基于CAXA制造工程师的后置处理开发与应用
2023-02-04孙茂军
孙茂军
北京空间机电研究所 北京 100076
1 序言
本文中应用的四轴立卧镗铣床购于2002年,数控系统为HEIDENHAIN iTNC530,机床型号为D M U125P,主要应用于中大型空间相机结构件的精密加工。由于购入年份较早,没有与之相匹配的卧轴加工程序后置处理功能,主要依赖于HEIDENHAIN iTNC530数控系统自带的编程模块功能手动编程和计算机三轴立轴模式编程,再通过人工替换程序代码的方式转换为可供卧轴模式识别的程序代码,这就给机床卧轴编程加工带来大量的低效率计算过程[1-4]。程序修改步骤如图1所示。
从图1中可以看出,每条程序都需要人工修改,大大降低了生产效率,且难以控制修改程序过程中的失误概率。为提高立卧式四轴数控机床的应用效率,以“高质量、高效率、高效益”为目标,提高加工、编程效率,减少人工替换程序代码的繁琐性操作,避免替换程序代码过程的不可控因素,本文经过对CAXA制造工程师程序后置处理模块的二次开发,扩展了CAXA制造工程师程序后置处理功能,开发出适用于HEIDENHAIN iTNC530数控系统卧轴加工的后置处理程序代码,直接输出免更改的后置处理程序,提高了编程效率和输出程序的准确性。

图1 程序修改步骤
2 后置处理开发前的程序编制过程
(1)编程坐标系的设定方向 数控机床坐标系采用遵守右手定则的笛卡尔坐标系,确定坐标系各坐标轴时,总是先根据主轴来确定Z轴,再确定X轴,最后确定Y轴。机床坐标系的建立保证了刀具在机床上的正确运动,根据零件图样建立的坐标系称为工件坐标系(亦称编程坐标系)。
立轴式和卧轴式加工数控机床编程坐标系与机床的方位关系分别如图2、图3所示。立轴与卧轴两种加工模式中,机床坐标系方向不变,而编程坐标系X、Y、Z均不在同一个坐标方向,所以机床在两种坐标方式上的运动方向矢量和坐标值均不同。
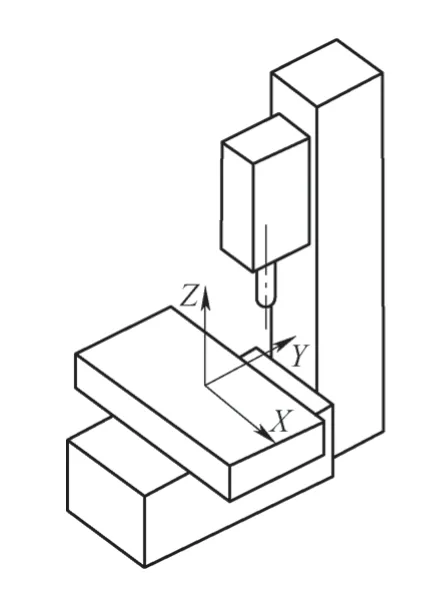
图2 立轴式编程坐标系

图3 卧轴式编程坐标系
(2)程序代码分析 CAXA制造工程师这款数控加工编程软件可以把软件系统生成的二轴或三轴刀具轨迹转化成为机床能够识别的G代码或L代码指令,再通过软件提供的数控系统文件后置处理功能,使生成的代码指令可以直接输入到所匹配的数控机床并用于加工。
但是针对DMU125P四轴立卧镗铣床,CAXA制造工程师软件没有与这台机床卧式加工匹配的数控代码后置处理文件,这就需要编程人员在二轴或三轴编程后置处理的基础上,通过人工方式修改程序代码,使之成为机床卧轴加工模式能够识别的代码,再运行程序。
以内轮廓加工这一简单的案例来说明DMU125P四轴立卧镗铣床卧式加工程序的转换过程。图4中刀具需要对零件内部轮廓进行切削,加工轨迹及方向如图4所示,切削方式为顺铣,刀具直径为10mm,切削深度为10mm。

图4 沿内轮廓加工轨迹
将轨迹线通过CAXA制造工程师内部后置处理文件生成三轴立式加工程序,代码如下。


以上程序为HEIDENHAIN iTNC530数控系统立轴模式程序代码,需要在此基础上进行一系列数控代码更改,替换为卧轴模式能够识别的机床代码,具体操作步骤如下。
1)依据图2、图3所示,编程坐标系X轴分别指向两个相反方向,需要将X轴的向量坐标值替换为相反数,同时将Y轴坐标值与Z轴坐标值互换。
2)由于X轴的向量变动,需要判断是否有圆弧插补指令如C指令、DR+指令、DR-指令、G02指令和G03指令。如有,需要将顺时针圆弧插补指令(G02/DR+)与逆时针圆弧插补指令(G03/DR-)互相替换。
3)输出G代码整圆插补需用I、J、K方式编程。I_J_K_为圆弧的圆心相对其起点分别在X、Y和Z坐标轴上的增量值,相应地需要将J和K的坐标增量值互换。
4)刀具半径补偿指令可以使数控系统实现简化编程功能的目的,分别为刀具半径左补偿(RL/G41)和刀具半径右补偿(RR/G42),如程序中用到刀具半径补偿指令需要将刀具半径左、右补偿指令互换。
(3)程序代码修改结果 修改后的程序如下。

以上程序是经过修改的可供卧式加工使用的程序。经过全面分析以上程序代码的使用功能,总结了程序修改步骤,对CAXA制造工程师后置处理进行了二次开发。结合HEIDENHAIN iTNC530系统设置特定的数控代码、数控程序格式及参数,运用卧轴镗铣床的数控系统文件,生成配置文件。输出数控程序时系统根据该配置文件生成HEIDENHAIN iTNC530系统卧式加工专用程序。
3 程序后置处理开发步骤
(1)系统变量索引地址指令代码的编写 在软件后置设置中依次选择“轨迹参数”→“后置处理”→“设备编辑”,打开“选择打开后置配置文件”选项卡,通过创建新的数控系统配置文件来实现开发应用。首先是关联系统变量,在“系统变量”模块中创建坐标分量,如图5所示。

图5 创建坐标分量示意
与系统变量默认关联的指令地址索引分量创建如图6所示。
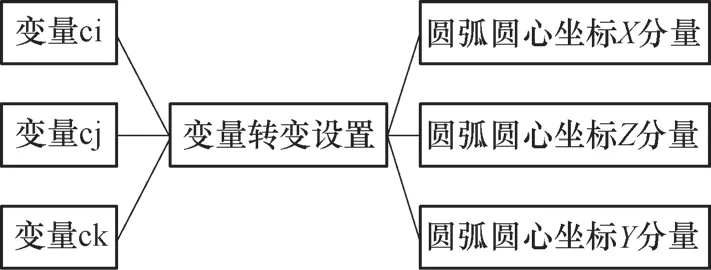
图6 索引分量创建示意
(2)X轴向量坐标转换的创建 通过插入MIRROR IMAGE指令,控制HEIDENHAIN iTNC530系统立式三轴数控机床编程坐标系与卧式四轴编程坐标系X轴向量的转换,同时添加坐标系偏移模块指令,来设定准备程序使机床回到初始状态。


(3)设置程序运动方式 将圆弧插补指令代码顺时针圆弧指令设置为“DR-”,逆时针圆弧指令设置为“DR+”,坐标平面圆弧控制方式更改为“绝对坐标”运动方式以匹配HEIDENHAIN iTNC530系统卧式加工机床圆弧插补功能,如图7所示。

图7 圆弧插补指令代码设置
(4)刀具半径补偿代码设置 更改刀具半径补偿代码,将刀具半径左补偿设置为“RR”,刀具半径右补偿设置为“RL”,刀具半径补偿取消代码设置为“R0”,如图8所示。

图8 刀具半径补偿代码设置
4 结束语
以上基于对C A X A制造工程师数控编程软件程序后置处理功能的二次开发,开发出了专用于HEIDENHAIN iTNC530数控系统四轴立卧式镗铣床的程序后置处理功能,解决了机床卧式加工模式与编程软件后置处理程序不匹配的问题,新创建的程序后置处理功能可以更加高效、准确地生成卧轴加工代码,节省了各个代码逐个替换的时间,提高了编程速度,缩短了零部件加工生产周期。编程人员只需将计算机编程系统按照当前机床类型的匹配要求,把已经生成的刀具轨迹转化生成数据代码,即CNC数控程序,即可直接输入到机床进行数控加工,后置处理生成的程序代码避免了人工修改程序的不可靠因素,能更好地保证输出代码的准确性,保证了机床的加工质量。
本文论述的后置处理功能经过了加工仿真系统软件的模拟仿真,并在数控机床实际加工过程中得到反复验证,现已在各项加工任务中广泛应用。