进口与国产锻造自动喷淋润滑设备现状分析及选型建议
2023-02-07王明涛北京易工自动化技术有限公司
文/王明涛·北京易工自动化技术有限公司
20 世纪70 年代第一条全自动化锻造生产线自国外引入后,经过50 多年的发展,我国锻造装备行业得到了巨大的进步,国产锻造主机及上下游配套设备厂家为全世界规模之最,在设备品质方面也获得了较高的发展与进步。但由于我国锻造装备行业起步较晚,且长期受到国外先进技术的封锁,距德日美意等老牌工业强国尚有一定的差距。主要体现在设备关键零部件材料及加工技术、动力驱动及传动技术、系统控制技术以及精细化设计理念等方面。
自动化生产发展现状和瓶颈
就锻造自动化生产线而言,国内尚未真正形成以主机设备为核心的完整而全面的系统技术。锻造装备产业由于处于产业链底层,市场水平有限,国家科研投入市场化反映程度低,对于设备用户而言全自动化锻造生产线一次性投资较大,于是形成了大多数生产线工艺设备离散式生产交付,由部分有一定经验的自动化团队或者厂商提供组线联机服务的实际状况。
但由于锻造热加工所涉及的批量性和品种性特点,以及涉及到模具、温度、材料、节拍效率等诸多不确定性因素的影响,很多自动化生产线只能形成局部自动化或者半自动化生产的特殊工况形态。
自动喷淋润滑存在的问题
在所有影响锻造全自动化不确定工艺因素里面,模具的温度控制和模具润滑是最难以实现和把握的核心因素。体现在钢锻件和铝合金锻件、高温合金锻件中对于模具的温度控制和润滑性有着较高的要求,直接影响到金属流动是否合理而造成产品是否合格。尤其是锻打温度较窄的铝合金锻造,这一点更为重要。
对于自动化生产线而言,合理的喷淋设备的选择决定了能否让整个锻造生产线是否连贯的无障碍的生产,整个指标体现在喷淋的雾化是否充分,喷淋是否均匀,以及喷涂量是否合适。如果选择不合理,很容易润滑不均匀造成模具粘料或者产品缺肉、飞边不合理等。

我公司长期以来针对用户,尤其是具有进口中大型模锻设备的喷淋润滑设备的用户做了调研。我司调研的几家德国和法国等进口喷淋润滑设备,这些厂家并非专门从事锻造领域的喷淋润滑的厂家,而是自动化公司针对项目做的非标设计,故此在设计过程中很多并没有考虑现场工况以及后续使用出现的问题:
⑴进口喷淋润滑成套设备价格昂贵,且使用成本高;
⑵过分大流量,造成管路和喷洒出来的石墨使用量极大,浪费严重;
⑶有仿形3D 打印喷嘴,流道混乱,喷淋不均匀,造成积液和浪费;
⑷雾化主要靠喷头处的气液混合,不仅流量不易控制,造成滴漏现象,若久不用极容易造成堵塞。
另外,我们也统计了在其他类型生产线的自动喷淋润滑中常见的问题:

⑴喷淋润滑不均匀,模腔局部喷洒量不够,造成锻件粘膜,降低模具寿命;
⑵型腔死角位置容易出现水基石墨的淤积,造成锻件打不满;
⑶石墨乳自动配比不准确,稳定性差,造成误操作和生产线长时间停机;
⑷管路和喷嘴容易堵塞,造成自动化生产线无法正常运转;
⑸喷嘴适应性差,无法实现根据型腔做最优化喷头设计,造成该喷的地方喷不到,不该喷的地方喷的多,影响节拍和产品质量;
⑹雾化效果较差,喷嘴临界点为水柱,不仅浪费,还容易造成积液,模具周围环境恶劣;
⑺喷淋不均匀和流量不稳定造成模具冷却效果差(钢锻件显著)或者模具降温过快(铝合金锻造显著),冷却差容易造成模具快速胀大变形,模具降温过快则造成模具收缩,均会产生不良品甚至废品。
自动喷淋润滑解决方案
针对以上问题,我公司对应性地研发和设计了多种解决方案:
⑴高压雾化器成套装置系统,实现了喷淋到模具型腔的为均匀的雾化液,而非水流;
⑵雾化效果佳,喷淋到型腔的石墨可以在正常模具温度下迅速蒸发,不仅可以迅速带走热量,而且不会造成积液,对模具及压机周边环境影响做到最小;
⑶前置雾化(润滑液通过控制系统进入雾化器,润滑液在雾化器高压雾化后再通过管路在喷头均匀喷出),且管路封闭,确保喷头和管路不会出现堵塞;
⑷复合多功能仿形喷头,对于模具有更强的适应性,可实现喷头系统的快速更换。同时仿形喷头,针对模具设计喷淋点位,使模具温度有效得到保持;
⑸我司研发的全自动配比装置,可以实现配比精确度在±5%以内,而且联机使用稳定性高;
⑹人机交互界面可实现多模式、多参数、多配方输入设置,满足多品种的柔性定制化需求。
喷淋设备选型建议
我司自2014 年以来,长期专注于锻造模具自动润滑工艺和设备的研究,针对各类型的锻造设备、各种类型的锻造材料和产品,系统地为客户提供了整套的有针对性的喷淋润滑设备和解决方案。主要可分为六轴关节机器人式喷淋系统设备、伺服机械臂式喷淋系统设备、步进梁式喷淋润滑系统设备、立式坐标式喷淋系统设备、桁架机械臂式喷淋系统设备、固定喷淋式系统设备等五大类。
按锻造设备分类的喷淋设备选型建议
⑴适合大型模锻压力机(多工位)的喷淋设备选型建议见表1,设备见图1。

图1 大型关节机器人式喷淋润滑系统设备

表1 适合大型模锻压力机喷淋设备的选型建议
⑵适合中小型热模锻/机械压力机(单工位/多工位)的喷淋设备选型建议见表2,设备见图2。

表2 适合中小型热模锻/机械压力机的喷淋设备选型建议

图2 中型关节机器人喷淋润滑系统设备
⑶适合中小型螺旋压力机/摩擦压力机(单工位/多工位)的喷淋设备选型建议见表3,设备见图3。
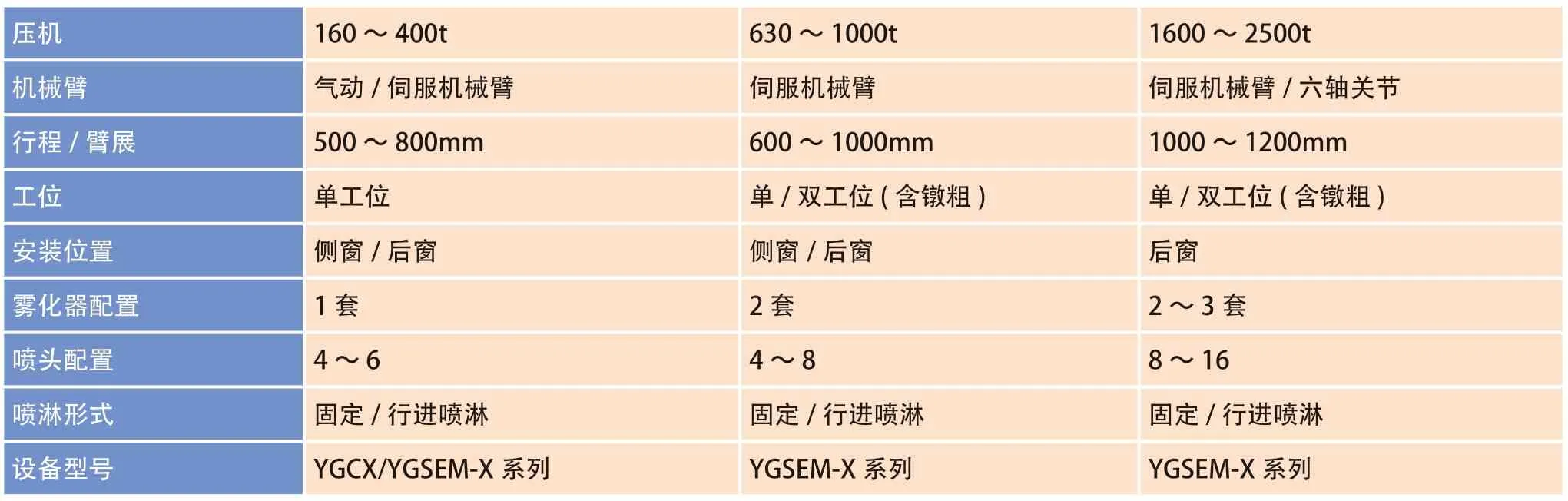
表3 适合中小型螺旋压力机/摩擦压力机的喷淋设备选型建议

图3 小型气动喷淋润滑机械臂
⑷适合模锻锤/立式拉伸油压机/卧式多向油压机/多工位步进梁锻造压机的喷淋设备选型建议见表4,设备见图4 ~图6。
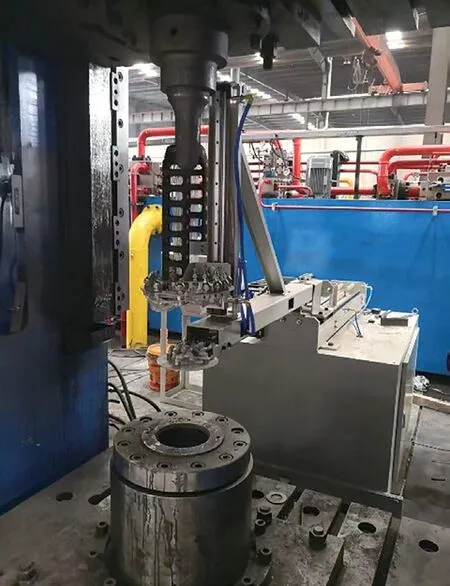
图4 立式挤压坐标喷淋润滑成套设备

图5 龙门双臂桁架喷淋润滑设备
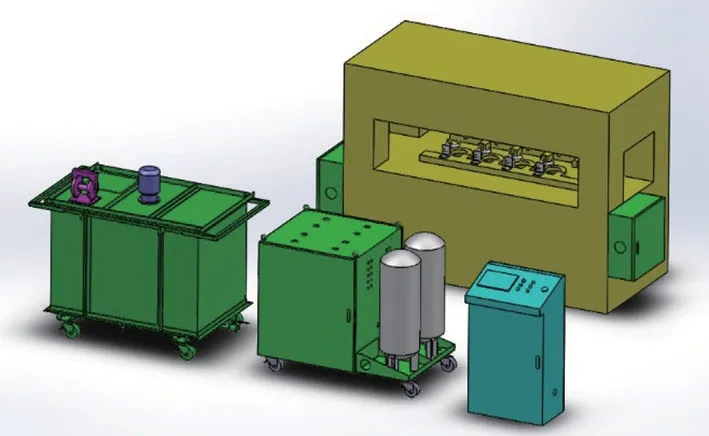
图6 步进梁喷淋润滑系统

表4 适合模锻锤/立式拉伸油压机/卧式多向油压机/多工位步进梁锻造压机的喷淋设备选型建议
按锻造材料分类的喷淋设备选型建议
⑴适合模锻锤/立式拉伸油压机/卧式多向油压机/多工位步进梁锻造压机的喷淋设备选型建议见表5,设备见图7。

图7 伺服喷淋润滑成套设备-铝合金

表5 适合铝合金锻造的喷淋设备选型建议
⑵适合钢锻件锻造的喷淋设备选型建议见表6。
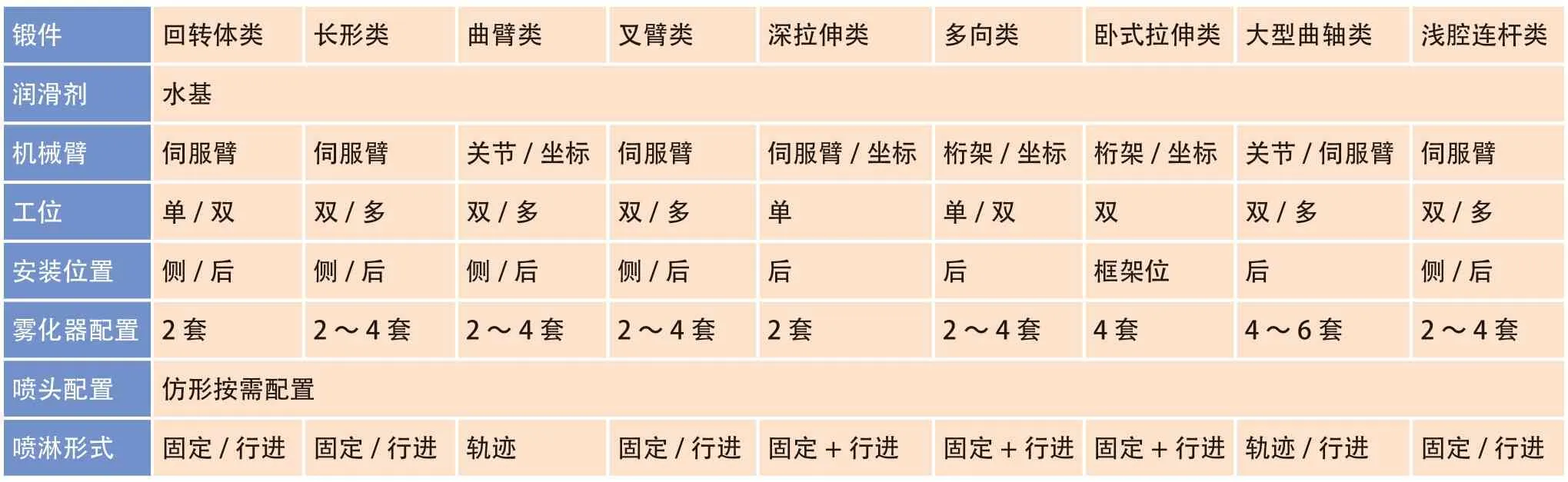
表6 适合钢锻件锻造的喷淋设备选型建议
⑶适合高温合金锻件锻造的喷淋设备选型建议见表7。

表7 适合高温合金锻件锻造的喷淋设备选型建议
结束语
自动喷淋润滑工艺为自动化锻造生产线的重要组成,相比较搬运及其他机械中转环节和监测环节而言,具有更多不确定性和复杂性,往往因为喷淋环节无法实现全自动化生产而造成半人工生产的尴尬现状,希望通过以上介绍能给广大的锻造企业带来良好的借鉴。
