高线风冷线技术改进实践
2023-02-02李刚杨颖周建勋
李刚 杨颖 周建勋
(武昆股份轧钢厂)
1 概况
昆钢轧钢厂高二线是一条全连续式高速线材生产线,年设计生产能力45 万吨,主要生产Φ6 ~Φ20 mm 建筑用材和各类工业线材,2022年高二线开发生产了Φ12.5 mmSWRH82B 预应力钢绞线用盘条,检验发现盘条抗拉强度均匀性不好,同圈性能见表1 差异较大,影响用户使用。

表1 同圈抗拉强度对比表
2 SWRH82 盘条同圈性能差异分析
2.1 化学成分的影响
高二线吐丝圈径设置为1 850 mm,计算得知Φ12.5 mmSWRH82B 一圈的长度约为5.8 m,对应铸坯的长度为2.6 cm,2.6 cm 长几乎等同为在钢坯上的位置相同,不会出现成分偏析,因此判断化学成分偏析不是影响同圈抗拉强度差异大的原因。
2.2 风冷工艺的影响
分析表1 中同圈抗拉强度最大值和最小值对应盘条位置,发现处于风冷辊道边部搭接点和中部非搭接点。测量盘条在辊道边部搭接点和中部非搭接点的温度,搭接点温度高于非搭接点49—77 ℃,测量2#风机的风速,结果如表2 所示。

表2 2#风机风速测试表
从2#风机的风速测试结果来看,相同频率下,风冷辊道边部风速低于辊道中间风速,而盘条经吐丝机吐出后散布在风冷线时,呈中间疏、两边密的状态,加之两边密的搭接点处风速反而低,导致此时同圈盘条中部与边部的冷却速度不同,这也就是SWRH82B 盘条同圈性能差异大的原因。
3 技术改进研究
根据牛顿冷却定律Φ=qA=AhΔt=Δt/(1/hA),流体与固体表面之间的换热能力,与换热过程中流体的物理性质、换热表面的形状、部位以及流体的流速等都有密切关系,物体表面附近的流体的流速愈大,其表面对流换热系数也愈大[1]。
分别测量风冷线10 台风机的出风口尺寸,如图1 所示,测量结果见表3。
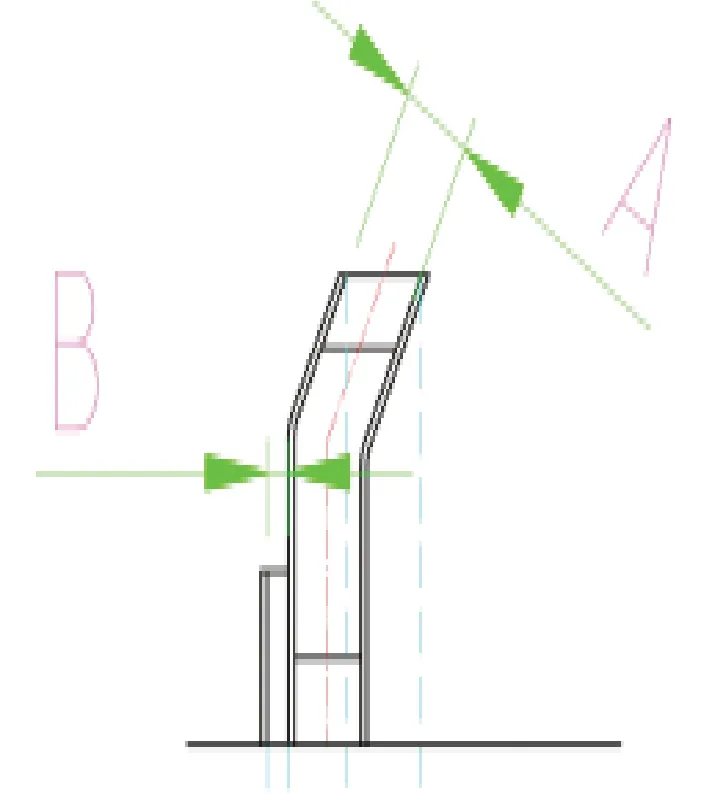
图1 风机出风口尺寸示意图

表3 风口尺寸测量表
高二线风冷辊道因出风面积过大,实测平均风速较慢,导致换热系数处在范围内低限值,造成换热效果特别是边缘部位不好,考虑对风冷线进行改进见图2,拟通过提高风速来改善SWRH82B 盘条同圈性能差异[2]。
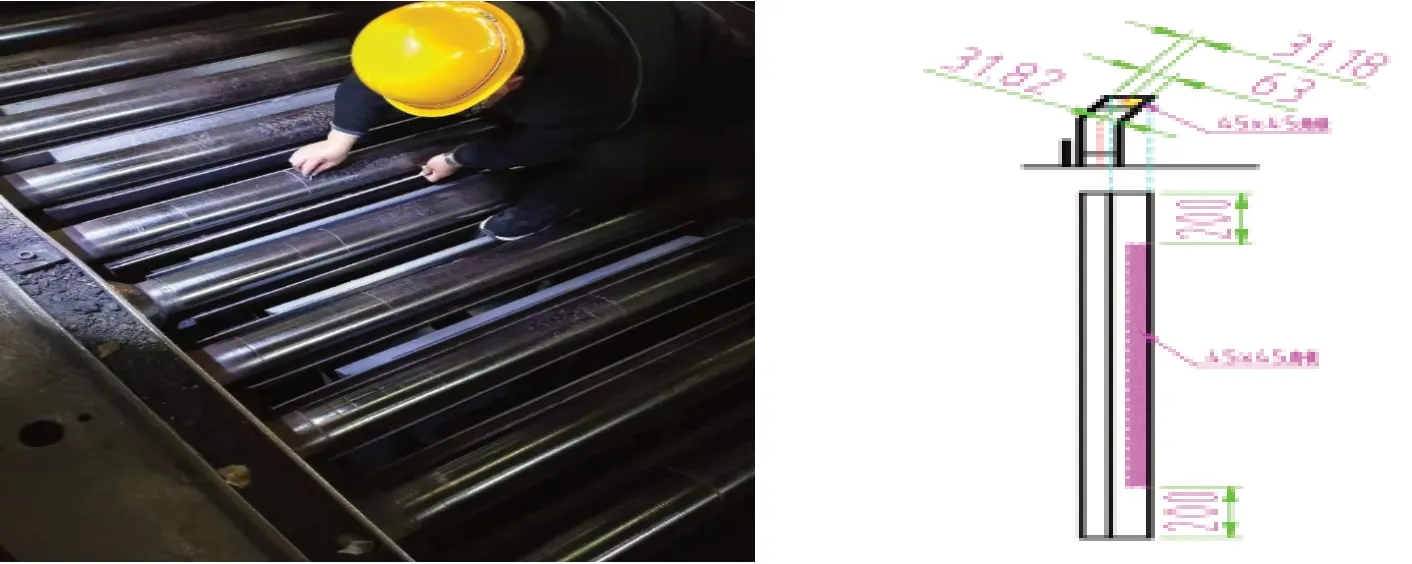
图2 风冷线改进方案示意图
改进方案是用45×45 的角铁对出风口进行焊接封堵,缩小出风口面积到1.15 m2,给予系统阻力的同时使压力提升,提高风速,提升风冷线边部冷却效果。
4 改进效果
通过对高二线风冷辊道进行改进,1—10#风机风速,特别是边缘部位风速明显提升,盘条边部搭接点与中部非搭接点的平均温度差异缩小到36 ℃,冷却速度差异变小,SWRH82B 盘条同圈抗拉强度差异控制在40 MPa 以内,风冷线改进取得较好效果见表4、表5。

表4 2#风机改进后风速测试表

表5 改进后同圈抗拉强度对比表
5 结语
(1)对Φ12.5 mmSWRH82B 盘条的同圈性能差异进行分析研究,发现盘条搭接点和非搭接点的风速存在较大差异,导致冷却速度不同,造成同圈性能差偏大。
(2)通过改进风冷线,缩窄风机出风口面积,使得风压提升,提高了风速,特别是边缘部位的风速,改进后,风机风速提高20—30 m/s,盘条边部搭接点与中部非搭接点的平均温度差异缩小到36 ℃,减少了盘条边缘部位和中间部位的冷却速度。
(3)风冷线改进后,SWRH82B 盘条同圈抗拉强度差异控制在30 MPa 以内,同圈性能差异改善效果显著。