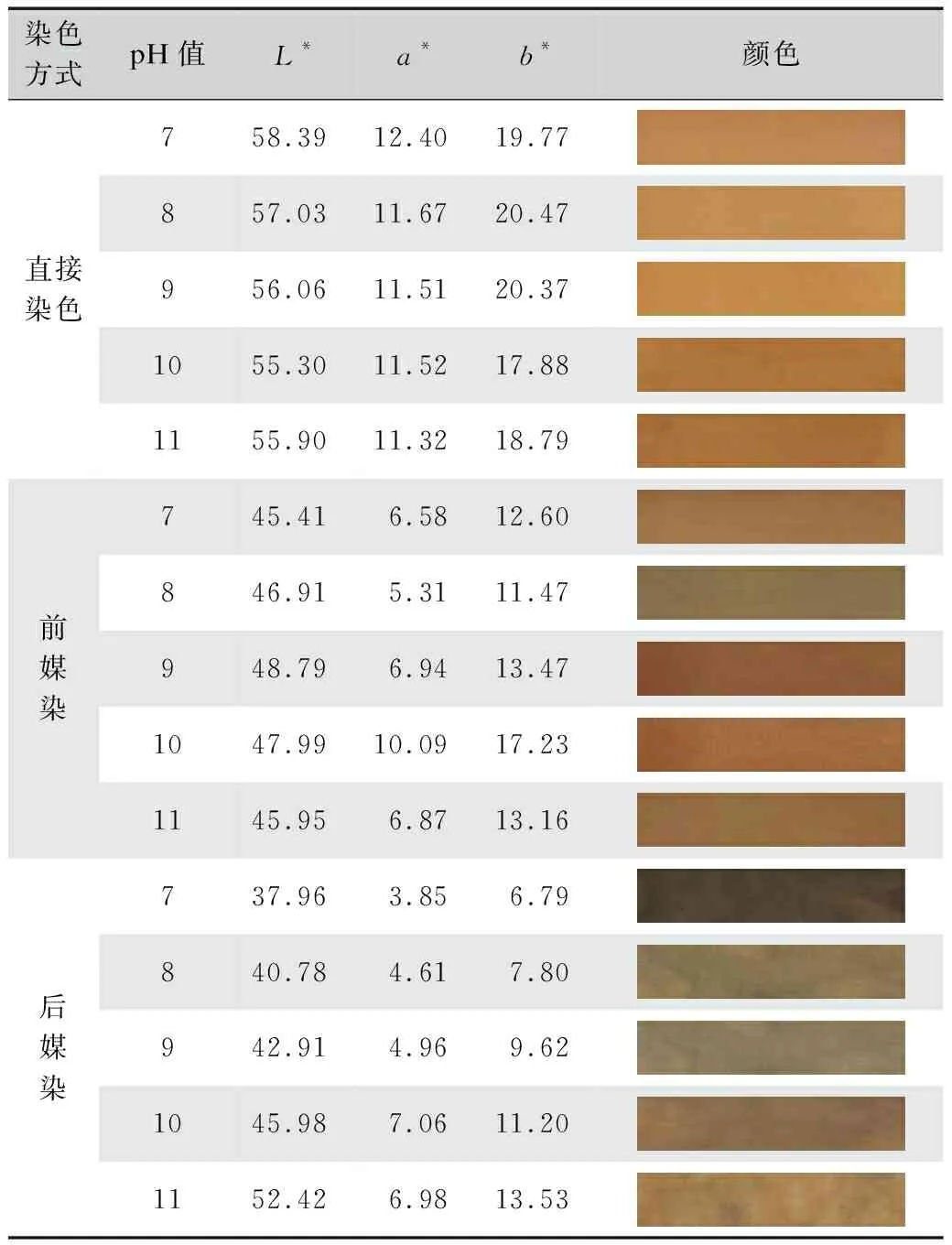
表7 pH值对颜色特征的影响Tab.7 Effect of the pH value on color characteristics
由表7可知,随着pH值的增加,直接染色的L*值逐渐下降,明度降低;a*值下降,红光减弱;b*值下降,黄光减弱。两种媒染方式中的L*值均增加,明度增加;a*值增加,红光增强;b*值增加,黄光增强。
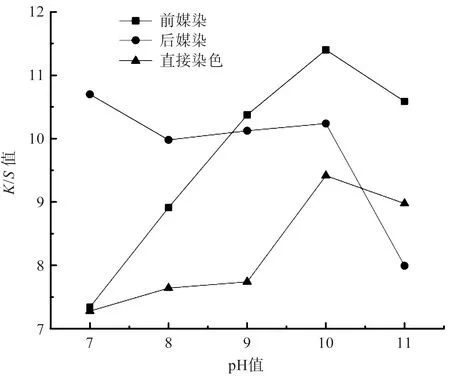
图7 pH值对K/S值的影响Fig.7 Effect of the pH value on K/S values
由图7可知,pH值为8~10时,染液中的电离程度和溶解度增加,K/S值均增加;pH值为10~11时,棉织物表面的阳离子减少,对染液的吸附能力减弱[15],K/S值均有一定程度的下降趋势。因此,将pH值控制在8~10较好。
2.2.4 日照时间
配置染液浴比为1︰50,染色次数为6,稀释比例为1︰5,pH值为9。通过改变日照时间为5~40 h观察柿染棉织物颜色特征及K/S值的变化,如表8和图8所示。
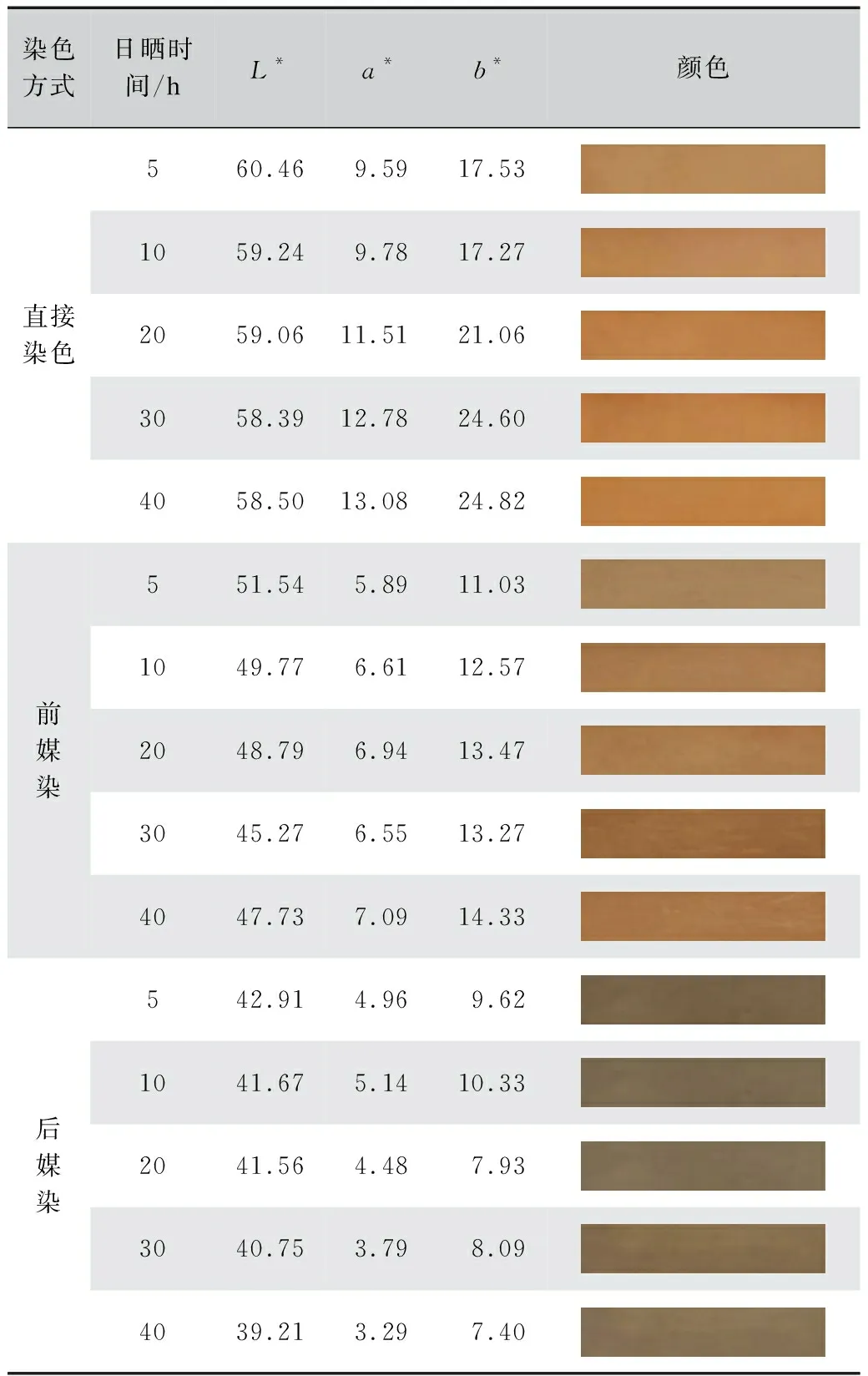
表8 日晒时间对颜色特征的影响Tab.8 Effect of sunshine duration on color characteristics
由表8可知,随着日照时间的增加,织物表面的柿单宁与氧气反应充分,故三种染色方式的L*值均下降,色调加深;直接染色与前媒染中a*、b*值增加,色光增强。后媒染的a*、b*值降低,色光减弱。
由图8可知,日照时间在5~20 h时,K/S值增加较快,在日照前期柿单宁与氧气反应速率较快;20~40 h时,K/S值增加趋缓,说明反应到一定程度后,速率会减慢。因此,将日照时间控制为10~30 h较好。
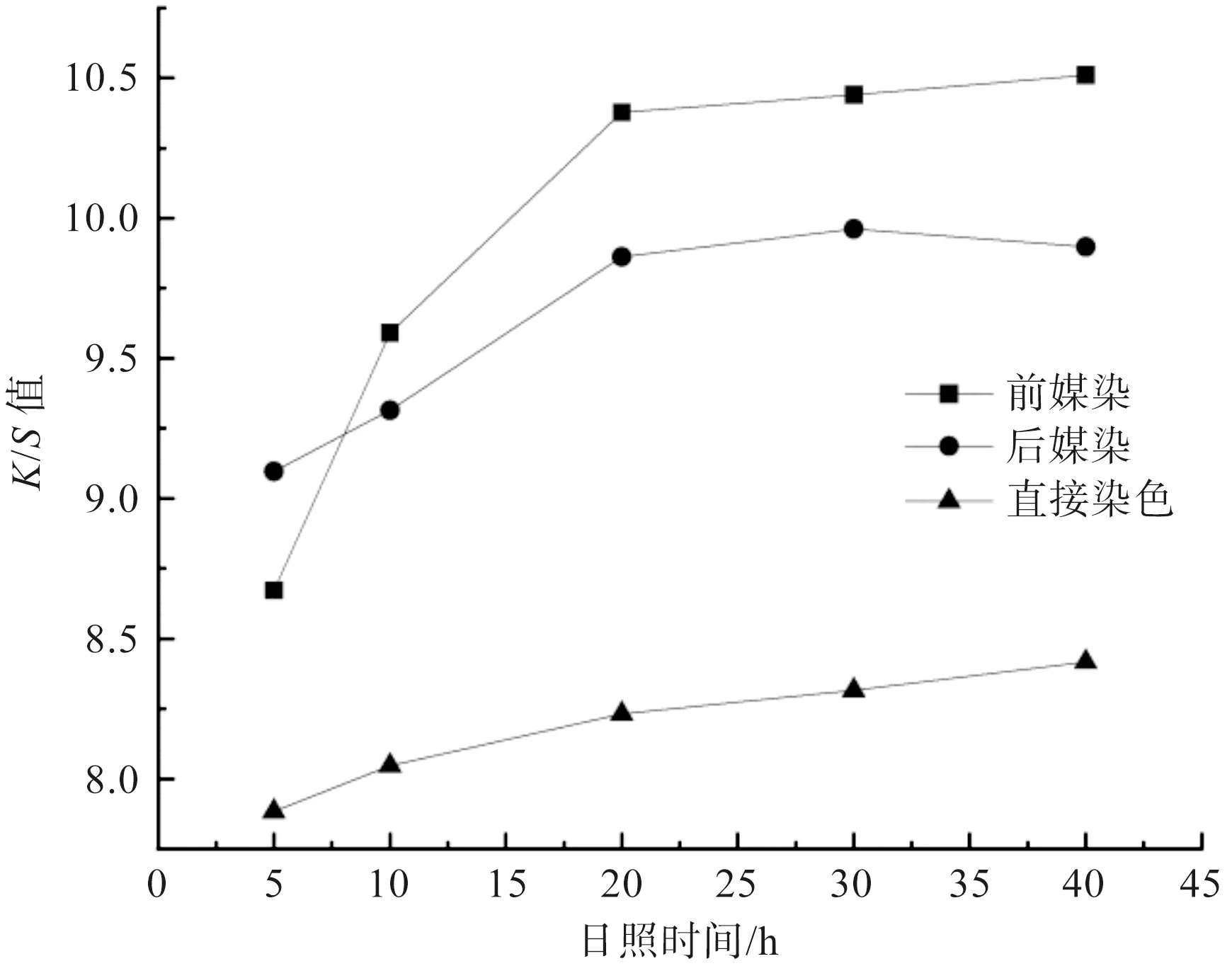
图8 日照时间对K/S值的影响Fig.8 Effect of sunshine duration on K/S values
2.3 柿漆媒染工艺优化
通过单一变量因素可以看出,染色次数、稀释比例、pH值和日照时间对柿漆染色都有一定的影响。为了得到最佳染色工艺,故选择对K/S值影响较大的变量,设计4因素3水平正交实验。本文以后媒染为例,实验安排与结果如表9所示。
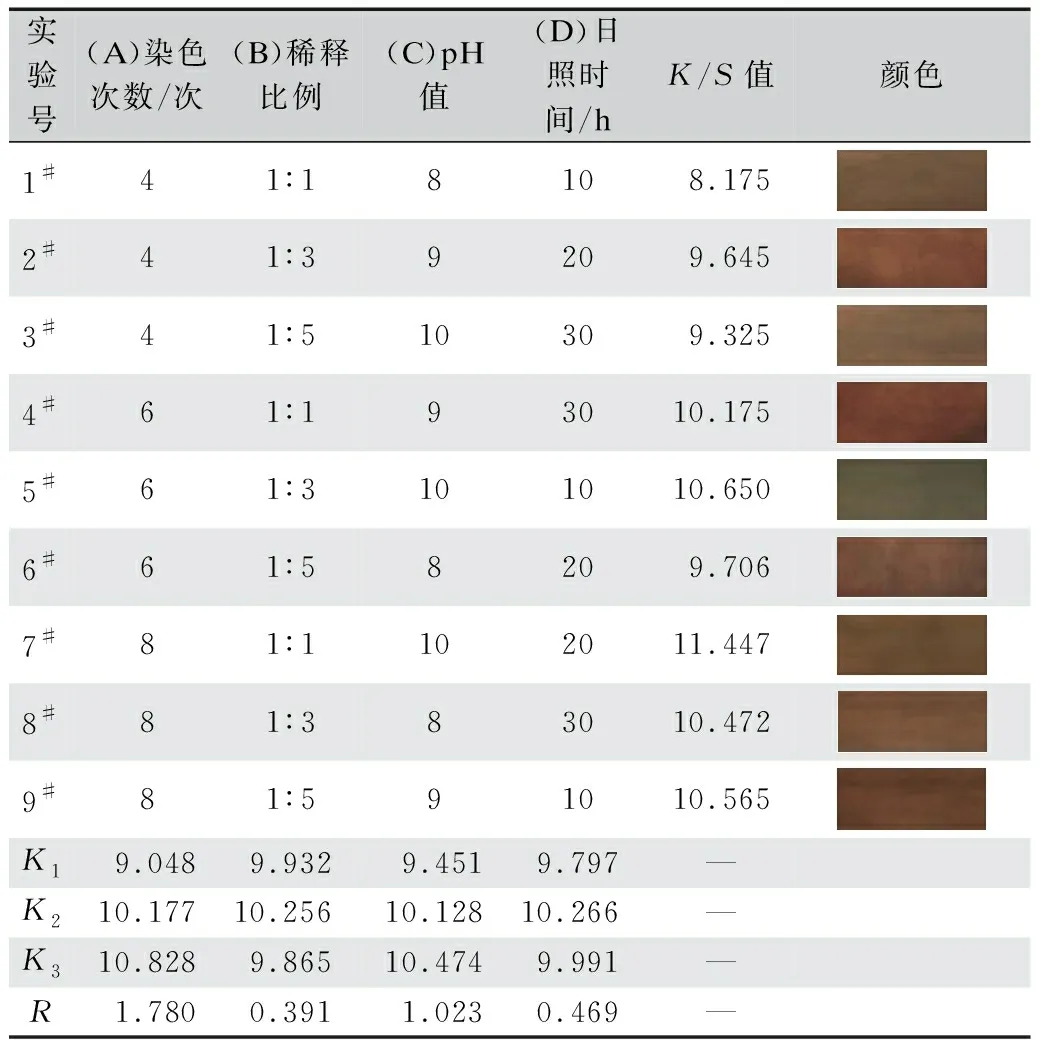
表9 正交实验及结果Tab.9 Results of the orthogonal tests
由表9可见,根据R值可知四因素对K/S值的影响大小为:染色次数>pH值>日照时间>稀释比例。由正交实验得出前媒染和后媒染的最佳染色工艺为:染色8次,稀释比例1︰3,pH值10,日照时间20 h。直接染色的最佳日照时间为30 h,但结合实际因素,将日照时间统一为20 h。
2.4 柿漆媒染棉织物服用性能评价
根据优化后的工艺参数进行染色,并对试样进行服用性能测试,结果如表10所示。
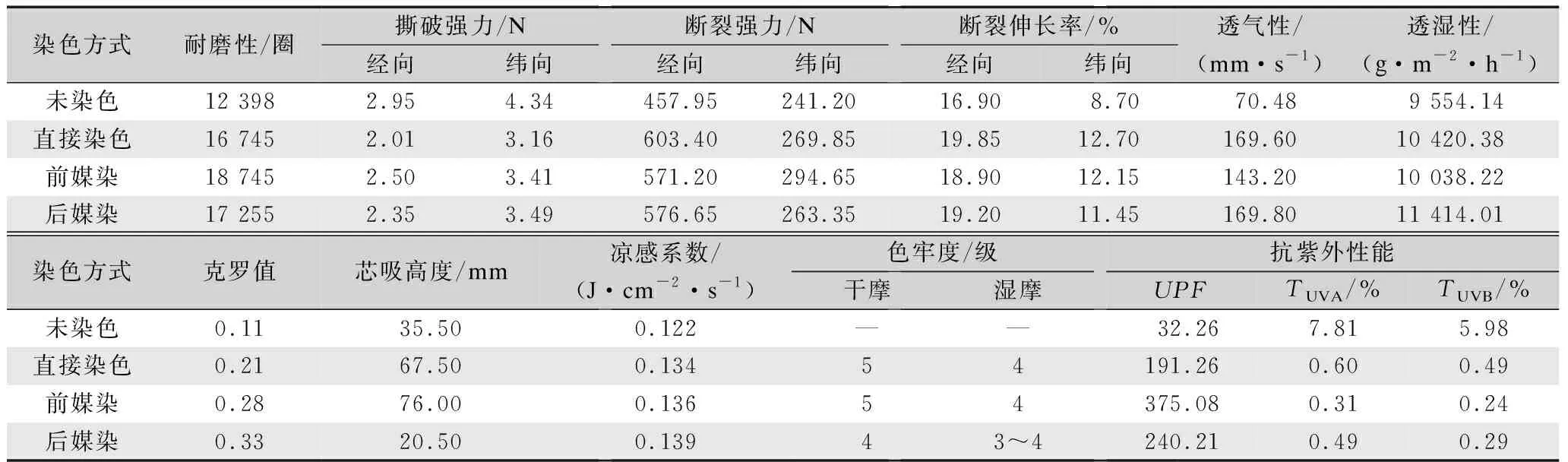
表10 服用性能测试结果Tab.10 Results of the wearability tests
由表10可知,相比未染色织物,染色织物在耐磨性、断裂强力方面性能有所提高,柿漆染色后棉织物的纱线会有柿单宁及其氧化物附着,因此柿染棉织物的断裂强力增大;柿漆染色后的织物会有一定的缩率且手感发硬[3],因此织物的紧度增加,撕裂时纱线不易滑移,受力三角变小,撕破强力降低。
1) 热湿舒适性能。柿漆媒染棉织物的透气透湿性变好,这是因为染色时棉纤维吸附柿漆,使纱线紧密黏合在一起,纱线交织处空隙增大;染色后织物的厚度和质量增加[16],织物中的静止空气增加,保暖性增强,克罗值增大;直接染色和前媒染的棉织物具有良好的吸水性,后媒染织物的吸水性较差,这是因为后媒染会在织物表面形成拒水层,有一定的防水性;染色后棉织物表面更加光滑平整,手感硬挺[17],凉感系数增加。
2) 色牢度。柿染棉织物的摩擦色牢度均达到标准,后媒染的织物色牢度稍差,是由于媒染剂与柿单宁反应后生成的颜色物质附着于织物表面,更容易随着摩擦而褪色。
3) 抗紫外线性能。柿染棉织物的抗紫外线性能较为优越,UPF值均大于50且紫外线透过率小于5%,其中媒染后的织物优于直接染色织物,这是因为染色后织物的厚度增加且织物表面形成涂层;媒染棉织物表面吸附了更多的染料量[18]。
3 结 论
本文研究了媒染对柿漆染色棉织物色调的影响,根据K/S值确定了媒染工艺参数,通过改变媒染方式得到了不同色调的织物,采用正交实验优化柿漆染色工艺,分析了最优工艺下柿漆媒染棉织物的耐用性、热湿舒适性、色牢度及抗紫外线性能。
1) 上染效果较好的媒染工艺为:媒染温度30 ℃,媒染剂质量浓度0.25 g/L,处理时间30 min。
2) 柿漆媒染染色的最优工艺为:常温下染色15 min,浴比1︰50,染色8次,稀释比例1︰3,pH值10,日照时间20 h。
3) 不同染色方式呈现出不同色调,柿漆直接染色棉织物呈黄棕色调;绿矾作媒染剂时,前媒染棉织物呈茶褐色调,后媒染棉织物呈蓝黑色调。
4) 相比直接染色织物,柿漆媒染棉织物具有良好的服用性能。耐磨性、撕破强力增大,抗紫外线性能优异,色牢度符合国家标准。

《丝绸》官网下载

中国知网下载