汽车半轴卧式双头镦锻自动化伺服数控锻造生产线
2023-02-07司宗青孙桂荣苏州虹逸重工科技有限公司
文/司宗青,孙桂荣·苏州虹逸重工科技有限公司
目前,汽车半轴大多采用加热→预镦→摆辗的方式生产,一条生产线需要大约5 ~6人或布置多台机器人,生产成本高、效率低、能耗高、噪声大、占地面积大,同时人工操作半轴部分会出现不平整、端面飞边、毛刺、夹层以及半轴法兰盘端几何尺寸不一,加工余量大等问题,针对以上产生的问题,我公司系统开发了汽车半轴卧式双头镦锻自动化伺服数控锻造生产线。
设备用途特点与组成部分
汽车半轴卧式双头镦锻自动化伺服数控锻造生产线布置见图1,可实现汽车半轴两端同时热挤压、镦锻与摆辗压制为一体的高效一次成形自动化生产,同时也可对管材、棒料两端高效多次热挤压、镦粗成形,能专门满足汽车半轴、车桥、传动轴以及火车车辆轮轴等零部件一次精准高效成形。
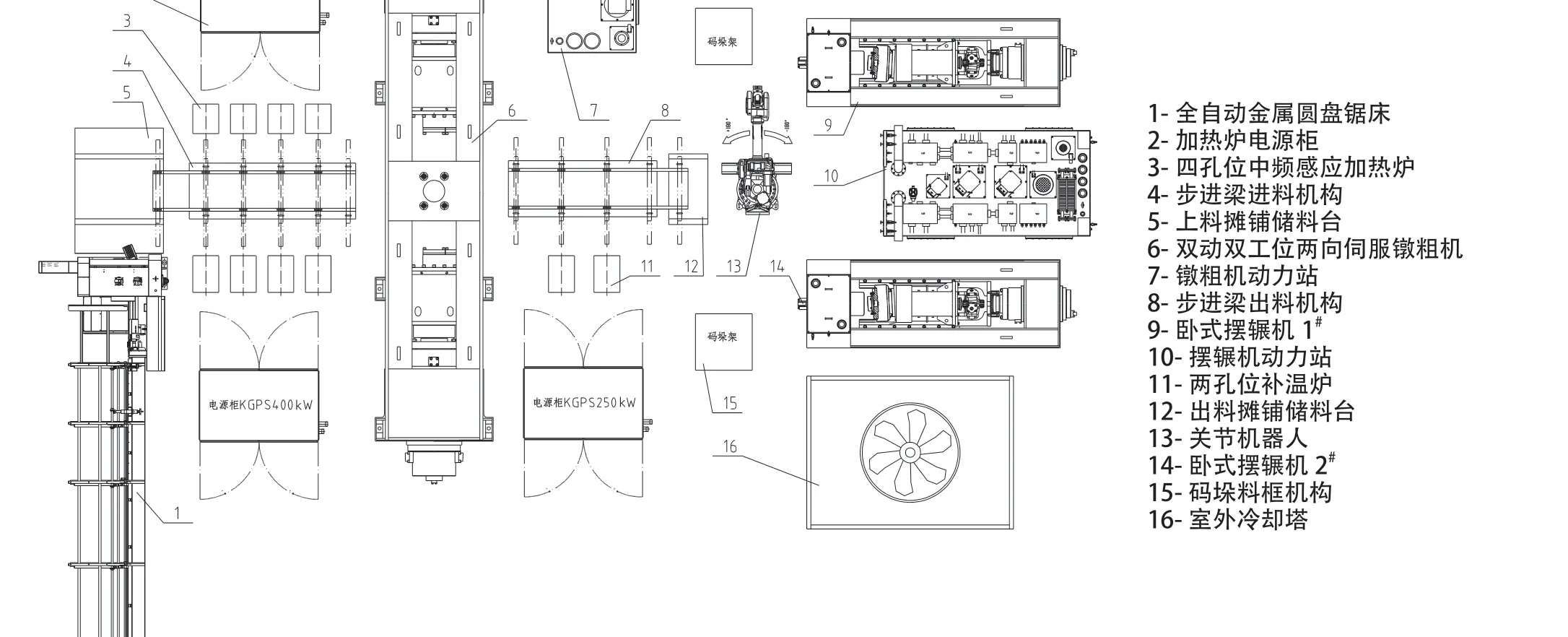
图1 生产线布置图
生产工艺流程介绍
将成捆原料由行车吊到全自动金属圆盘锯床的进料架,原料被自动切割并分检到上料摊铺储料台,上料摊铺储料台有可调节斜坡导轨与工件定位等装置,便于步进梁进料机构的精准抓取工件;独立的步进梁进料机构对工件一端对点,步进式驱动工件径向输送,工件到位后,两侧的四孔位中频感应加热炉由底部小车拖动,对工件两端同时递进式加热;加热到1150℃后,将工件输送到双动双工位两向伺服镦粗机模具中;工件被自动夹紧后,镦粗机同时对工件两端镦锻成形,如锻造比大时,可用换模机构切换模具实现对工件二次镦粗;步进梁出料机构自动托出工件到步进梁中,喷冷却水与石墨乳对模具进行冷却与润滑;工件在步进梁出料机构一端对点后径向输送到位,一端两孔位补温炉轴向运动,对工件一端递进式加热补温;在步进梁出料机构上把工件再次加热到1150℃,由六轴关节机器人夹持工件输送到卧式摆辗机1#,进行工件一端法兰盘摆辗成形,同时关节机器人接着夹持第二件工件输送到卧式摆辗机2#,进行工件一端法兰盘摆辗成形;六轴关节机器人夹持工件依次分别从卧式摆辗机1#和卧式摆辗机2#中取出工件,喷冷却水与石墨乳分别对两机模具冷却与润滑;六轴关节机器人取出工件到码垛料筐进行有序码垛,六轴关节机器人能判断料垛中工件高度并自行调节高度和旋转工件摆放方向(法兰盘朝向外),在换垛时始终有一件备用空码垛框,码垛料框满之后自行通知人工叉车更换码垛框;另外,室外冷却塔保证四孔位中频感应加热炉和两孔位补温炉以及镦粗机动力站、摆辗机动力站中的加热炉和压机动力站保持正常工作。法兰盘半轴工艺流程见图2,法兰盘半轴实物见图3。

图2 半轴生产工艺流程

图3 法兰盘半轴实物
技术创新与关键点
⑴各设备均有独立控制的PLC,可与总自动化连线PLC 和各种智能传感器、控制开关通过Profibus 总线通讯。上位监控机与自动化联线PLC,如压力机、锯床、机器人等设备之间的互锁信号采用工业以太网通过Profibus 总线的方式进行连接与数据交换,对整线设备进行监控。实时检测运行状态:系统能直观、实时、准确地显示整线监控对象的工作状态及运行参数,并能进行相应的操作。
⑵全自动金属圆盘锯床的床身为高刚性机体铸造结构,专为管棒料精密切断设计。高刚性、高精度主轴齿轮箱配合齿隙消除机构,使进刀稳定,大幅提高刀具寿命;原带锯床每片可锯切棒材3 ~5m2,现圆盘锯每片可锯切棒材25 ~30m2,修模后可锯切棒材13 ~15m2;一键启动,对话式触摸输入,操作简单快捷;每齿进给量为0.05 ~0.1mm,锯料长度误差在0.2mm,伺服进刀与送料系统切割精准;锯断时间8s,送料时间10s,总时间为18s,切削速度是传统锯床的5 倍。主轴转速有无极调速功能,可同时锯切多种长度的棒料,且具有检查长度和分检料头的功能。此外,圆盘锯配有吹气加雾化式切削油去除铁屑。
切割夹钳采用国际流行三点式万能夹持牢固可靠,不同材料外形无需更换夹持装置;配置有准干式锯片润滑冷却装置,提高锯片使用寿命;采用可调节高刚性锯片稳定器,完全防止了圆锯片的振颤、偏摆,锯切精度高;设备符合JB/T 3364.2-3-2011 圆锯床《精度》《技术条件》、JB/T 3866.2-2011《圆锯床主轴端连接尺寸》、GB 16454-2008《金属锯床安全防护技术要求》等国家行业标准。
⑶四孔位中频感应加热炉与两孔位补温炉采用中频感应加热,进料采用不锈钢线性导轨并且由位移编码器控制,可适应不同加热长度并且可精准控制加热长度要求。温控系统由红外测温系统、PLC 可编程控制器、数字化采样模块及人机界面控制系统组成。其中两孔位补温炉采用蘑菇头仿形感应加热,具有降耗节能优点。
⑷步进梁进料机构与步进梁出料机构均采用步进方式驱动工件径向输送,每次行程距离相等,此机构制造成本低、运行可靠、精度高、便于维护保养,特别适合锻造管类和圆棒料类产品。
⑸双动双工位两向伺服镦粗机具有独立的液压控制系统及电气操作按钮,液压控制系统采用二通插装阀集成系统。整机具有集成数显操作按钮站,用来控制整机的动作。该机设有调整、手动、半自动三种工艺动作,工作压力、工作行程均可在规定的范围内无极数字化调整,并可实现“定程”“定压”两种工艺动作。主机机身总图如图4 所示。

图4 主机机身总图
1)原汽车半轴生产需多台设备,只能一端加工好之后再加工另一端。使用双动双工位两向伺服镦粗机,在四孔位中频感应加热炉与步进梁进料机构作用下使工件两端同时加热后,直接到双动双工位两向伺服镦粗机进行两端同时镦粗(花键、蘑菇头),并且两端均含有自动换模机构可进行二次镦粗(因锻造比大),效率是之前2 倍以上。双动双工位两向伺服镦粗机左右两侧同时镦粗,两挤压滑块(镦杆)压制时要求等速等距运行,同步精度±0.20mm。左右两侧滑块动力系统、控制系统均为各自独立,便于调节控制。两挤压滑块的同步控制采用伺服比例控制系统及等容积原理,实现速度及压力双闭环的控制,从而实现滑块同步压制精度。压力控制采用伺服电机油泵组压力控制系统,显示精度达到±0.1MPa。行程检测采用位移传感器控制,显示精度达到±0.1mm。模具采用内外水循环冷却,冷却效果好;同时具备自动喷石墨乳,提高了模具寿命;换模平稳精度高。
2)两侧模套滑块中均含有换模机构,换模机构中的导向采用多面导轨相结合的结构。换模机构中设有换工位定位机构,采用两侧面V 形锥面定位发讯系统,保证挤压滑块(镦杆)、模套滑块中心、上下模座与主机中心同轴度误差在合理范围之内。换模机构锥面左右定位发讯后,换模机构中的滑板两侧夹紧模具启动预紧自锁装置,使换位滑板与模套滑块面紧密准确无误贴合到位,安全与主机互锁。
3)油泵电机组均采用伺服控制,并配有压力传感器、位移传感器、温度传感器、液位传感器、触摸屏等,另外,油泵采用高低压结合的一机多油泵形式(一个伺服电机带多个油泵),可实现滑块快速回程,节能高效。
⑹1#和2#卧式摆辗机为相同机型,见图5。此生产线选择两台的原因一是可以提高工作效率(大于2 倍),主要是提高模具冷却时间,延长模具寿命;二是在换模或换轴承等保养时,可始终有一台随时正常使用。摆辗机共用一台动力站,但是液压系统阀体与电气控制系统各自独立,便于各主机调试控制、维护保养。

图5 卧式摆辗机结构图
1)卧式摆辗机与传统的压力成形相比具有压力小(仅为传统压力成形的1/10 ~1/5),能耗大大降低,具有成形金属流线性好、质量高、锻造变形均匀、切削加工少、省料节能等优点。
2)液压马达具有柔性摆辗锻造性,有利于保护设备零部件,避免闷车和轴承损坏,同时减少工件与模具接触时间,无冲击,模具受力小,提高了模具使用寿命。
3)油泵电机组选用与两台镦粗机相同型号的伺服控制系统,便于后期备件储备与维护保养。
4)滑块主轴为斜楔式四角“X”形加大接触面可调导轨,导轨间隙可调;导向精度持续性好,抗偏载能力强,导轨面配有自动加油润滑,耐磨性能良好,使用寿命长。
5)挡料机构定位准确,同时模具中具备顶出料功能,利于自动化机器人抓取。
⑺库卡六轴关节机器人采用独立的液压抓手,保证在运转中夹持力足够。机器人从出料摊铺台中取料分别到1#与2#卧式摆辗机中进行工件摆辗成形,然后分别取出工件整齐排列码垛。机器人解决了此处动作复杂、危险性高、工作效率低、劳动强度大的问题以及完成了自动上下料系统的集成、通讯等数字化需要。
⑻室外冷却塔是封闭式水冷却器结合喷淋冷却塔和风冷却器的特点,当环境温度低于被冷却水使用温度时直接采用风冷换热;当环境温度高于被冷却水使用温度时,采用雾化+湿蒸发实现汽化潜热的作用,从而使被冷却水温度接近于环境温度。空气与水通过盘管热交换,并不直接接触,避免了管路的结垢和堵塞问题。
⑼设备层采用集中中央CPU+Profibus DP总线通讯的控制结构。监控管理层采用工业以太网协议,实现数据的快速传递。监控显示屏与自动化联线PLC采用Profibus 总线方式连接。各种智能传感器与相应的PLC 通过Profibus 总线通讯。机器人控制系统配置标准的以太网接口,供编程使用。上位监控机与自动化整线PLC 采用工业以太网方式通讯,对整线设备进行监控。系统能直观、实时、正确地显示整线的监控对象的工作状态及运行参数,并能进行相应的操作。
⑽安全围栏符合国家安全生产方面的相关法规、以确保生产过程上的安全。所有的门均安装有安全开关及按钮盒,通过安全锁与系统联锁,并且按钮盒上设有复位按钮和急停按钮,报警由声光报警器完成。
结束语
此汽车半轴生产线已经过调试、验收,现已稳定生产,经验证,当前生产线工作人员由原5 ~6 人减少到1 ~2 人,并且劳动强度大大降低;电耗降低在30%以上;石墨等用量也有一定幅度的减少;锻件质量稳定可靠。

中国自古就被称为“衣冠上国、礼仪之邦”。曲裾深衣、凤冠霞帔、长袍马褂……在古代,各时期的服饰究竟是什么样子?中国古代的服饰受中庸之道的影响很深。孔子认为,服饰应既不过于突出,也不能过于简陋,要适中,这样才符合礼仪。
中国传统服饰讲求一种包藏却又不局限人体的若即若离的含蓄美,于恬淡之中给人一种平和、内敛之感。
