矿井水处理自动化控制系统的研究运用
2023-01-17陈上华
陈上华
(福建省连城锰矿有限责任公司,福建 龙岩 364000)
0 前 言
矿井水处理是矿井生产中的一个重要环节,事关矿井环境保护工作,建设矿井水自动化处理系统可以提升水质处理的稳定性、可靠性、及时性。
某矿井水文地质类型中等,+380 m水平以上的涌水通过主平峒自流排出,+380 m以下的涌水采用水泵二级接力排水方式排出。+380 m水平以上自流排出的水量日常约100 m3/h,雨季时可达400 m3/h;井下二级排水排至地面的水量日常约500 m3/h,高峰时期达1 000 m3/h。井下未排水时,矿井水处理站日常进站水量约100 m3/h;井下排水时,进站水量约600 m3/h,雨季高峰时段进站水量约1 400 m3/h。矿井于2019年扩建矿井水处理站,设计水处理能力1 000 m3/h,峰值处理能力1 500 m3/h,处理站设置有容量1 000 m3的调节池和容量2 000 m3预曝反应池,具备储水调节流量功能,预曝反应池之后的处理环节由两路独立的处理系统组成,日常并联投入,当一路需要检修时,另一路可正常使用。
1 矿井水处理流程
根据该矿井的水质情况,矿井排水主要需要处理水的酸碱度、悬浮物SS、COD(化学需氧量)、重金属锰等,主要的处理工艺流程见图1。
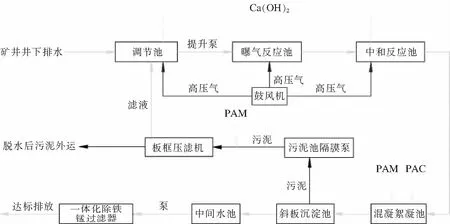
图1 矿井水处理流程
该套处理系统工艺环节较多,需要同时协调控制提升水泵、环保石灰水投放、曝气反应空压机、絮凝剂(PAM)加药机、助凝剂(PAC)加药机、搅拌机、污泥泵、污泥隔膜泵(空压机)、锰砂罐水泵、榨泥机等设备,人工操作无法满足系统运行需要,需要建设一套自动化控制系统。
2 水处理控制逻辑
该套矿井水自动化处理系统,集控主机采用S7-200 SMART作为主逻辑控制器,配套扩展多个数字量和模拟量模块,水质综合采集装置数据利用工业以太网与各子系统通信,根据子系统的各类信号,控制各子系统运行。
2.1 提升泵控制
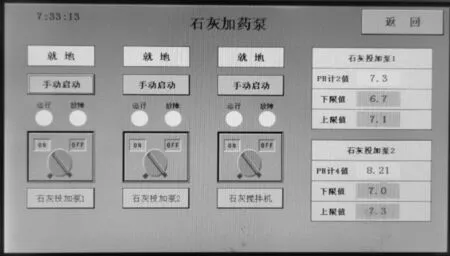
由于地势高差,矿井主平峒自流水进入矿井水处理站调节池后,需要通过提升泵抽排至预曝反应池。系统共设置3台额定流量400 m3/h的提升水泵,水池设置超声波水位传感器,利用S7-200 SMART的 CLOCK时钟指令、上升沿指令、INC递增指令和CMP 图2 提升泵控制界面 系统设置2套Ca(OH)2搅拌系统,搅拌后的环保石灰溶液通过石灰投加泵利用专用管路抽放至调节池和中和反应池,中和反应池的pH变送器将pH数据传输至PLC。石灰液投放主要根据中和反应池检测的pH,控制石灰投加泵开停,其中一台设置6.7 图3 石灰加药泵控制界面 系统设置絮凝剂和助凝剂加药机各3台,其中1号机和2号机投放至中和反应池,3号机投放至压榨机。根据矿井水处理设计手册,絮凝剂按照5~10 g/t投放,助凝剂按照20~50 g/t投放,控制信号来自中和反应池与斜槽板沉淀池连通管的电子流量计,预曝池有进水时,电子流量计流量最小流量为400 m3/h(一台提升泵水量),最大设计处理流量为1 500 m3/h,絮凝剂和助凝剂的投放量在设计范围内,因此只要电子流量计有流量,絮凝剂和助凝剂就默认开启投放,无流量时关闭。 曝气空压机采用罗茨风机,出口设置有压力传感器,变频器根据出口压力自动调节频率,系统设置上限频率即可。 中和反应池的搅拌机与两路处理系统关联,当其中一路检修时,该路搅拌机自动停止,控制信号来自电子流量计。 榨泥系统由污泥池、抽污泥泵、空压机、隔膜泵、管路、板框压榨机、污泥输送皮带等构成,榨泥系统各设备收到压榨信号后,联动运行,污泥泵将淤泥从沉淀池抽至淤泥池沉淀,沉淀达到设定时间后,空压机启动控制隔膜泵将淤泥压送至板框压榨机,完成压榨后,运泥皮带开启,压榨机自动打开压板,泥板掉落至运泥皮带运出。压榨信号为人工压榨和定时压榨,水量和水质稳定时,可根据泥量设置定时时长,汛期水质水量不稳定时,可结合人工发送榨泥指令。 锰砂罐是一种用于处理水中重金属锰的一体化锰过滤设备,系统检测到沉淀池出口处的中间水池水质锰含量达到设定量时,中间水池处的水泵开启,将中间水池的水注入锰砂罐过滤,降低水中锰含量,该矿其中一台设置2.5 处理站出水口处,设置有综合采集装置,采集出口流量、COD、pH、悬浮物SS、总锰含量信号,用于定时记录瞬时流量、当日总流量、历史累计总流量、超标信息等,各类参数超标时,系统发出报警信号,并驱动子系统投入使用;COD数据超过设定值时,系统自动调节pH为7.0~8.5,其余所有加药子系统均按最大能力投入,及时降低COD数值。 根据水质处理的原理,pH为7.0~8.5时,助凝剂和絮凝剂的混凝效果最佳,可有效降低悬浮物SS及COD,因此水质处理设定为pH、重金属处置优先。在进水量大大超过峰值处置能力时,处理站工作人员应优先将精力放在pH的控制上,利用调节池和预曝反应池的储水调节功能,调整中间反应池出水阀门,增加处理时间,同时人工开启石灰溶液投加系统,提升环保石灰溶液的浓度,并及时人工开启锰砂罐水泵,避免发生重大环保事故。 与人工操作相比有5个优势:①系统集中控制,避免了就地控制设备分散多处无法及时操作的问题;②根据实时监测数据自动调节水质,排放水质稳定、可靠,确保达标排放;③避免设备无效开机,节约电耗;④加药量适度,避免过度加药,造成水质超标;⑤水质自动化处理,大大降低工作人员的劳动强度和精神强度。 该矿井水处理站运行以来,进行了多次的改进和完善。①软件方面,增加了罗茨风机定时切换开机及切换延时、中间池提升泵定时切换、搅拌机故障反馈、加药机故障反馈功能;②硬件方面,增设一套压泥用空压机、调节池浮球开关。自动化控制系统的维护方面,pH传感器、悬浮物传感器、COD传感器等传感器需要定期清洗校正。系统还存在数据记录分析功能不足、无预警功能,缺乏定期保养提醒、压泥系统自动反冲洗等功能,可进一步改进,提升系统运行稳定性。 在矿井水处理过程中,利用水处理自动化控制系统,实现了水质稳定、可靠达标排放,同时兼顾了经济性,降低了操作人员的劳动强度,技术人员应在日常处理过程中搜集各类数据,积累经验,将自动化控制系统各类参数设置在最佳值,充分发挥该水处理自动化控制系统的优越性。
2.2 石灰投加泵控制
2.3 絮凝剂和助凝剂加药机控制
2.4 曝气空压机变频器控制
2.5 中和反应池搅拌机控制
2.6 榨泥系统控制
2.7 锰砂罐系统水泵控制
2.8 综合控制
3 水质处理原则设定及紧急情况处置
4 系统优势
5 系统软硬件的完善、改进及维护
6 结 语
