带压堵漏技术在轮胎生产企业的应用
2023-02-10包检青王其营袁超伟
包检青,王其营,袁超伟
(1.杭州朝阳橡胶有限公司,浙江 杭州 310018;2.中策橡胶(天津)有限公司,天津 滨海新区 300452)
带压堵漏全称为“管道容器不动火、不停输、快速带压堵漏技术”,可以在不停机、不隔离、不需要对系统和设备进行泄压的前提下完成漏点封堵,可以节省大量的能源、物料和人力,减少了因系统和设备隔离或停机造成的能源浪费和产能损失,以及由此产生的安全和环保隐患。由于带压堵漏的适应性强,应用范围广,在各行业都得到广泛应用。本文以轮胎生产企业常见的低温水、过热水、气体、蒸汽等不同介质、管道不同部位的泄漏处理为例,介绍带压堵漏技术在轮胎生产企业的应用,并对蒸汽法兰盘泄漏的处理进行重点介绍。
1 常见带压堵漏方法介绍
目前,常用的带压堵漏方法有调整消漏法、机械堵漏法、焊补堵漏法、塞孔堵漏法、黏补堵漏法、胶堵密封法及其他堵漏法,各类堵漏方法又有不同的操作方式。
1.1 调整消漏法
调整消漏法是指通过调整密封件预紧力或零件间的相对位置就可以消除泄漏的方法,此法主要应用于泄漏部位原来就配备密封件和紧固件,在出现泄漏时直接调整紧固件的预紧力,使密封件起到密封作用而消除泄漏。
1.2 机械堵漏法
机械堵漏法是指利用机械方式进行消除泄漏的方法,常用的机械堵漏法有卡箍法、压盖法、支撑法、顶压法、打包法、上罩法、加紧法等,可以根据不同的管径、不同的部位、不同的介质及不同的压力和温度、不同的泄漏情况、不同的环境等进行选择和运用。
1.3 焊补堵漏法
焊补堵漏法是指采用焊接的方式直接或间接地把漏点堵塞的方法。常见的补焊堵漏法有直焊法、间焊法、逆焊法、焊罩法、焊包法等,一般适用于管道材质的焊接性能好、介质压力不高但是温度较高、介质非易燃易爆的漏点处理。
1.4 塞孔堵漏法
塞孔堵漏法是指采用挤压、捻瘪、堵塞的简单方法将泄漏孔洞封堵,进而消除泄漏的方法。常见的塞孔堵漏法有捻缝法、螺塞法、塞楔法等,也是一种简单的机械堵漏法,比较适用于中低压、介质无腐蚀性的管道砂眼和小孔等缺陷的堵漏处理。
1.5 黏补堵漏法
黏补堵漏法是指利用胶黏剂直接或间接堵住管道漏点的方法,此法适用于不宜动火以及其他方法难以堵漏的部位。常用的黏补堵漏法有缠绕法、黏堵法、黏贴法、黏压法等,适用于温度和压力较低的管道泄漏。
1.6 胶堵密封法
胶堵密封法是指使用密封胶(剂)堵在泄漏处而形成一层新的密封层的方法,常用的胶堵密封法有内涂法、外涂法、强注法等,此法适用范围较广,特别适用于高压、高温、易燃、易爆介质的漏点处理,但是不同的介质、温度、部位所采取的方法有所不同。
1.7 其他堵漏法
除上述六类堵漏法外,其他还有改道法、磁压法、综合治漏法等,可以适用于上述情况之外的泄漏。
2 不同介质、管道不同部位带压堵漏的处理
在轮胎生产企业,所用介质包括低温水、过热水、气体、蒸汽等。不同介质输送管道的材质、直径、壁厚、管件的结构和尺寸、外形等有明显的区别,而且介质的压力、温度、流量、腐蚀性等也不一样,因此相同介质、管道不同部位及不同介质、管道相同部位带压堵漏的处理方式就有明显的差别。下面就对轮胎生产企业不同介质、管道不同部位带压堵漏的方法分别进行介绍。
2.1 低温水管道带压堵漏的处理
低温水是指轮胎生产企业制冷设备的循环介质,温度一般在7~15 ℃之间。除此之外,自来水、消防用水、低压循环水等水源的温度都在40 ℃之内、压力在0.5 MPa以下,因此本文把这些水源或介质也统称为低温水。
低温水管道泄漏的部位一般有直管段、弯头(含螺纹)、法兰盘、阀门等,不同部位漏点的处理方式不一样。
2.1.1 低温水直管段漏点处理
低温水直管段出现漏点的部位一般是在接头处的卡箍、焊缝处,也可能是因为管道材质问题出现砂眼或锈蚀。在所有带压堵漏的情况中,低温水直管段的泄漏处理相对比较容易。
目前,低温水大都是用卡箍法连接。卡箍法是指用卡箍将两段管道连接,并利用密封垫密封接头处;同时,卡箍法也是处理直段管道泄漏最常用的方法。对于卡箍泄漏,如果是轻微泄漏,可以采用调整消漏法进行处理;如果泄漏严重,则可以采取打包法进行处理。打包法是指用金属密闭腔包住泄漏处,内填充密封填料或在连接处垫有密封垫的方法。打包法的操作要点在于金属密封腔的制作,一般适用于管径较小、泄漏处较大、卡箍法无法解决的漏点处理。
对于焊缝处泄漏,如果漏点不大,可以采用直焊法进行处理,也可以采用捻缝法进行处理。直焊法是指用焊条直接填焊在泄漏处而治漏的方法,此法主要适用于低压管道的堵漏。捻缝法是指用冲子挤压管道焊缝周围金属本体而堵住泄漏的方法,此法适用于泄漏不是很严重的碳素钢焊缝及不规则裂纹。如果漏点较大,直焊不易操作,则可以采用打包法进行处理。如果是自来水主管道焊缝泄漏,则可以采用支撑法进行处理。支撑法是指在管道外边设置支持架,借助工具和密封垫堵住泄漏点的方法,此法适用于直径较大、压力不高、介质无毒、漏点面积不是很大的管道漏点处理,是一种借力堵漏的方法。
对于砂眼的泄漏,可以采用捻缝法或塞楔法进行处理。塞楔法是指用韧性大的金属、木头、塑料等材料制成的圆锥体楔或扁楔敲入泄漏的孔洞里而止漏的方法。如果砂眼直径较大,可以采用螺塞法进行处理。螺塞法是指在泄漏的孔洞里钻孔攻丝,然后上紧螺塞和密封垫治漏的方法,此法适用于管道壁较厚、孔洞直径较大、介质压力不高的漏点处理。
2.1.2 低温水管道弯头泄漏处理
弯头泄漏一般有三种情况,一是因为弯头材质问题出现砂眼而泄漏,二是弯头因加工原因或受到外力使弯头出现裂缝而泄漏,三是弯头螺纹受损而出现泄漏。
对于弯头砂眼泄漏,如果弯头是碳素钢材质,可以采取捻缝法、塞楔法进行处理;如果是铸铁材质,则只能采用塞楔法进行处理。除此之外,还可以用缠绕法进行处理。缠绕法是用胶黏剂涂敷在泄漏部位和缠绕带上而堵住泄漏的方法,此法可用钢带、铁丝加强,比较适合松散组织、腐蚀严重部位的泄漏处理。
对于弯头裂缝处理,如果裂缝不大且弯头是碳素钢材质,可以采用捻缝法进行处理;如果是铸铁材质,则采用塞楔法或缠绕法进行处理。
对于弯头螺纹处泄漏,可以采用缠绕法、外涂法、加紧法或焊包法进行处理。外涂法是指用厌氧密封胶、液体密封胶外涂在缝隙、螺纹、孔洞处密封而止漏的方法。加紧法是指采用液压系统操纵加紧器夹持泄漏处,使其产生变形而致密,使密封垫紧贴泄漏处而达到治漏的一种方法,此法适用于直径较小、中低压管道螺纹连接处、管接头和管道其他部位的堵漏。焊包法是指把泄漏处包焊在金属腔内而达到治漏的一种方法,此法主要适用于法兰、螺纹处以及阀门和管道部位的泄漏处理。
2.1.3 低温水法兰盘泄漏处理
法兰盘泄漏一般有三种情况,一是紧固件松动,导致密封不严而泄漏;二是法兰盘的密封垫出现损伤而泄漏;三是法兰盘本体出现损伤而泄露。
对于因紧固件松动导致的泄漏,可以采用调整消漏法进行处理,即通过均匀调整法兰盘的紧固螺栓,使法兰盘的凹凸槽压紧密封垫即可消除泄漏。
对于法兰盘密封垫出现损伤而造成的泄漏,可以采取焊包法、焊罩法或上罩法进行处理。焊罩法是指用罩体金属盖在泄漏部位上,采用焊接固定后得以治漏的方法,一般适用于较大缺陷的堵漏部位。上罩法是指用金属罩子盖住泄漏而达到堵漏的方法,其堵漏效果不是很彻底,是一种临时处理漏点的方法,只是防止泄漏的介质影响周围的设备运行或人员安全,在条件具备时再进行彻底处理。
对于法兰盘本体出现损伤造成的泄漏,一般可以采用焊包法或焊罩法进行处理。
2.1.4 低温水阀门泄漏处理
阀门泄漏一般有三种情况,一是阀门填料减少、压盖松动造成泄漏;二是阀门螺纹或法兰盘泄漏;三是阀体因制造缺陷或受到损伤而泄露。
阀门填料减少是由于阀门在操作使用过程中,阀杆同填料之间存在着相对运动,填料会逐步减少;加之温度、压力和流体介质特性等影响,填料自身也会老化失去弹性;这时压力介质就会沿着填料与阀杆的接触间隙向外泄漏,长时间会把部分填料带走造成压盖螺栓松动,也会将阀杆冲刷出沟槽,使泄漏扩大。如果泄漏不严重,可以采用调整消漏法进行处理;如果泄漏比较严重,可以采用焊包法、焊罩法进行处理。
对于阀门螺纹或法兰盘出现的泄漏,可以采取上述螺纹和法兰盘泄漏的处理办法。
阀体泄漏一方面是阀门在生产过程中铸造或锻造缺陷所引起的砂眼、气孔、裂纹等,也可能是因为流体介质的冲刷和气蚀以及受到外力损伤等也是造成阀体泄漏的常见因素。对于因砂眼、气孔、裂纹等缺陷引起的泄漏,可以采用捻缝法、塞楔法或缠绕法进行处理;如果泄漏严重,可以采用焊包法、焊罩法进行处理;特殊情况,可以采用改道法进行处理。改道法是指在管道或设备上用接管机带压接出一段新管线代替泄漏的、腐蚀严重的、堵塞的旧管线,此法多用于低压管道。
除上述四种情况外,还有可能出现其他泄漏情况,如果不能采取上述方法中的单一方法进行处理,则可以采用综合治漏法进行处理。所谓综合治漏法是指综合以上各种方法,根据工况条件、加工能力、现场情况,合理地组合上述两种或多种堵漏方法,例如对于阀门或弯头存在的内径较大的砂眼泄漏处理,可以先用先塞楔子后黏接,最后由机械固定等进行泄漏消除。
2.2 过热水管道带压堵漏的处理
过热水管道与低温水管道的最大区别就是介质温度高(一般在170 ℃左右)、压力高(在2.2~3.2 MPa之间)。过热水管道出现漏点的部位除与低温水管道相同的直管段、弯头、法兰盘、阀门之外,还有可能是补偿器(伸缩节)泄漏。过热水管道相同部位漏点的处理难度比低温水处理的难度要大,在处理过程中对操作人和操作现场要求较高。
2.2.1 过热水直管段泄漏处理
由于过热水压力、温度都较高,温差也较大,因此管道连接都采用焊接或法兰盘连接。
过热水管道选用无缝管且管壁较厚,直管段出现泄漏一般有两种情况,一是因为焊缝处理不当引起泄漏,这种情况相对较少。二是过热水回水管道因被回水冲刷引起剥蚀而泄漏,特别是支管与主管连接处的管壁对面剥蚀现象更严重,导致泄漏的几率更高;如果是不锈钢管道还好一点,普通碳素钢一般在使用2年以上就会出现这种情况。
对于焊缝处泄漏,轻微泄漏可以采用直焊法进行处理;如果泄漏严重,则可以采用间焊法进行处理。间焊法是指焊缝不直接参与堵漏,而只起着固定压盖和密封件作用的一种方法,此法适用于压力较高、泄漏面广、管壁较薄、刚性较小的管道漏点处理。
对于因剥蚀引起的泄漏,由于漏点周围的管壁都变薄,可以采间焊法进行处理,也可以采用焊包法、焊罩法进行处理。
在处理过热水泄漏时,无论是直管段还是下面涉及到的弯头、法兰盘等其他部位,必须做好人身防护,以免烫伤或出现其他意外。
2.2.2 过热水管道弯头泄漏处理
过热水管道使用的弯头一般都是机制弯头,材质与主管道材质接近。出现泄漏一般有二种情况,一是弯头因加工原因或受到外力使弯头出现裂缝而泄漏,二是弯头在焊接时出现瑕疵造成泄漏。
对于弯头裂缝处理,由于过热水压力、温度较高,一般泄漏可以采用直焊法处理,比较严重的采用间焊法进行处理;对于裂缝较大、泄漏特别较严重的则采用焊包法或焊罩法进行处理。
对于焊缝瑕疵引起的泄漏,一般采用直焊法进行处理,对于裂缝较大、泄漏较严重的则采用间焊法进行处理,特殊情况采用逆焊法进行处理。逆焊法是指利用焊缝收缩的原理,将泄漏裂缝分段逆向逐一焊补,使其裂缝收缩不漏有利焊道形成的堵漏方法。
2.2.3 过热水管道法兰盘泄漏处理
过热水管道法兰盘泄漏有三种情况,一是紧固件因为温度变化引起松动而泄漏;二是法兰盘的密封垫出现损伤而泄漏;三是法兰盘本体出现损伤而泄露。
对于因紧固件松动导致的泄漏,采用调整消漏法进行处理即可。但是在紧固螺栓时,要先适量紧固漏点两边的螺栓,再紧固周边的螺栓,最后均匀调整、紧固法兰盘全部螺栓。
由于过热水压力较高,一旦法兰盘密封垫出现损伤,密封垫就会彻底失效。对于管径较小的支管法兰盘,可以采取打包法进行处理。对于管径较大的主管道法兰盘,则可以采取焊包法、焊罩法进行处理。
如果法兰盘本体出现损伤造成的泄漏,一般可以采用焊包法或焊罩法进行处理。如果泄漏严重,在采用焊罩法堵漏时可以在罩体上方设置引流装置,便于操作。
2.2.4 过热水阀门泄漏处理
过热水阀门泄漏一般有三种情况,一是阀门填料减少、压盖松动造成泄漏;二是阀门法兰盘泄漏;三是阀体损伤而泄露。
对于因阀门填料减少、压盖松动造成的泄漏,如果泄漏不严重,可以采用调整消漏法进行处理;待停产时,再添加填料或将填料全部抠出更换新填料。如果泄漏比较严重,在无法进行调整的情况下,可以采用焊包法或焊罩法进行处理。
对于阀门法兰盘出现的泄漏,可以采取热水管道法兰盘泄漏的办法进行处理。
对于阀体损伤而造成的泄漏,一般采用焊包法或焊罩法进行处理;特殊情况,可以采用改道法进行处理。
2.2.5 过热水补偿器泄漏处理
由于过热水管道温度较高,在停产、开产及正常生产时的温差较大,容易引起管道位移和温度应力,造成管道变形或损坏。为此,在过热水管道上一般都安装补偿器(伸缩节补偿量较小),以消除因温差引起的管道位移和温度应力,避免管道因过度拉伸而出现裂纹或其他损坏。
补偿器容易在以下三个部位出现泄漏:一是因为热拉伸,容易造成补偿器与管道连接的法兰盘密封泄漏;二是法兰盘的焊缝有可能出现开焊而泄漏,三是补偿器的波纹管因为老化或损伤而泄漏。
对于法兰盘密封泄漏,轻微的泄漏可以采用调整消漏法进行处理;严重的,可以采用焊包法或焊罩法进行处理。
对于法兰盘焊缝开焊造成的泄漏,轻微的可以采用直焊法进行处理;严重的,可以采用焊包法或焊罩法进行处理。
对于补偿器波纹管的泄漏,可以采用焊包法、焊罩法或上罩法进行处理,但是这样补偿器将失去补偿功能,需要在条件具备时适时更换新的补偿器。
2.3 气体管道带压堵漏的处理
轮胎生产企业所用气体主要有两种,即压缩空气和氮气。由于压缩空气和氮气都是无毒、无害、无腐蚀性,所以在完成管道安装、吹管、试压投用后,泄漏的几率比其他介质要低,而且漏点的处理难度相对较小。
2.3.1 气体管道直管段、弯头泄漏处理
气体管道直管段、弯头部位出现泄漏,一般是管道砂眼、焊缝虚焊等造成,也可能是受到外力而出现裂缝。
对于砂眼、虚焊等情况,可以采用卡箍法、捻缝法、塞楔法、直焊法、缠绕法等一种或数种方式进行处理。
对于裂缝泄漏,可以卡箍法或直焊法进行处理,也可以采用黏贴法、黏压法或磁压法进行处理。黏贴法是用胶黏剂涂敷的膜、带和簿软板压贴在泄漏部位而治漏的方法;黏压法是指用顶、压等方法把零件、板料、钉类、楔塞与胶黏剂堵住泄漏处,或让胶黏剂固化后拆卸顶压工具的堵漏方法;磁压法是指利用磁钢的磁力将置于泄漏处的密封胶、胶黏剂、垫片压紧而堵漏的方法。如果还不行,则可以用压盖法进行处理。压盖法是指用螺栓将密封垫和压盖紧压在孔洞外面达到治漏的方法,适用于直径较大的低压、便于操作的管道堵漏。
2.3.2 气体管道阀门泄漏处理
气体管道阀门的泄漏一般有三种情况,一是支管阀门(管径较小)的螺纹连接处泄漏;二是主管道阀门法兰盘泄漏(管径较大);三是阀体损伤而泄露。
对于阀门螺纹连接处泄漏,可以采用加紧法、外涂法或黏堵法或进行处理。黏堵法一般是用胶黏剂直接填补泄漏处或涂敷在螺纹处进行黏接堵漏的方法。
对于主管道阀门法兰盘泄漏,如果是紧固件松动引起的泄漏,可以采用调整消漏法进行处理。如果法兰盘的密封垫出现损伤而泄漏,轻微的可以采用调整消漏法进行处理,严重的可以采取焊包法进行处理。对于法兰盘本体出现损伤造成的泄漏,则可以采用焊包法或焊罩法进行处理。
对于阀体损伤而引起的泄漏,可以采用焊包法或焊罩法进行处理;特殊情况,可以采用改道法进行处理。
2.3.3 气体管道安全阀泄漏处理
气体管道安全阀泄漏一般有三种情况:一是安全阀的起跳压力值设置的较小,在安全压力值内就起跳泄漏;二是法兰盘出现泄漏;三是安全阀密封垫或弹簧等零部件出现损伤或老化引起泄漏。
如果是起跳压力值设置较小引起的泄漏,可以对压力值重新设置,既确保系统安全,又不会引起泄漏。
如果是安全阀的法兰盘原因出现泄漏,可以参照低温水管道法兰盘泄漏的处理方法进行处理。
如果是安全阀零部件出现损伤或老化引起泄漏,可以采用上罩法进行临时处理,但是不能采用焊包法或焊罩法进行处理,以免完全堵漏,影响系统安全。
2.4 蒸汽管道带压堵漏的处理
在所有的介质泄漏时,蒸汽带压堵漏的难度最大,一方面是蒸汽压力较高,容易从薄弱点泄漏;二是在高温状态下及温差原因造成泄漏几率提高;三是蒸汽泄漏具有发散性,容易造成烫伤等。
蒸汽管道泄漏一般有四种情况,一是焊口原因引起泄漏;二是法兰盘处泄漏;三是阀门泄漏;四是安全阀泄漏。而直管段和弯头泄漏几率较小,因为蒸汽管道一般采用合金无缝钢或厚壁无缝碳素钢,弯头采用材质与直管相同或相近的机制弯头,出现砂眼、裂缝的几率较低;既使出现,可以采用卡箍法、压盖法、直焊法等进行处理。下面着重介绍蒸汽管道其他情况的泄漏处理。
2.4.1 蒸汽管道焊口泄漏处理
对于管道焊口引起的泄漏,如果泄漏比较轻微,可以采用直焊法进行处理;如果泄漏比较严重,可以采用间焊法、逆焊法等方法进行处理;如果焊缝破口较大,则可以采用焊包法或焊罩法进行处理。
2.4.2 蒸汽管道法兰盘泄漏处理
蒸汽管道法兰盘泄漏一般有三种情况,一是紧固件因为温差引起松动出现轻微泄漏;二是法兰盘密封垫出现损伤而泄漏;三是因为密封垫损伤泄漏导致法兰盘接合被冲出凹槽。
对于因紧固件松动导致的法兰盘泄漏,可以采用调整消漏法进行处理。
对于因密封垫损伤引起的法兰盘泄漏,管径较小的支管法兰盘,可以采取打包法进行处理;管径较大的主管道法兰盘,则需要采取焊包法或焊罩法进行处理。
对于法兰盘本体出现损伤造成的泄漏,外径较小的法兰盘可以采用焊包法或焊罩法进行处理,外径较大的法兰盘可以采用强注法进行带压堵漏。所谓强注法是指在泄漏处预制密封腔或泄漏处本身具备密封腔,将密封胶(剂)强力注入密封腔内,并迅速固化成新的填料而堵住泄漏部位的方法,此法适用于高压高温、易燃易爆且外形比较复杂部位的堵漏。
下面简单介绍采用强注法带压堵漏中压蒸汽法兰盘的案例:
(1)蒸汽及管道参数:蒸汽主管道内径Dg300 mm、管道壁厚h12.5 mm、法兰盘外缘直径D530 mm、设计压力P6.4 MPa、工作压力Pg4.3 MPa、蒸汽温度420 ℃。
(2)背景:蒸汽管道法兰盘接合面因为密封垫损伤引起泄漏,并将接合面冲出沟槽,使泄漏加剧。现场蒸汽泄漏量较大,噪声较高。
(3)施工方法制定和确认:经过现场勘察、反复讨论,最终制定强注法带压堵漏施工方案,即采用焊接夹具注射密封剂的方法消除泄漏。在夹具上钻配M12螺孔,预留注射孔以确保现场接入带压堵漏注射阀;通过注射阀注射密封剂,达到密封比压消除泄漏后再焊接夹具。
(4)人员组织:施工组人员3人,其中1人为现场负责人、1人为操作者、1人为专职安全员。
(5)工器具准备:将施工仪器、设备和相关材料准备齐全,工器具和材料名称及数量明细见表1。

表1 蒸汽强注法带压堵漏施工仪器及相关材料明细表
(6)施工前准备:现场交底,施工环境评价及确认;落实施工方案、夹具设计及制作,方案审批;相关流程票据的开定;现场施工工器具的准备;施工人员防护用品选择及配置。
(7)施工过程:试装堵漏夹具;确定注射位置;安装固定夹具;连接设备;注射密封剂,详见图1;严格按照密封剂注入顺序操作,详见图2;严格按照强注法带压堵漏专业密封剂质量参数要求操作,详见表2。

表2 强注法带压堵漏专业密封剂质量参数表

图1 强注法带压堵漏示意图
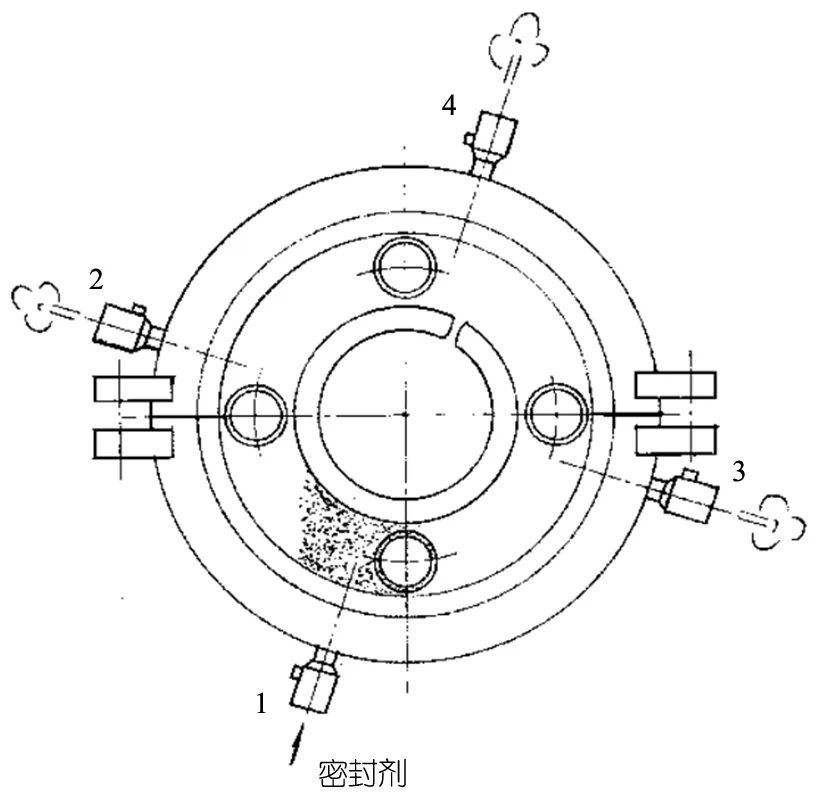
图2 强注法带压堵漏注入密封剂的顺序
(8)注意事项: 施工操作人员必须穿好高温防护服、防护镜和专用工作鞋,做好全身防护。施工人员站在上风口操作,把泄漏部位显露出来,不能让泄漏介质直接喷射到施工人员身上。注入密封剂要匀速平稳进行,不要在一个注射点长久连续注入密封剂,以防局部压力过高,造成密封剂外泄,使夹具出现变形;严格控制注射压力,注射压力=泄漏介质系统压力+3~5 MPa(即 7.3~9.3 MPa),最高注射压力不得大于泄漏介质系统压力+10 MPa(即14.3 MPa),防止密封剂注入到泄漏系统中去。
(9)HSE管理方案:HSE管理是健康(Health)、安全(Safety)和环境(Environment)管理体系的简称。施工现场主要危险辨识与控制措施详见表3,环境辨识因素与控制措施详见表4。
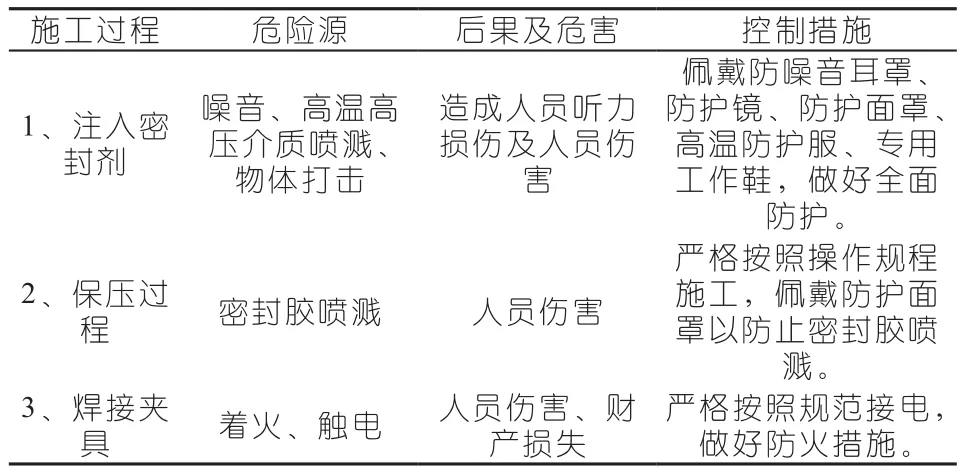
表3 施工现场主要危险辨识与控制措施明细表
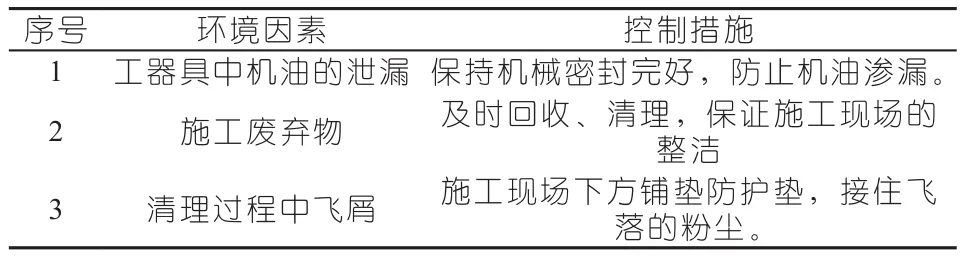
表4 施工现场主要环境因素辨识与控制措施明细表
(10)验收:施工结束,签署带压堵漏施工验收单。
2.4.3 蒸汽阀门泄漏处理
蒸汽阀门泄漏一般有三种情况,一是阀门填料减少、压盖松动引起泄漏;二是阀门法兰盘泄漏;三是阀体损伤而泄露。
对于因阀门填料减少、压盖松动造成的泄漏,轻微的可以采用调整消漏法进行处理,严重的可以采用焊包法、焊罩法或上罩法进行处理。
对于阀门法兰盘出现的泄漏,可以采取蒸汽管道法兰盘泄漏处理办法进行处理。
对于阀体损伤而造成的泄露,可以采用焊包法或焊罩法进行处理;特殊情况,可以采用改道法进行处理。
2.4.4 蒸汽安全阀泄漏处理
蒸汽管道安全阀泄漏一般有三种情况:一是安全阀的起跳压力值调的偏小,在安全压力范围内就起跳泄漏;二是安全阀法兰盘出现泄漏;三是安全阀内部零部件出现损伤引起泄漏。
如果是安全阀的起跳压力值偏小引起的泄漏,可以对安全阀的起跳压力值重新调整即可。
如果是安全阀法兰盘原因出现泄漏,可以参照蒸汽管道法兰盘泄漏的处理方法进行。
如果是安全阀内部零部件出现损伤引起泄漏,可以采用上罩法进行临时处理,但是不能采用焊包法、焊罩法进行处理,以确保系统压力在设定范围内,确保系统安全。
3 结语
由于轮胎生产具有连续性,当低温水、过热水、气体、蒸汽等所有介质中的任何一种出现泄漏而不能得到及时、有效地处理,都会对生产运行、产品质量、能源成本、人身及设备安全等产生一定的影响。如果上述带压堵漏方法得到合理运用并快速有效地处理存在的漏点,则会把影响降至最低。因此,全面掌握、合理运用带压堵漏技术,对轮胎生产企业起到较好的保障作用。
