热镀锌双相钢钢板表面橘皮缺陷研究
2023-02-07马二清靳立杨峥崔磊肖洋洋谷海容谢义康
马二清,靳立,杨峥,崔磊,肖洋洋,谷海容,谢义康
热镀锌双相钢钢板表面橘皮缺陷研究
马二清,靳立,杨峥,崔磊,肖洋洋,谷海容,谢义康
(马鞍山钢铁股份有限公司,安徽 马鞍山 243000)
研究一种热镀锌双相钢表面橘皮状缺陷的特征及形成机理。采用数字显微镜、扫描电镜和辉光光谱仪对正常和缺陷位置的镀锌态、去锌层态、冷轧态和热轧态的形貌和表层成分分布开展对比分析研究。橘皮状缺陷特征是由于锌晶粒异常长大至350 μm,为正常晶粒的4倍。镀锌态缺陷区较正常区Mn含量高26%,纵截面观察基板表层有约2~4 μm深的微裂纹,界面处检测出Al、O、Mn峰,存在Mn表面富集。去锌层态和冷轧态基板表层呈冷轧轧裂特征,存在大量垂直于轧制方向的10~30 μm的横向微裂纹。卷取温度为650 ℃时,热轧态边、中位置氧化层厚度分别为6.5、5.8 μm,较550 ℃时增加25%和23%。GDS检测表明,对应缺陷区热轧态发生共析转变,相构成以低氧含量的Fe3O4、FeO、Fe为主。实践证实,卷取温度下调至560 ℃以下时,可有效消除该缺陷。缺陷形成机理是,热轧钢卷在570 ℃以上温度卷取,经缓慢冷却至室温时,形成纯铁包覆Fe3O4的共析转变氧化铁皮,卷取温度高也使氧化层增厚,导致酸洗难度增大,氧化铁皮无法有效清除。酸洗后残存的氧化层和Mn富集导致表层协同变形能力弱,冷轧形成大量10 μm级横向微裂纹。微裂纹处的凹凸表面诱发Fe-Zn相爆发生长,导致锌晶粒异常长大。厚带钢具有更多的内部热量,出锌锅冷速慢,也为镀后锌晶粒长大创造条件。
镀锌双相钢;橘皮缺陷;锌晶粒;微裂纹;卷取温度;共析转变
近年来,随着汽车轻量化[1-3]的发展、汽车碰撞安全性能标准的加强以及汽车耐蚀性要求的提升,高强钢[4-5]在汽车车身的用量呈逐年增长的趋势。其中,镀锌双相(Dual Phase,DP)钢作为第1代热浸镀高强钢的典型代表,因兼具超高强度和良好塑性广泛应用于A柱本体、中通道门槛加强板等汽车结构件和加强件[6]。基于高强度及获得铁素体与马氏体为主体的双相组织所需的淬透性需要,成分设计中通常引入成本相对较低的Si、Mn、Cr等合金元素作为主要添加的合金元素,而添加的Si、Mn、Cr等元素易于在钢板表面富集,导致浸润性下降,诱发涂覆表面质量问题[7-12]。很多学者研究了热浸镀锌工艺对Si、Mn、Cr等元素的选择性氧化行为,但研究热轧工艺对合金元素的氧化行为及对热浸镀表面质量的影响较少。本文借助数字显微镜、扫描电镜和辉光光谱等试验设备对一种肉眼裸视呈“橘皮”状镀锌DP钢表观缺陷进行镀锌态、去锌层态、冷轧态及热轧态表征,阐明缺陷形成机理,并通过工艺优化成功实现消缺。
1 试验
镀锌DP钢橘皮缺陷宏观形貌及局部放大形貌如图1所示。肉眼观察板宽中间区域色泽亮,表现出明显的边中色差,中间缺陷区锌层粗糙,呈橘皮状,严重时有手感,缺陷随厚度规格、产品强度等级的增加而加重。缺陷通常发生于钢卷中部区域,头尾约100~150 m及距边部15 cm区域锌层正常。
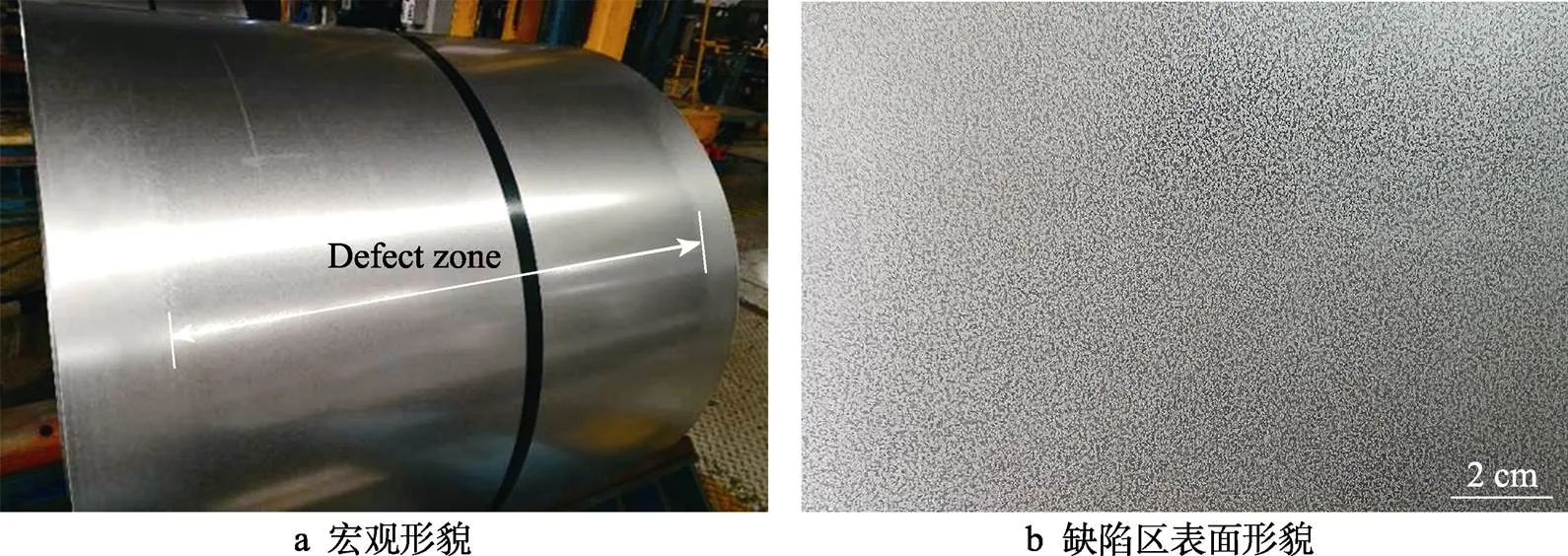
图1 橘皮缺陷
分析用试样来源于工业产线产出板带,对应产品类型为最常用的600 MPa级DP钢,成品厚度为2.0 mm,冷轧压下率为50%,即对应热轧态厚度为4.0 mm。试验钢化学成分见表1。热浸镀均热温度和入锅温度为790 ℃和465 ℃,热浸镀锌锌锅温度为460 ℃,锌锅Al的质量分数为0.21%。试样裁切于图1a位置宽度方向边部正常区和中间缺陷区域,冷轧态和热轧态取样位置与之对应。

表1 镀锌DP600化学成分
采用Keyence VHX-900F数字显微镜(DS)和Sigma 500扫描显微镜(SEM)对试样表面和截面进行形貌观察,SEM工作电压为20 kV。采用GD Profiler HR辉光光谱仪对带钢表层进行辉光光谱(GDS)成分检测。利用5%盐酸溶液+适量乌洛托品抑制剂混合溶液去除表面锌层,同时用于冷轧态表面对比加深处理。采用酒精保护对试样电磁振荡清洗。
2 结果与讨论
2.1 镀锌态
图2a、b为DS观察的中间缺陷区和边部正常区的未经光整处理的锌层表面微观形貌。缺陷区锌层晶粒尺寸约为350 μm,而正常区约为90 μm,缺陷区存在锌层晶粒异常长大。图2c为SEM观察的缺陷区纵截面形貌,基板表面可以发现大量的微裂纹,微裂纹深度约为2~4 μm。图2d为图2c虚线框区域形貌,线扫描检测结果表明,在基板表面存在O、Mn、Al峰。
图3为缺陷区和正常区的GDS检测结果。缺陷区和正常区Al的质量分数峰值分别为0.89%和0.84%,表明在锌层与相界面处均有同等的Fe-Al相生成。Mn的质量分数的最大值分别为2.4%和1.9%,表明缺陷区Mn表面富集程度高于正常区域。
2.2 去锌层态
图4a、b为去除锌层状态下观察的缺陷区和正常区基板表面二次电子SEM形貌。图4a中缺陷区基板表面存在高密度的垂直于轧制方向的微裂纹,微裂纹长度为10~30 μm。局部放大观察基板表面Fe-Al相[13]抑制层颗粒形貌无固定形态,形成不充分。图4b中正常区的Fe-Al相抑制层颗粒呈现较规则的短棒状,形成充分,可以确认锌层粘附性较好。

图2 镀锌态表面及截面形貌

图3 镀锌态表面GDS检测结果

图4 去锌层态基板表面和抑制层形貌
2.3 冷轧态
为进一步证实微裂纹产生工序,借助SEM确认轧硬卷表面形貌(如图5所示)。为便于观察差异,试样经5%HCl溶液(添加少量乌洛托品缓蚀剂控制侵蚀速率)侵蚀2 min,酒精溶液电磁振荡清洗去除表面油渍及异物。中间缺陷区表面与去锌层态时一致,存在同等大小和密度的横向微裂纹;边部正常区几乎观察不到横向微裂纹现象。这表明,微裂纹在冷轧工序就已形成,非热镀锌工序产生。
2.4 热轧态
热轧卷取温度(Coiling Temperature,CT)为650 ℃时的热轧卷中部板宽边、中位置的SEM组织形貌如图6所示,热轧基体组织为铁素体+珠光体组织。表面GDS对比检测的成分分布曲线如图7所示,分别用实线和点划线表征板宽边、中位置的检测结果。可以发现,中间位置的Si、Mn、Cr峰值均较边部位置略高,峰值分别增加15%、23%和28%,存在表面富集现象。为便于比较,以5% O含量作为热轧氧化层和基体的分界界面,中间和边部位置的氧化层厚度分别为6.5 μm和5.8 μm,中间位置氧化层更厚,厚度约增加12%。表层到基体的O含量均呈逐渐下降趋势,中间位置的O含量梯度变化趋势更缓慢,这表明2个位置的氧化铁皮层相构成存在差异。

图5 轧硬卷表面SEM形貌

图6 650 ℃卷取时热轧态SEM组织形貌

图7 CT为650 ℃时热轧态GDS检测结果
橘皮缺陷发生位置对应热轧钢卷芯部(非暴露部位),该部位特点是冷却速率慢,高温时间长。实践验证表明,热轧卷CT由原有的650 ℃下调至560 ℃及以下时,冷轧表面轧裂现象消失,可有效消除该表面缺陷。热轧CT为550 ℃时的热轧卷中部板宽边部和中间位置的SEM组织形貌如图8所示,热轧基体组织均为铁素体+马氏体+珠光体+少量贝氏体组织。对应的表面GDS对比检测的成分分布曲线如图9所示。检测表明,中间位置的Mn元素表面富集现象弱化。表层到基体的O含量呈逐渐下降趋势,但边、中氧化铁皮层基本保持一致,与卷取为650 ℃的边部位置变化规律一致。中、边部位置的氧化层厚度分别为5.2 μm和4.7 μm,较650 ℃卷取时有较明显减薄,减薄比例分别为20%和19%。

图8 550 ℃卷取时热轧态组织形貌

图9 CT为550 ℃时热轧态GDS检测结果
CT为 650、550 ℃时对应缺陷位置热轧态截面SEM形貌如图10所示,表面氧化层厚度分别约为9.2 μm和7.0 μm。热轧态氧化层SEM检测结果进一步证实,在高CT温度下,热轧氧化层厚度增加,增加比例约为31%,低CT有助于降低热轧态表面的氧化层厚度。

图10 CT为650 ℃和550 ℃时热轧截面SEM形貌
2.5 讨论
热镀锌双相钢或低合金高强钢类似的边、中色差缺陷表观质量问题已经有部分相关研究。李研等[14]在热镀锌双相钢表面粗糙问题分析与控制中研究了一种表面锌层粗糙度异常升高、锌层不均的边中色差缺陷,研究表明,其与基板表面微裂纹直接相关。李顺昌等[15]在分析780 MPa级热镀锌双相钢微观裂纹导致板面块状色差缺陷中进一步提出,边、中色差与热轧板表面富集的Si、Cr氧化圆点和基体中粗大珠光体在冷轧过程中形成微裂纹有关。宋涛等[16]在研究热镀锌双相钢表面色差问题的分析中指出,色差是由于遗传热轧带状组织引起的。相关研究都指出,造成该问题的重要因素是热轧基体组织差异。本文研究板宽边、中位置热轧基体组织时,并未发现组织差异性,无法用现有相关研究结果解释该缺陷形成机理。
研究表明,650 ℃卷取时,热卷中部中间位置Mn元素表面富集明显,GDS检测结果显示,Mn峰较边部位置约增加23%,这与中间位置处于高温的时间更长有重要关系。氧化铁皮厚度为6.5 μm,较边部位置增厚12%,较550 ℃卷取对应位置增厚25%,O含量明显低于边部位置,氧化铁皮相构成差异明显。基于氧化层各相(Fe2O3、Fe3O4、FeO、Fe)的O含量可以推断,边部位置以高O含量的Fe2O3、Fe3O4、FeO为主,中间位置以低O含量的Fe3O4、FeO、Fe为主。更为重要的是,热卷从650 ℃缓慢冷却到室温时,FeO在570 ℃时开始共析转变为Fe3O4和纯铁[17-19](见图11)。共析转变形成的纯铁包覆Fe3O4的氧化铁皮严重影响酸洗效果[20-22],而过厚的氧化铁皮也会增加酸洗难度,进而导致酸洗效果不佳,造成表面氧化物残存。
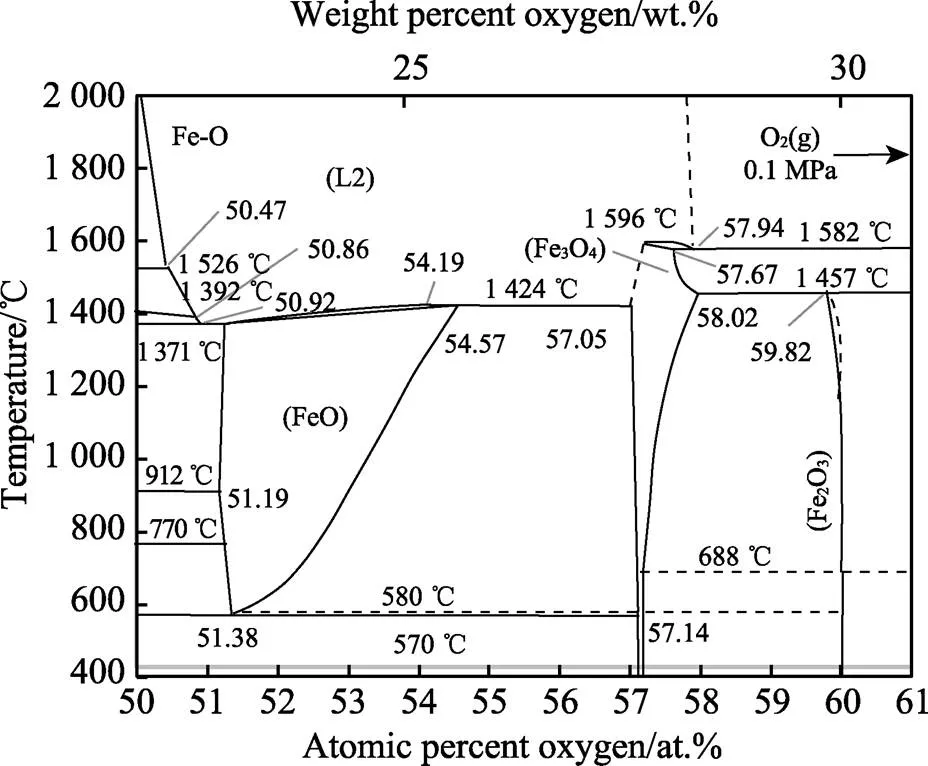
图11 铁氧相图
酸洗后残留氧化物的热卷表面的协同变形能力弱于基体,根据И.Я.塔尔诺夫斯基的不均匀变形理论[23],冷轧时沿厚度方向表层金属的变形程度更大,导致冷轧表面出现垂直于轧制方向的长度为数十微米级的横向微裂纹[12,24-25]。650 ℃卷取时,热轧态中部较边部的Mn、Cr元素富集程度增加23%和28%,这也进一步降低表面的协同变形能力,加重微裂纹程度。强度等级越高,意味着成分中Mn、Cr等元素的添加量也越多,厚度越厚则冷轧时的压下量也越大,这些因素都会加重微裂纹,这与实际生产过程中缺陷随厚度规格、产品强度等级的增加而加重的特征一致。
Guttmann认为冷轧凹凸表面会导致Fe-Al相形核质点和晶界的取向更为随机,从而有利于通过增加短路Zn扩散来解除抑制。由于典型的局部溶解度变化,在弯曲界面突出的地方,Fe的局部溶解度要高于平面,有利于Zn-Fe相的形成[26]。微裂纹造成的凹凸表面,诱发Zn-Fe相随机向各方向生长,易于促进Fe-Zn相爆发组织的过度生长[27-29]。此外,去锌层态抑制层形成不充分的检测结果表明,表面氧化物残留和Mn富集也会阻碍Fe-Al相抑制层的形成,对Fe-Zn相生长的抑制作用降低。厚带钢出锌锅时具有更多的芯部热量,在镀后冷却速率较慢,也利于锌层晶粒的长大。
3 结论
通过对比分析600 MPa级镀锌DP钢镀锌、去锌层、冷轧及热轧态的形貌及元素分布,得出镀锌高强钢表面橘皮状缺陷的形成机理,结论如下:
1)橘皮状缺陷特征是锌晶粒异常长大至350 μm,约为正常晶粒尺寸的4倍,基板表层观察到大量约2~4 μm深的微裂纹,锌层与基体界面存在Al、O、Mn峰,存在Mn表面富集。
2)去锌层态和冷轧态基板表面呈冷轧轧裂特征,形成大量垂直于轧制方向的10~30 μm的横向微裂纹。
3)650 ℃卷取时,热卷中间位置发生共析转变,相构成以低O含量的Fe3O4、FeO、Fe为主。实践表明,卷取温度下调至560 ℃时,可消除该表面缺陷。
4)缺陷形成机理是,热轧钢卷在570 ℃以上温度卷取,经缓慢冷却至室温时,形成纯铁包覆Fe3O4的共析转变氧化铁皮,卷取温度高也使氧化层增厚,导致酸洗难度增大,氧化铁皮无法有效清除。酸洗后残存的氧化层和Mn富集导致表层协同变形能力弱,冷轧形成大量10 μm级横向微裂纹。微裂纹处的凹凸表面诱发Fe-Zn相爆发生长,导致锌晶粒异常长大。
[1] 李光瀛, 马鸣图. 我国汽车板生产现状及展望[J]. 轧钢, 2014, 31(4): 22-32.
LI Guang-ying, MA Ming-tu. Auto Steels Production in China—Status and Prospect[J]. Steel Rolling, 2014, 31(4): 22-32.
[2] 王存宇, 杨洁, 常颖, 等. 先进高强度汽车钢的发展趋势与挑战[J]. 钢铁, 2019, 54(2): 1-6.
WANG Cun-yu, YANG Jie, CHANG Ying, et al. Development Trend and Challenge of Advanced High Strength Automobile Steels[J]. Iron & Steel, 2019, 54(2): 1-6.
[3] 刘清梅, 封娇洁. 汽车轻量化条件下先进高强钢的发展及现状[J]. 轧钢, 2020, 37(4): 65-70.
LIU Qing-mei, FENG Jiao-jie. Development and Current Situation of Advanced High-Strength Steel under the Condition of Automobile Light Weight[J]. Steel Rolling, 2020, 37(4): 65-70.
[4] 谢英秀, 金鑫焱, 王利. 宝钢热镀锌钢板的开发与展望[J]. 宝钢技术, 2017(1): 1-6.
XIE Ying-xiu, JIN Xin-yan, WANG Li. Development and Prospects of Baosteel Hot Dip Galvanized Steel Sheets[J]. Baosteel Technology, 2017(1): 1-6.
[5] DAI Zong-biao, CHEN Hao, DING Ran, et al. Fundamentals and Application of Solid-State Phase Transformations for Advanced High Strength Steels Containing Metastable Retained Austenite[J]. Materials Science and Engineering: R: Reports, 2021, 143: 100590.
[6] 李军, 刘鑫, 曹广祥, 等. 汽车车身高强度钢的应用发展及挑战[J]. 汽车工艺与材料, 2021(8): 1-6.
LI Jun, LIU Xin, CAO Guang-xiang, et al. Application Development and Challenge on High Strength Steel for Automobile Body[J]. Automobile Technology & Material, 2021(8): 1-6.
[7] 蒋光锐, 王海全, 刘广会, 等. 预镀镍层对一种C-Mn-Si高强钢选择性氧化行为的影响[J]. 表面技术, 2021, 50(2): 304-309.
JIANG Guang-rui, WANG Hai-quan, LIU Guang-hui, et al. Influence of Prior Nickel Plating on Selective Oxidation Behavior of a C-Mn-Si High Strength Steel[J]. Surface Technology, 2021, 50(2): 304-309.
[8] 郝玉林, 蔡宁, 姚士聪, 等. 高强双相钢表面选择性氧化行为对磷化性能的影响[J]. 表面技术, 2020, 49(8): 309-315.
HAO Yu-lin, CAI Ning, YAO Shi-cong, et al. Effect of Selective Oxidation Behavior of High Strength Dual- Phase Steel Surface on Phosphating Properties[J]. Surface Technology, 2020, 49(8): 309-315.
[9] 吴庆美, 郑连辉, 蔡传博, 等. 热镀锌双相钢中亮点缺陷分析[J]. 金属热处理, 2016, 41(10): 195-197.
WU Qing-mei, ZHENG Lian-hui, CAI Chuan-bo, et al. Defect Analysis of Bright Dot in Hot Dip Galvanized Dual Phase Steel[J]. Heat Treatment of Metals, 2016, 41(10): 195-197.
[10] 付东贺, 富聿晶, 金月桂. 快冷出口温度对热镀锌600 MPa级双相钢性能及表面质量的影响[J]. 金属热处理, 2018, 43(8): 203-205.
FU Dong-he, FU Yu-jing, JIN Yue-gui. Effect of Rapid Cooling Outlet Temperature on Properties and Surface Quality of Hot Dip Galvanized 600 MPa Grade Dual Phase Steel[J]. Heat Treatment of Metals, 2018, 43(8): 203-205.
[11] 马二清, 崔磊, 彭梦都, 等. EPS处理对热浸镀锌高强钢表面质量的影响[J]. 表面技术, 2020, 49(6): 352-358.
MA Er-qing, CUI Lei, PENG Meng-du, et al. Effect of EPS Treatment on Surface Quality of Hot Dip Galvanized High Strength Steel[J]. Surface Technology, 2020, 49(6): 352-358.
[12] MAO Wei-chen, HENDRIKX R W A, SLOOF W G. Prediction of Oxide Phases Formed Upon Internal Oxidation of Advanced High-Strength Steels[J]. Oxidation of Metals, 2018, 89(5): 531-549.
[13] 陈斌锴, 张启富, 郝晓东, 等. 热浸镀锌工艺对IF440高强钢镀层抑制层组织的影响[J]. 材料热处理学报, 2014, 35(5): 191-195.
CHEN Bin-kai, ZHANG Qi-fu, HAO Xiao-dong, et al. Influence of Hot Dip Galvanizing Process on Inhibition Structure of IF440 Steel[J]. Transactions of Materials and Heat Treatment, 2014, 35(5): 191-195.
[14] 李研, 张亮亮, 于洋, 等. 热镀锌双相钢表面粗糙问题分析与控制[J]. 钢铁, 2017, 52(6): 94-99.
LI Yan, ZHANG Liang-liang, YU Yang, et al. Analysis and Control of Coarse Surface of Galvanized Dual Phase Steel[J]. Iron & Steel, 2017, 52(6): 94-99.
[15] 李润昌, 庞二帅, 张环宇, 等. 780MPa级热镀锌双相钢微观裂纹成因及改进措施[J]. 金属热处理, 2019, 44(8): 236-242.
LI Run-chang, PANG Er-shuai, ZHANG Huan-yu, et al. Micro-Crack Origin and Improvement Measures in 780 MPa Grade Hot-Dip Galvanized Dual-Phase Steel[J]. Heat Treatment of Metals, 2019, 44(8): 236-242.
[16] 宋涛, 陈宇. 热镀锌双相钢表面色差问题的分析[J]. 金属世界, 2020(1): 44-47.
SONG Tao, CHEN Yu. Analysis of Surface Chromatic Aberration of Galvanized Dual Phase Steel[J]. Metal World, 2020(1): 44-47.
[17] 曹光明, 孙彬, 李成刚, 等. 热轧汽车大梁钢氧化铁皮结构的控制[J]. 钢铁研究学报, 2011, 23(10): 24-28.
CAO Guang-ming, SUN Bin, LI Cheng-gang, et al. Oxide Scales Control of Hot-Rolled Automotive Frame Steel[J]. Journal of Iron and Steel Research, 2011, 23(10): 24-28.
[18] 韩斌, 刘振宇, 杨奕, 等. 轧制过程表面氧化层控制技术的研发应用[J]. 轧钢, 2016, 33(3): 49-55.
HAN Bin, LIU Zhen-yu, YANG Yi, et al. Research and Application of Oxide Scale Control Technology in Rolling Process[J]. Steel Rolling, 2016, 33(3): 49-55.
[19] 彭欢, 胡学文, 王海波, 等. 终轧温度和卷取温度对汽车大梁钢氧化铁皮特征的影响[J]. 热加工工艺, 2020, 49(5): 120-122.
PENG Huan, HU Xue-wen, WANG Hai-bo, et al. Effects of Finish Rolling Temperature and Coiling Temperature on Oxide Scale Characteristics of Automobile Beam Steel[J]. Hot Working Technology, 2020, 49(5): 120-122.
[20] HE Yong-quan, JIA Tao, LIU Xiao-jiang, et al. Hot-Dip Galvanizing of Carbon Steel after Cold Rolling with Oxide Scale and Hydrogen Descaling[J]. Journal of Iron and Steel Research, International, 2014, 21(2): 222-226.
[21] 孙彬, 郝明欣, 齐建军, 等. 我国钢材氧化铁皮控制技术的研究进展[J]. 中国材料进展, 2019, 38(7): 689-695.
SUN Bin, HAO Ming-xin, QI Jian-jun, et al. Research Progress on Oxide Scale Control Technology of Steel in China[J]. Materials China, 2019, 38(7): 689-695.
[22] 井玉安, 臧晓明, 商秋月, 等. 润滑条件对带钢还原冷轧后表面形貌的影响[J]. 机械工程材料, 2016, 40(2): 51-55.
JING Yuan, ZANG Xiao-ming, SHANG Qiu-yue, et al. Influence of Lubrication Condition on Surface Morphology of Strip Steel during Cold Rolling after Hydrogen Reduction[J]. Materials for Mechanical Engineering, 2016, 40(2): 51-55.
[23] 王廷溥, 邸洪双, 赵宪明. 现代轧钢学[M]. 北京: 冶金工业出版社, 2014: 39-41.
WANG Ting-pu, DI Hong-shuang, ZHAO Xian-ming. Modern steel rolling[M]. Beijing: Metallurgical Industry Press, 2014: 39-41.
[24] JING Yu-an, ZANG Xiao-ming, SHANG Qiu-yue, et al. The Evolution of Surface Morphologies and Microstructures during Cold Rolling after Hydrogen Reduction[J]. Journal of Materials Processing Technology, 2015, 219: 303-313.
[25] LE H R, SUTCLIFFE M P F, WANG P Z, et al. Surface Oxide Fracture in Cold Aluminium Rolling[J]. Acta Materialia, 2004, 52(4): 911-920.
[26] GUTTMANN M. Diffusive Phase Transformations in Hot Dip Galvanizing[J]. Materials Science Forum, 1994, 155- 156: 527-548.
[27] MARDER A R. The Metallurgy of Zinc-Coated Steel[J]. Progress in Materials Science, 2000, 45(3): 191-271.
[28] JORDAN C E, MARDER A R. Effect of Substrate Grain Size on Iron-Zinc Reaction Kinetics during Hot-Dip Galvanizing[J]. Metallurgical and Materials Transactions A, 1997, 28(12): 2683-2694.
[29] MANDAL G K, DAS S K, BALASUBRAMANIAM R, et al. Evolution of Microstructures of Galvanised and Galvannealed Coatings Formed in 0·2 Wt-% Aluminium- Zinc Bath[J]. Materials Science and Technology, 2011, 27(8): 1265-1270.
Investigation of Orange Peel-like Defects on Galvanizied DP Steel Sheets
,,,,,,
(Maanshan Iron & Steel Co., Ltd., Anhui Maanshan 243000, China)
The work aims to investigate the characteristics and formation mechanism of orange peel-like defects on the surface of a hot-dip galvanized dual phase steel. A comparative analysis of the surface morphology and surface composition distribution of the galvanized, dezincified, cold rolled and hot rolled states in normal and defective zones was carried out with digital microscopy (DM), scanning electron microscopy (SEM) and glow discharge spectroscopy (GDS). The orange peel-like defect was characterized by an abnormal growth of the spangle to about 350 μm, which was about four times the normal. The peak Mn values of GDS at the interface between the zinc layer and the substrate were 2.4 wt.% and 1.9 wt.% for the defective and normal zones in the galvanized state, respectively, which indicated the relatively pronounced surface enrichment in the defective zone. The longitudinal cross-sectional sample was observed to have a large number of microcracks with a depth of about 2-4 μm on the surface of the substrate. The line scanning results at the interface between the zinc layer and the substrate showed the presence of aluminum, oxygen and manganese peaks, which meant the presence of oxides at the interface. The surface of the substrates in the dezincified and cold-rolled states exhibited cold-rolled cracking characteristics, with a significant number of transverse microcracks of 10-30 μm perpendicular to the rolling direction. The thickness of the oxide layer at the side and center zones of the hot-rolled state at a coiling temperature (CT) of 650 ℃ was 6.5 µm and 5.8 µm, respectively, which was 25% and 23% higher than that at 550 ℃. GDS tests revealed a trend towards a lower oxygen content and a slower oxygen content variation in the hot rolled state corresponding to the defective zone. This is an indication of a eutectic transformation in this zone, where the phase composition was dominated by low oxygen content of Fe3O4, FeO and Fe. Practices demonstrated that the defect can be effectively eliminated when the coiling temperature decreased to below 560 ℃.
Here is the formation mechanism of defect. When the hot rolled coil is coiled at above 570 ℃ and slowly cooled to room temperature, the surface generates pure iron wrapped with ferroferric oxide of eutectic transformation, while the high CT also leads to a thicker hot rolled oxide layer. These factors make pickling more difficult and the surface oxide layer cannot be effectively removed. Based on the theory of inhomogeneous deformation, the residual oxide layer and Mn enrichment will lead to a weaker external cooperative deformation ability than the interior, and a large number of transverse microcracks of 10 µm are formed on the surface of the cold-rolled state.
The uneven morphological characteristics of the surface caused by microcracks induce outburst growthof Fe-Zn compounds, resulting in abnormally grown spangles. In addition, thick strips have more core heat coming out from the zinc pot, which also creates conditions for spangle growth after galvanizing.
galvanized DP steel; orange peel-like defect; spangle; microcrack; coiling temperature; eutectoid transformation
TG174.4
A
1001-3660(2023)01-0214-08
10.16490/j.cnki.issn.1001-3660.2023.01.022
2021–11–26;
2022–03–22
2021-11-26;
2022-03-22
马二清(1989—),男,硕士,工程师,主要研究方向为热镀锌高强钢产品开发。
MA Er-qing (1989-), Male, Master, Engineer, Research focus: development of hot dip galvanized high strength steel products.
马二清, 靳立, 杨峥, 等. 热镀锌双相钢钢板表面橘皮缺陷研究[J]. 表面技术, 2023, 52(1): 214-221.
MA Er-qing, JIN Li, YANG Zheng, et al. Investigation of Orange Peel-like Defects on Galvanizied DP Steel Sheets[J]. Surface Technology, 2023, 52(1): 214-221.
责任编辑:刘世忠
