浅谈如何利用坐标测量机进行同轴度的准确测量
2023-02-19王江山赵峥刘焱段艳君
■王江山 赵峥 刘焱 段艳君
引言
同轴度的检测是我们在几何量测量工作中经常遇到的问题。对于同轴度测量有多种方式方法,通常可用旋转打表法测量或插入心轴方法测量。利用三坐标测量机进行该测量又是形位公差检测的一项重要内容。然而,坐标测量机检测同轴度是一个比较典型的困扰测量机用户的问题。尤其是两个相邻较远的圆柱的同轴度,在现实中又确实经常遇到这种情况。由于测量方法不同,检测人员对工艺的理解不同,有时会出现测量结果误差很大,造成对工件的误判断的现象。
通过理论分析和实践证明,其测量结果的好坏,不仅取决于机器的精度,而且与图纸标注和测量方法都有着直接的关系。所以,弄清图样标注含义和选定正确的检测方法是十分重要的。
1 同轴度的定义
在国标中,同轴度的公差带乃是直径为公差值t,且与基准轴线同轴的圆柱面内的区域。它的偏差类型大致分为三种情况:
1)对于基准轴线的同轴度:见图1

图1 对于基准轴线的同轴度
2)对于公共轴心线的同轴度:见图2
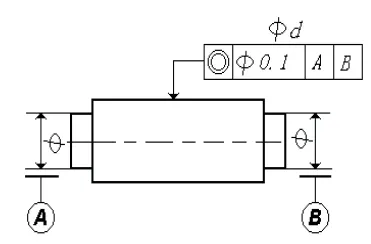
图2 对于公共轴心线的同轴度
3)对于基准圆心的同心度:见图3

图3 对于基准圆心的同心度
2 两个相邻较远的圆柱同轴度的标注方法及含义
在实际工作过程中,经常遇到两个相邻较远的圆柱同轴度的测量。如果两个圆柱相距较远,那么它们的同轴度也会因工艺的不同,有不同的标注含义。大致分三种情况:
2.1 A、B 两孔(A左孔,B右孔),其中A孔为基准轴线,B孔为被测轴线,C 为被测表面长度,则B 对A 的同轴度。如图4所示:
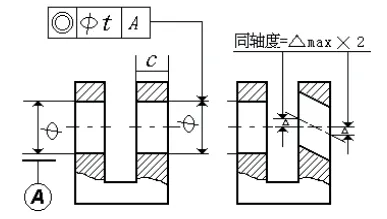
图4 B 对A 的同轴度
2.2 A、B 两孔(A 左孔,B 右孔),其中B 孔为基准轴线,A孔为被测轴线,C 为被测表面长度,则A 对B 的同轴度。如图5所示:

图5 A 对B 的同轴度
2.3 A、B 两孔(A 左孔,B 右孔),且A、B 两孔的公共轴心线为基准轴线,a 为A 孔被测表面长度,b 为B 孔被测表面长度,则A 对(A-B)与B 对(A-B)的同轴度。如图6所示:
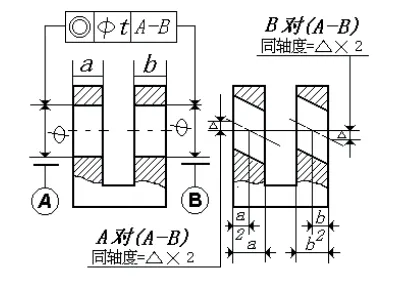
图6 A 对(A-B)与B 对(A-B)的同轴度
3 测量机检测同轴度产生测量误差的原因分析
在实际检测过程中,如果要求被测量的两个圆柱足够近,那么它们的同轴度可根据图纸标注的确切含义直接进行测量和评价,测量误差小,结果准确可靠。但有些工艺图纸的同轴度检测(如图4、图5、图6)时,就不能直接根据图纸标注的确切含义测量和评价,否则会产生很大测量误差。原因分析:假如有两个短圆柱,其中一个作基准圆柱,另一个作被测圆柱,在基准圆柱上测量两个截面圆,其连线作基准轴线。被测圆柱上也测量两个截面圆,构造一条直线,然后计算同轴度。假设基准上两个测量截面的距离为很小,基准第一截面与被检第一截面之间的距离很大,即此种检测方案同轴度对采点的敏感系数就很大,若按图样标注情况直接对该工件进行同轴度测量和评价,测量结果通常超差很大,造成误判断。如图7所示,距离为10mm时,偏差为5μm;距离为100mm时,偏差则是50μm。这个结果表明,两个圆柱间距离越远,测量结果的偏差越大。

图7 同轴度的误差分析
4 两个相邻较远的圆柱同轴度的测量和评价方法
针对相邻较远的圆柱同轴度容易产生测量误差的情况,应该如何利用测量机准确测量和评价同轴度,下面提出三种方法,供检测人员在实际检测过程中参考。
4.1 增加基准截面间的距离
在测量基准元素时,若第一截面与第二截面的距离加大,误差将成正比减小。因此,测量时要有意识地拉开基准截面间的距离。若基准截面间的距离够远,同时基准与被检截面相邻,这个问题自然就解决了。
4.2 用公共轴线作为基准轴线
当基准圆柱与被测圆柱较短且距离较远时,我们可以采取用公共轴线作为基准轴线的方法,在基准圆柱和被测圆柱上测中间截面,其中截面连线作为基准轴线,然后分别计算基准圆柱和被测圆柱对基准轴线的同轴度,取其最大值作为该零件的同轴度误差。如图6中,A 对(A-B)与B 对(A-B)的同轴度,可以建立A-B公共轴线,然后评价A对A-B公共轴线的同轴度和B对A-B公共轴线的同轴度,取两个同轴度中的最大值作为该零件的同轴度误差。
4.3 考虑实际工作或装配要求作变通处理——改测同轴度为测直线度
对于上面图4和图5情况,就是一个典型的圆柱对圆柱的同轴度测量。若用传统的检验心棒去检测,其合格品在装配时的确很少出现问题,因为这种检测方法体现的就是实际装配过程,由此证明其检测方法是可行的。然而,从图样标注的确切含义来讲,用上述方法进行的同轴度检测并不符合定义。因为当使用心棒进行圆柱对圆柱的同轴度测量,实际上体现的是两圆柱对心棒轴心线的同轴度,而心棒轴心线模拟的正是一个公共基准轴线。与此同时,若选用三坐标测量机按图样标注对该工件进行同轴度测量(在此假定两圆柱相邻较远),可能就会有相当一部分工件视为“超差品”。显然,两者的检测结果就出现了明显差异。而那些“超差品”经装配实验后证明大多数没有问题,这就不得不引起测量机操作员的注意。分析其原因,既不是机器精度太低,也不是系统软件计算错误,主要还是图样标注不妥。对此,可以采用变通的方法,改测同轴度为测量直线度。因为这种情况下轴的倾斜对装配影响较小,而轴心偏移对装配影响较大,轴心偏移的测量,实际上就是测量轴心连线的直线度。具体实际方法是:分别在两个小圆柱上测n个截面圆,然后选择这几个圆,建立一条直线,这条直线的直线度就可显示出来。用直线度代替同轴度(直线度×2)。
5 补充说明
为了减小或避免测量误差,三坐标操作人员测量同轴度时,如果测量结果超差很大可采用以下方法验证,避免出现误判断现象。
1)当基准元素为孔时,可插入配合间隙较为合适的心棒,以延长基准轴线的实测长度;
2)可用一只综合量规来验证这种方法的准确性。
3)实际检测中,为避免出现测量误差,造成误判断,要求操作人员要具备扎实的理论基础和丰富的实践经验,做到具体情况具体分析。
