一种静压造型线推送控制系统的设计应用
2023-02-06王天涛
王天涛,康 群,赵 亮
(1.青岛科沃思自动化有限公司,山东青岛 266400;2.青岛青铸装备有限公司,山东青岛 266400)
0 前言
近年来,我国铸造产业飞速发展,2020 年铸件总产量连续21 年位居世界第一。铸造装备技术飞速发展,铸造生产对铸造装备的要求越来越高。静压造型线广泛用于各种球墨铸铁、灰铁等铸件的生产,是应用最广泛的铸造行业造型线类型之一。全线基本可以分为造型段、下箱合箱浇注段、冷却段、脱箱段四部分。每一段所共有的装置是由推缓油缸或者车载推缓油缸组成的推缓机构。液压驱动的静压造型线因其成型率高、生产效率高、运行平稳等优点,成为各铸造厂商的优选装备。随着铸造产业环保整治力度的增加以及产业精益化管理水平的提高,静压造型线的整体运行效率是当前各厂关心的重要技术指标和管理指标,而液压推送装置是静压造型线水平方向上的主要砂箱移载装置,也是提高系统整体运行效率的关键环节装置。本文通过总结分析当前液压推送装置的优缺点,开发设计一种缓冲压力实时调节的液压系统和控制系统,结构新颖,技术领先,能够提高设备整体的生产运行效率。
1 结构组成
1.1 现有结构
现有常规静压造型线的砂箱推送控制一般采用推送油缸进行驱动和速度控制、缓冲油缸提供背压缓冲减速。一般推送油缸采用比例阀控制,全程可分为消间隙、慢速启动、快速推送和减速制动四个阶段,后三个阶段尤其是快速推送和减速制动阶段需要缓冲缸的背压配合来实现。缓冲油缸的背压压力值和给定背压的时间直接影响油缸液压压力曲线的平稳性,不同的推送速度需要不同的背压压力值和给定背压的时间配合才能够保证推送的平稳性和到位的准确性;一般缓冲缸的背压,通过两位四通滑阀控制两位两通插装阀阀芯和盖板来实现,当有背压压力可调的要求时,两通插装阀的盖板要配减压阀。上述动作的部分液压原理如图1 所示。此方式缓冲缸压力只能在零压力和设定压力值之间进行切换,不但容易发生惯性脱离,而且限制了推送速度进一步的提高。
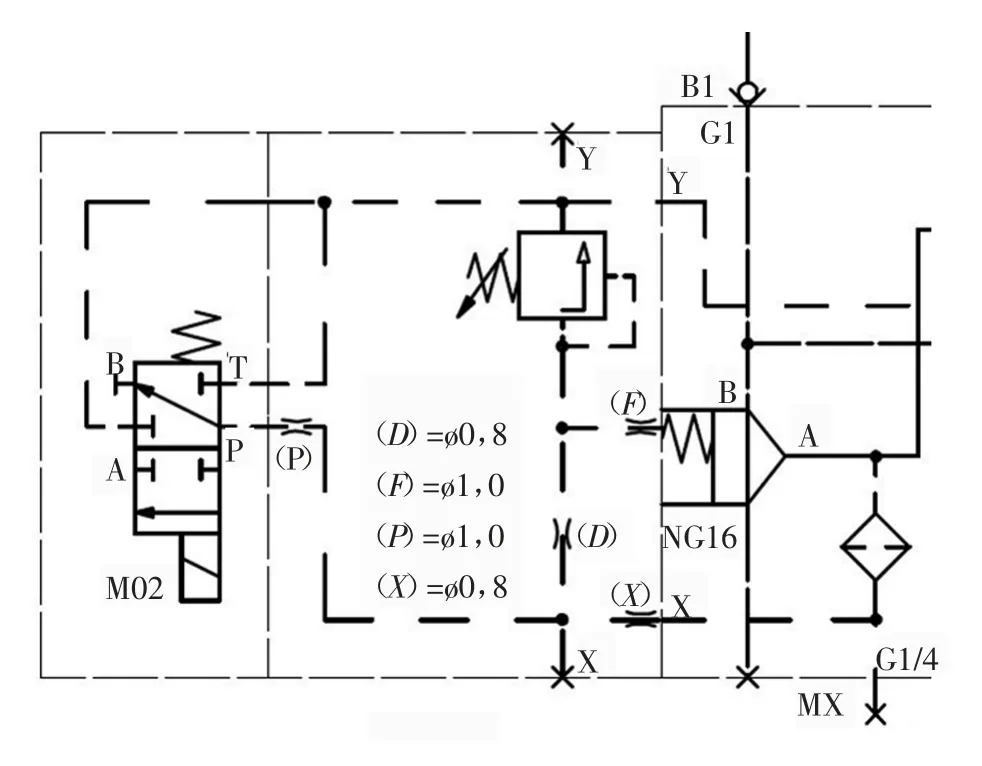
图1 常规控制液压原理图
1.2 改进结构
针对现有结构的缺点,本文对液压系统进行优化改进,推送油缸的液压控制阀组不变,但是采用磁致伸缩位移传感器进行油缸运动距离的精确测量,保证推送油缸在推送过程中全程位置实时测量;缓冲油缸处增加一套压力可调节的液压阀组装置,采用比例溢流阀来控制盖板溢流阀的溢流压力大小,实现输出压力可调,改进后液压系统原理如图2 所示。经过结构改进后,整体缓冲背压可以在全过程进行无级调整,保证整个减速过程更加平稳,同时逐步的缓冲压力增大也能够最大限度的延长推送缸高速推送的时间、提高效率。
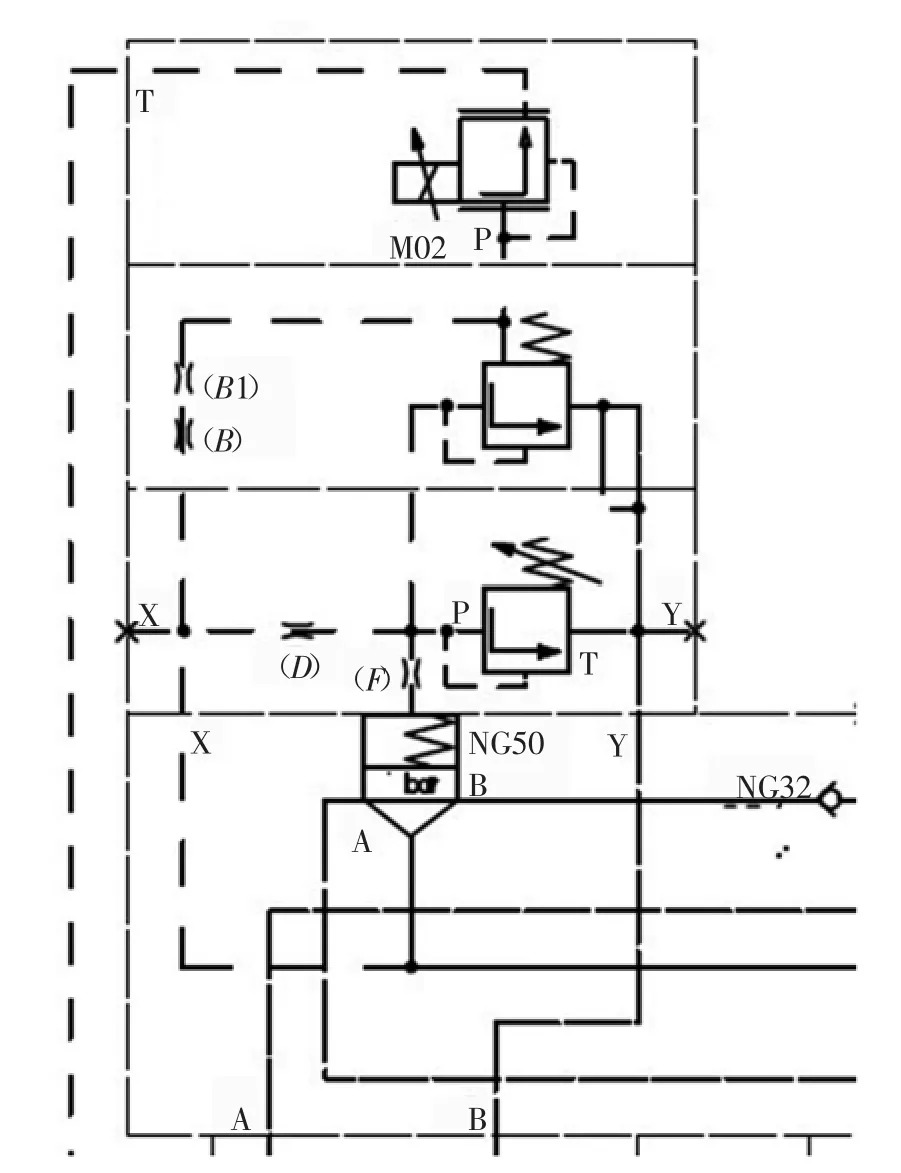
图2 改进后液压原理
2 控制系统设计
改进的液压装置需要位移传感器以及PLC控制系统进行精控配合。本控制系统主要包括:高性能PLC、磁致伸缩直线位移传感器、液压阀控和操作显示屏。液压阀控包括压力传感器、液压阀台和比例放大器三部分。动作过程中,系统对推送缓冲缸位置及各个测压点压力进行实时监控并显示。PLC 通过以太网总线与各现场机构进行通讯交互,能够对各个机构进行数据收集、存储、计算处理及控制输出。
开始动作后,首先控制缓冲缸伸出到接触砂箱的接箱位置,并启动推送缸根据PLC 输出的模拟量值控制比例阀开始工作,随着推送缸伸出动作的进行,缓冲缸实际位置开始变化,此时记录推送缸位置与缓冲缸位置的位移之和作为动作过程中自动诊断的参考值;进入快速运动模式后打开减压阀,并通过比例溢流阀开始背压压力调整,控制过程中以初始记录的位移和作为连续调整的目标参考值;运行过程以位移和的实际值和目标参考值的实时位移差为控制目标,通过PID 调节缓冲缸的背压压力值,保证整个运行过程中推送缸推头、砂箱段和缓冲缸头部三者始终保持贴紧状态、无脱离现象发生;最终减速停止过程,通过适当高的背压压力进行快速停止并保证最终砂箱减速精确停止到目标位置;整个快速过程高速平稳,制动减速过程急短精准。其控制流程如图3 所示。
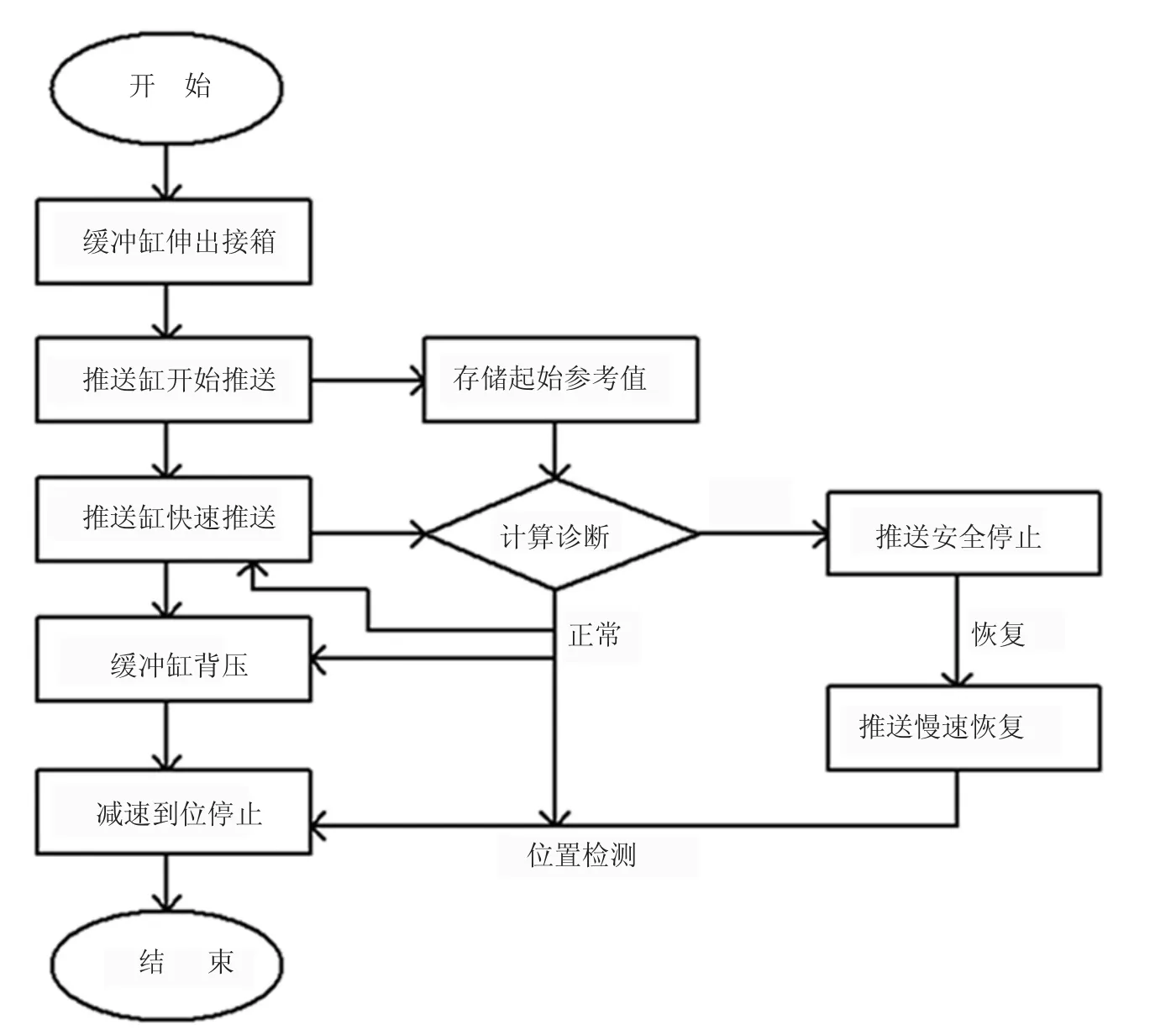
图3 电气控制流程图
3 设计优点总结
与传统的油缸推缓控制系统相比,改进后的推缓设计在控制、监控和可视化等各个方面都具备压倒性的优势,更有利于客户的生产使用、提高生产效率。其优点总结如下:
(1)改进方案能够有效缩短设备故障停机时间。传统方案多采用传感器开关进行检测控制,整个过程类似于盲盒,操作维修人员根本无法从监控数据上直观地监测整个运动过程;而改进的设计方案监控更加完善、可视化程度高,背压压力、油缸位置、推送速度等监控参数都有具体明确的数据进行显示,从推缓监控数据中,操作维修人员可以精准定位设备故障点,更快捷地完成故障维修。
(2)改进方案控制更加精准。传统方案采用固定背压给定背压压力值,采用一组传感器开关配合时间延时控制作为位置和动作控制,控制方式粗糙,一旦液压压力或者油缸硬件发生故障根本无法检测,推送过程无法检测和停止,常常会造成二次故障损失;而改进方案能够实现整个推缓过程位置、压力和速度的实时配合控制,只要发生失速或者脱离情况,系统能够紧急制动,避免二次故障损失。
(3)改进方案能够明显提高设备运行效率。生产节拍是静压造型线的重要参考指标,也是铸造厂商降低生产成本的关注点;改进方案在位置、压力和速度各个方面都能够提供更宽的调节范围和更多样的参数组合,能够以更小的背压压力、更精准的位置控制,显著提高每一处推缓过程的运行速度,从而提高整个静压造型线的运行节拍,这是传统控制方案所不具备的优点。
4 结束语
文中所述设计已经在新的生产线上进行投产,目前运行效果良好,设备整体监控更完善、可视化程度高,设备生产效率和运行稳定性显著提升。
