ZG300-500H与Q345R焊接接头 微观组织及力学性能研究
2023-02-10石红昌苏兰黄安明
石红昌 苏兰 黄安明
(德阳天元重工股份有限公司,四川 德阳 618000)
索鞍是悬索桥的重要受力部件,传统的索鞍有多种结构形式[1-2]。其中结合全焊和全铸结构优点的铸焊式结构相对的优势,通过铸造成型的鞍头与钢板组合的底座结合焊接成一个整体[3-4]。然而,随着悬索桥的设计、建设正朝着大跨度的方向发展,南京仙新路过江通道跨江大桥主跨为1760 m,由于索鞍是悬索桥主缆体系的主要受力部件,结构不可更换,要求应用于悬索桥的索鞍材料的综合性能指标更高。
铸焊结构索鞍所用的ZG270-480H与Q345R的焊接目前已相当成熟[5-7]。近年来,国内悬索桥的铸焊结构索鞍进一步的开始采用ZG300-500H和Q345R材料的焊接,前期主要通过焊接工艺评定试验来研究焊接工艺的可行性,而焊接工艺评定主要重点放在了力学性能上面,对于接头的抗断裂性能以及焊缝的微观组织研究较少[8-9]。本文围绕索鞍用高强度铸钢ZG300-500H和Q345R钢的对接焊缝开展材料焊接性能分析,针对焊接接头微观组织、抗断裂性能及焊缝韧性进行研究。针对主索鞍体主纵肋,采用ZG300-500H铸钢(板厚200 mm)和Q345R钢板(板厚180 mm)组合焊接技术,创造了悬索桥单纵肋主索鞍结构焊接接头板厚及材料强度的国内纪录。
1 试验材料与方法
1.1 试验材料
试验用母材为铸钢ZG300-500H和Q345R钢,厚度为100 mm。焊材采用ER50-G焊丝,所用材料的相关性能指标见表1和表2。

表1 所用母材和焊丝的化学成分(质量分数,%)

表2 母材的力学性能
1.2 试验过程
铸钢ZG300-500H和Q345R钢试板的焊接按照焊接工艺规程的参数采用半自动化CO2气体保护焊接进行,Q345R钢板侧开双面单边V型坡口,坡口形式如图1所示,焊接过程中根据焊接变形多次翻面焊接成型,焊后进行540℃保温消除应力处理。
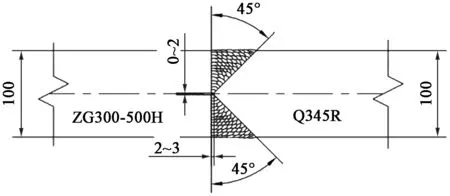
图1 坡口形式示意图
使用Leica DMi8显微镜和SU8010场发射扫描电子显微镜对焊接接头进行显微组织观察,样品取样如图2所示。使用MHVD-1000IS型显微硬度计进行硬度测试。
参照GB/T 21143—2014《金属材料准静态断裂韧度的统一试验方法》要求[10-11],采用三点弯曲测试方法分别对ZG300-500H(铸钢侧)热影响区、Q345R(钢板侧)热影响区和焊缝(本体焊缝)进行CTOD测试。测试样品示意图如图3所示。
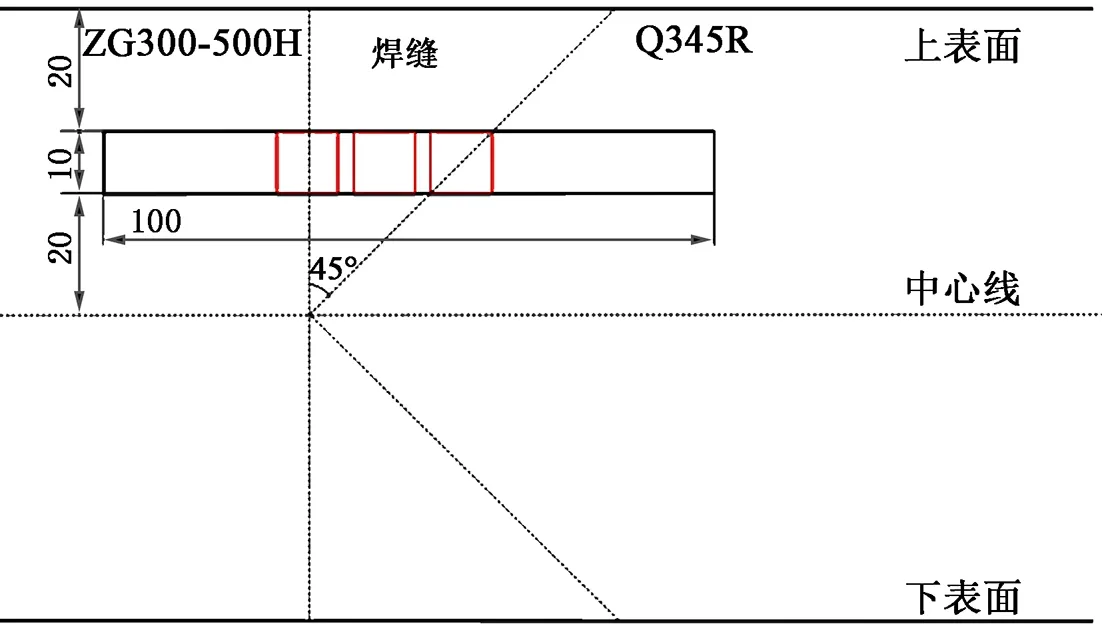
图2 组织观察取样示意图

图3 三点弯曲CTOD测试样品示意图
2 试验结果及分析
2.1 显微组织
图4为焊缝区的微观组织照片。焊缝区低倍微观组织如图4(a)所示,存在大量粗大的柱状晶,柱状晶下方的组织非常细密,随着位置向焊缝中心移动,组织越来越粗大。柱状晶区域的微观组织如图4(b)所示,主要是铁素体和针状铁素体。靠近焊缝中间区域组织如图4(c)所示,由柱状晶区向焊缝中间靠近,等轴晶尺寸逐渐增大,此区域的铁素体整体呈等轴网状分布。焊缝区微观组织的SEM图如图4(d)所示。主要由铁素体及在其内部分布的岛状马氏体/奥氏体构成。针状铁素体的形态较为复杂。在不同的冷速下,会呈现不同的形貌。当冷速较低时,针状铁素体会以块状铁素体(针状铁素体的一种)的形态出现。这时其颜色和铁素体接近,但边界不清晰,且内部分布有马氏体/奥氏体。
图5为ZG300-500H原始区域的微观组织金相照片。由于ZG300-500H为铸钢,因此在铸造过程中存在一定程度的成分偏析形成深色网状组织,主要为铁素体、索氏体/珠光体,其中索氏体/珠光体整体呈网状分布。索氏体和珠光体同属于珠光体类组织,其中含有渗碳体,即深色网状区的碳含量较其它地方高。

(a)焊缝区 (b)柱状晶 (c)靠近焊缝中间区域 (d)SEM

图5 ZG300-500H原始组织金相照片
图6(a)、(b)分别为ZG300-500H侧热影响区的粗晶区及细晶区金相组织照片。可以初步判断在上述区域并不存在索氏体及珠光体。由此可以看出,经过焊接热循环后,热影响区的组织发生了明显变化。此外,深色的网状组织依然存在。图6(c)是ZG300-500H热影响区的粗晶区微观组织SEM照片。主要由贝氏体铁素体和少量马氏体构成。贝氏体铁素体和马氏体转变均不会破坏原奥氏体晶界,可以清楚地观察到原奥氏体晶界,可以大致判断奥氏体的晶粒尺寸约为40 μm。
ZG300-500H热影响区细晶区的微观组织如图7(a)所示,该区域组织明显细化,主要为针状铁素体。在临近不完全正火区的区域,除了针状铁素体外,还存在少量的多边形铁素体,其尺寸不足10 μm,远低于母材正常区域的铁素体晶粒尺寸。图7(b)存在部分不完全正火区的组织,其中除了铁素体外,还存在着大量的“墨菊”状组织。图7(c)为其SEM图,该组织为托氏体,由铁素体和渗碳体构成,其片层间距平均小于0.1 μm。在不完全正火区,原来的珠光体在加热过程中发生相变,转变为奥氏体。由于在焊接热循环过程中,冷却速度较高,因此过冷奥氏体在转变过程中,并没有重新形成珠光体,而是转变为更为细密的托氏体。

(a)粗晶区 (b)细晶区 (c)粗晶区SEM

(a)细晶区 (b)不完全正火区 (c)SEM

图8 Q345R基体微观组织
Q345R基体微观组织如图8所示,可以看到明显的灰色带状组织,由多边形铁素体、块状铁素体和珠光体类组织(珠光体和索氏体)构成。
图9(a)为熔合区及其两侧的微观组织金相照片。熔合线左下角为焊缝区,右上方为Q345R热影响区。从左及右依次为粗晶区、细晶区和不完全正火区。该区域的SEM照片如图9(b)、(c)所示,粗晶区的微观组织主要为贝氏体铁素体。随着区域向母材基体处移动,块状铁素体出现,且数量逐渐增多,同时微观组织明显细化。到达不完全正火区后,晶粒尺寸开始明显增大,同时多边形铁素体和珠光体类组织也开始出现。

(a)金相 (b)粗晶区 (c)不完全正火区
图10为焊缝区域EBSD测试结果。图10(a)为Local Misorientation图,从图中可以确定该区域存在残余应力,蓝色区域为无应力区域,绿色、黄色和红色区域应力依次增加。两侧应力较低,中间区域应力较大。受力方向与晶面及其法线夹角为θ和φ,那么该晶面受的分应力系数为取向因子或施密特因子(cosθcosφ),以SF表示。以(001)为施密特基面,该区域SF分布如图10(b)所示。SF数值主要分布在0.43~0.5之间,且分布均匀。图10(c)IPF图中并无明显的织构存在,局部存在带状取向分布近似区域,整体取向分布随机。图10(d)为晶界角度与极图,相邻晶界角度主要分布在两个区域,一个是小角度晶界,晶界错配度在10°以内;另一个是大角度晶界,晶界错配度在50°~60°。晶粒度主要集中在10~20 μm,占比为70%,另外30%晶粒度为20~40 μm,整体晶粒度较为均匀分布在10~40 μm范围内。晶向和晶面的取向一致性(织构)强度不超过2,晶向织构强度最高为1.36,晶面织构强度最高为1.72。

图10 焊缝区域EBSD结果
图11为ZG300-500H热影响区EBSD测试分析结果。图11(a)为Local Misorientation图,从图中可以确定该区域存在残余应力,蓝色区域为无应力区域,绿色、黄色和红色区域应力依次增加。两侧应力较低,中间区域应力较大。以(001)为施密特基面,该区域SF分布如图11(b)所示。SF数值主要分布在0.43~0.5之间,且分布均匀。图11(c)IPF图中并无明显的织构存在,整体取向分布随机。图11(d)为晶界角度与极图,相邻晶界角度在小角度区域集中于2°附近,小角度晶界整体比例为60%,大角度晶界均匀分布,占40%。晶粒度主要集中在10~30 μm,占比为90%,另外10%晶粒度为30~40 μm,整体晶粒度较为均匀分布在10~30 μm范围内。晶向和晶面的取向一致性(织构)强度不超过3,晶向织构强度最高为1.63,晶面织构强度最高为2.11。

图11 ZG300-500H热影响区EBSD结果
图12为Q345R热影响区EBSD测试分析结果。图12(a)为Local Misorientation图,从图中可以确定该区域存在残余应力,蓝色区域为无应力区域,绿色弥散分布的为低应力区,无明显高应力区域。(001)为施密特基面,该区域SF分布如图12(b)所示。SF数值主要分布在0.43~0.5之间,且分布均匀。图12(c)IPF图中并无明显的织构存在,整体取向分布随机。图12(d)为晶界角度与极图,相邻晶界角度在小角度区域集中于2°附近,小角度晶界整体比例为30%,大角度晶界均匀分布,占70%。晶粒度主要集中在10~30 μm,占比为90%,另外10%晶粒度为30~40 μm,整体晶粒度较为均匀分布在10~30 μm范围内。晶向和晶面的取向一致性(织构)强度不超过1.5,晶向织构强度最高为1.24,晶面织构强度最高为1.47。因此,结合图12(c)和图12(d)可以确定该区域并无明显织构形成。

图12 Q345R热影响区EBSD结果

图13 焊接接头显微硬度
2.2 焊接接头显微硬度
图13为焊接接头处的显微硬度分布图。所测区域涵盖整个焊缝和两侧热影响区,并包括焊缝两侧的部分母材区域。从图中可以看出在ZG300-500H一侧,紧挨焊缝的热影响区硬度较高,这是由于该区域为粗晶区,以贝氏体铁素体为主。该组织具有细密的板条结构,因此硬度较高。随着向母材继续靠近,贝氏体铁素体逐渐减少,针状铁素体开始增加。此外显微组织也逐渐粗化,从而导致硬度逐渐降低。但到达母材后,硬度值开始出现较大的浮动。这主要是因为ZG300-500H母材区的显微组织为铁素体和珠光体类组织,两者硬度值相差较大。焊缝区的硬度值虽然存在一定的浮动,但从整体上呈左高右低的趋势。这和组织不均匀以及焊缝两侧母材不一致等因素相关。总之,焊缝两侧热影响区的组织类型接近,但ZG300-500H侧硬度更高,这与该材质具有相对高的碳含量有关。这也使得左侧熔合区含有更多的碳,从而促进了硬度的提升。
2.3 CTOD试验
CTOD试验检测结果参见表3。CTOD值大小依次为ZG300-500H侧热影响区<焊缝 表3 焊接接头的CTOD实测值 (1)焊缝区的微观组织主要是针状铁素体,越靠近焊缝中心,铁素体含量越高。ZG300-500H母材区的组织为铁素体和珠光体类组织(珠光体和索氏体)。在其焊接热影响区的粗晶区微观组织以贝氏体铁素体为主,同时含有极少量的马氏体。在细晶区主要是针状铁素体。而在不完全正 火区,以铁素体和托氏体为主。Q345R母材区的组织为铁素体、块状铁素体和珠光体类组织(珠光体和索氏体)。在其焊接热影响区的部分粗晶区,贝氏体铁素体是其主要组织。位置越靠近母材,块状铁素体越多。但有部分热影响区为块状铁素体、针状铁素体和珠光体类组织的混合组织。不论是粗晶区还是细晶区,其组织构成基本不变。 (2)EBSD测试结果表明焊缝处存在较大的残余应力,主要集中于中间位置,同时存在条带状局部取向一致,整体无明显织构,晶粒度均匀分布在10~40 μm,晶界角度分布不均匀,分别集中在在10°以内和50°~60°两个范围。两侧热影响区残余应力均较小,残余应力整体分布均匀,没有明显应力集中。各部分晶粒取向随机分布,无明显织构形成,晶粒度均匀分布在10~30 μm,晶界角度均匀分布在2°~60°。 (3)焊缝及两侧热影响区硬度存在一定浮动,ZG300-500H母材区至Q345R母材区硬度整体呈现连续过渡下降,硬度范围为150~300HV。 (4)焊缝及双侧热影响区三点弯曲CTOD值均较为稳定,CTOD大小依次为ZG300-500H侧热影响区<焊缝
3 结论
