唐钢炼铁厂南区4#高炉铁口喷溅治理实践
2023-02-07供稿朱祥亮王显王欣ZHUXiangliangWANGXianWANGXin
供稿|朱祥亮,王显,王欣/ ZHU Xiang-liang,WANG Xian,WANG Xin
内容导读 唐钢公司炼铁厂南区4#高炉在2017 年开始铁口喷溅情况逐渐严重,严重影响了炉前生产,造成炉内技术经济指标的恶化,同时大幅增加炉前工的劳动强度。采取灌浆技术对高炉炉壁进行灌充,优化了高炉内气流分布,喷溅问题得到有效治理,高炉各项指标得到明显改善。
唐钢公司南区4#高炉容积为3200 m3,于2007-9-8 建成投产,设计年产量280 万t。利用系数:2.50 t/(m3·d),焦比:330 kg/t,喷煤量:180 kg/t,最大量为200 kg/t;燃料比:510 kg/t,炉顶压力:0.23 MPa,热风温度:1200~1250 °C,渣量:320 kg/t,年平均作业率:97%。
南区4#高炉有4 个出铁口,32 个风口,矩形出铁场,每个铁口液压泥炮一座,德国TMT 开口机,揭盖机、摆动流嘴,昼夜出铁次数为12。
现状描述
唐钢公司南区4#高炉在治理前,铁口长期存在喷溅问题,其危害总结为以下6 点:(1)制约高炉产能提升,导致炉况失常:铁口喷溅直接导致高炉渣铁排放不均,甚至出不净,限制高炉的强化冶炼;(2)形成出铁事故:铁口喷溅会对铁口泥套造成破坏,一是刷坏泥套,二是在泥套内形成顽固性积渣、积铁,如果炉前未及时发现、处理,会导致堵不上口、烧坏泥炮等恶性事故;(3)炉前工作量大,干渣量多;(4)铁口区域工作环境差,威胁到安全与环保;(5)影响生产成本:铁口的喷溅造成出铁效果差,铁次大幅增加,炮泥用量上升;(6)主沟寿命缩短;由于铁口的长时间喷溅,铁水落点附近的主沟两侧侵蚀速度加快,主沟的使用周期大大缩短。
南区4#高炉自2017 年12 月份开始3#铁口出现严重喷溅现象,喷溅时间30~60 min(平均47 min),喷溅情况可总结分为3 种:(1)开口之后铁口一直喷溅至堵口;(2)开口后可以正常出铁20~40 min,之后出现喷溅至堵口;(3)开口后喷溅,正常出铁20~30 min 后继续喷溅至堵口。3#铁口平均出铁量2690 t/d,平均出铁时间104.8 min;1#铁口出铁量平均3088 t/d,平均出铁时间103 min;2#铁口出铁量平均3074 t/d,平均出铁时间105 min;4#铁口平均出铁量3105 t/d,平均出铁时间105 min(以上数据统计周期为2017 年12 月至2018 年6 月)。由于铁口喷溅,3#铁口日出铁量远低于其他铁口,同时大幅度降低了大盖的使用寿命,3#铁口大盖更换周期约5 d,其他铁口大盖更换周期约15 d。
原因分析
3#铁口喷溅的原因是由于液态渣铁从铁口孔道中高速流出时混入某种气体,在流出铁口后体积发生急剧膨胀发散。通过现场观察可以排除高炉炉况不稳(其他铁口无喷溅情况)及炮泥原料的原因,气体的来源是冷却壁间隙、风口各套与风口组合砖之间间隙、耐火砌体间缝隙、炉壳与冷却壁间的间隙[1]。
解决方案的确定
通过现场分析,煤气通过高炉内耐材之间或炉壳与冷却壁间的间隙窜入铁口混入液体渣铁中,液体渣铁在流出铁口后体积发生急剧膨胀发散,发生铁口喷溅。通过“高炉灌浆压入技术”可以填充耐材之间或炉壳与冷却壁间的间隙,防止煤气窜入铁口,改善铁口喷溅[2]。
经过公司生产工艺和耐材技术人员与灌浆施工方共同讨论制定3#铁口喷溅治理方案,具体方案如下。
开孔部位的确定
结合炉况调查,对出现以下情况的部位进行重点关注。
(1)测温点温度偏高的部位;
(2)对有明显煤气窜出的部位;
(3)冷却壁进出口水温差超正常值的部位。
铁口位于三段冷却壁,炼铁厂提前在铁口周围冷却壁缝隙确定开孔位置并做好标记,开孔深度为110 mm(炉皮厚度74 mm,,炉皮与冷却壁缝隙30 mm,铁口冷却壁厚度160 mm,考虑到碳砖安全问题不准备钻到冷却壁热面,即开孔深度距冷却壁热面154 mm),炉皮外联灌浆管径50 mm。本次计划开灌浆孔24 个,具体如下:
(1)3#铁口下方(二段冷却壁竖缝隙)压入灌浆2 个孔,上方(四段冷却壁竖缝隙)压入灌浆2 个孔,上方(风口大套下)压入灌浆1 个孔,左方(三段冷却壁竖缝隙)压入灌浆2 个孔,右方(三段冷却壁竖缝隙)压入灌浆2 个孔,再向右隔一块冷却壁压入灌浆1 个孔,合计10 个;
(2)4#铁口下方(二段冷却壁竖缝隙)压入灌浆2 个孔,上方(四段冷却壁竖缝隙)压入灌浆2 个孔,上方(风口大套下)压入灌浆2 个孔,左方(三段冷却壁竖缝隙)压入灌浆2 个孔,右方(三段冷却壁竖缝隙)压入灌浆2 个孔,再向左隔一块冷却壁压入灌浆1 个孔,合计10 个;
(3)3#铁口和4#铁口之间冷却壁,每隔两块冷却壁压入灌浆1 个孔,合计4 个。
泥浆压入控制原则
(1)铁口周边区域和铁口之间的炉缸部位,每个压入孔进料压力最高控制在1.5 MPa,基础压力升高到2 MPa 时视为压满;
(2)风口带下方孔,进料压力控制在1.5 MPa以下,基础压力2 MPa 视为压满;
(3)每次压入量15 kg,每孔压入量控制在100 kg以内,如果出现相邻孔出料的情况,视为两孔贯通,压力不超标的前提下,压入料可适量增加(不超50 kg)。
施工过程
2018-06-24T 21:00 开始进行现场准备工作,21:40 开始灌浆工作,25 日凌晨4:30 现场清理结束,具体泥浆压入过程见表1、表2,其中3#、4#铁口之间压入部位布置情况如图1 所示。
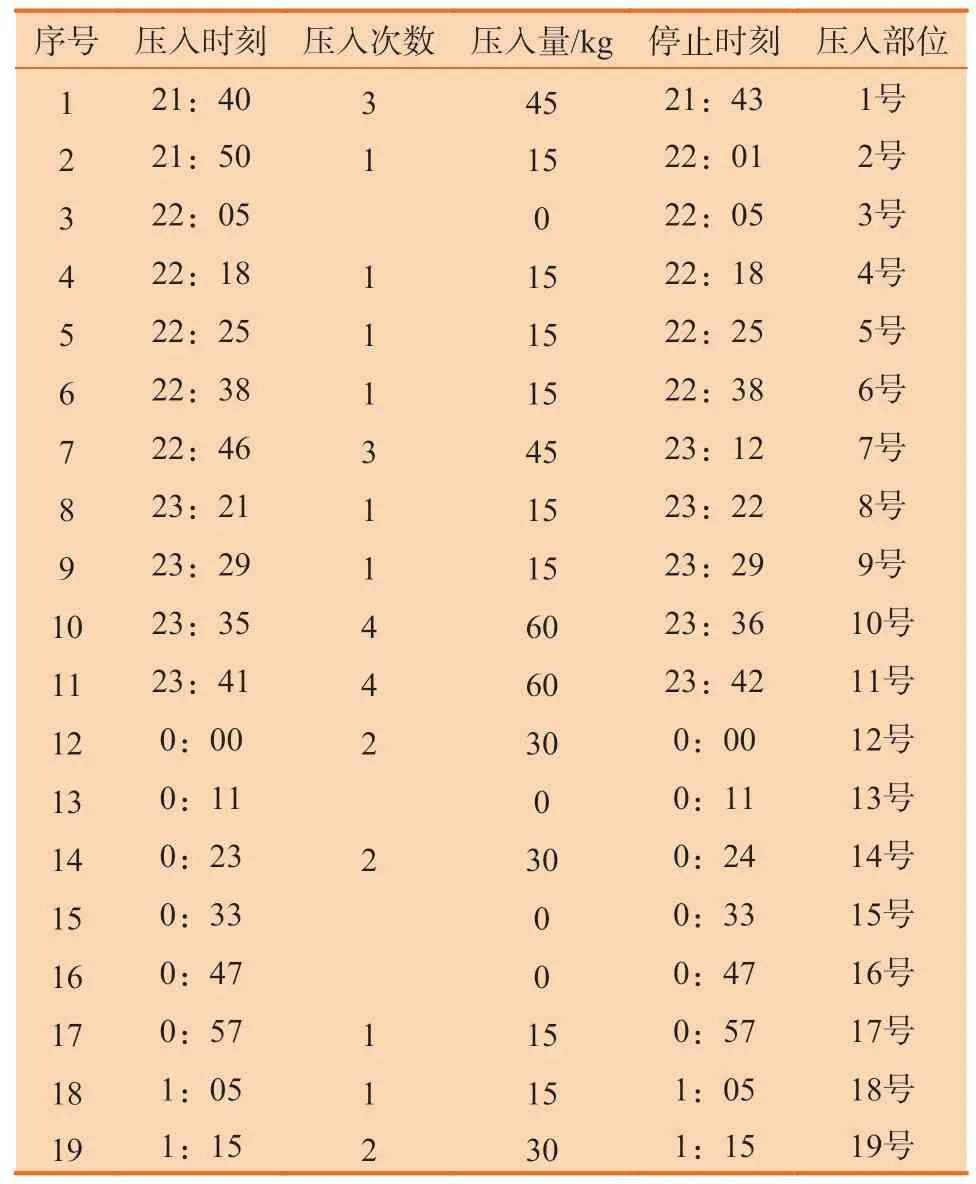
表1 3#、4#铁口之间灌浆情况

表2 风口之间灌浆情况
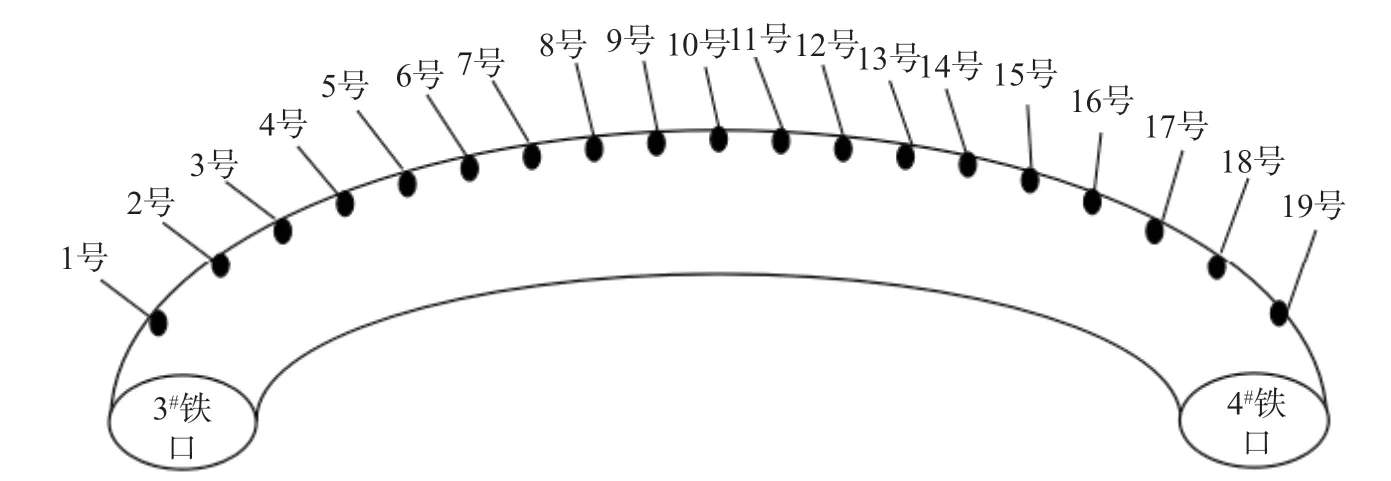
图1 3#、4#铁口之间压入部位编号布置图
3 号、13 号、15 号、16 号、21 号、23 号开孔部位未压入泥浆,证明开孔处耐材之间无缝隙。20 号开孔部位未进行灌浆作业,是由于在19 号开孔部位泥浆压入过程中泥浆从20 号开孔部位溢出。
效果验证
6 月10 日3#铁沟第2 次修补,7 月2 日投入使用,7 月26 日停止使用解体,本次使用周期内,共计出铁138 次,平均出铁时间109 min(表3),共计出铁量88107 t,平均出铁量3524 t/d,铁口大盖更换周期约10 d。通过对3#铁口25 次出铁过程跟踪统计,平均喷溅时间为27 min。
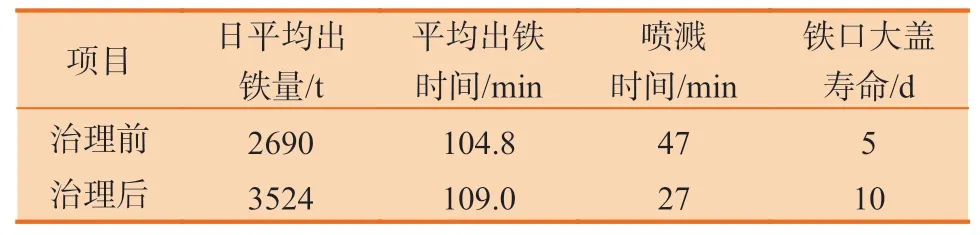
表3 3#铁口喷溅治理前后各项指标对比
通过“高炉灌浆压入维护技术”在南区4#高炉喷溅治理的应用,提高了3#铁口的出铁时间、出铁量、铁口大盖寿命,降低了喷溅时间。
结束语
通过高炉灌浆可以有效改善高炉的运行状况,优化高炉内部气流的流动,降低出铁过程的喷溅,延长出铁时间,优化高炉的运行指标,降低炉前工的劳动强度。但高炉灌浆也存在很大的风险,高压设备强行把泥浆压入炉内,可能会造成炉衬砖之间松动,影响高炉寿命。所以灌浆作业必须认真分析高炉的整体状态,选择正确的灌浆位置,并采用先进的灌浆设备,时时掌控灌浆的压力和灌入量,保证将高炉炉壳与耐材之间的缝隙填实,但不造成高炉炉砖耐材的移位,保证高炉耐材结构不被破坏。
高炉灌浆应配合原燃料质量的改善及高炉的生产运行操作,砖衬逐步侵蚀,热面及缝隙逐步被渣铁包裹,在稳定冷却制度下形成一定厚度的渣膜,减少高压煤气进入砖缝,减弱喷溅[3]。