7×××系高强铝合金耐磨涂层的制备与性能
2023-01-16王云壮秦青丰王京成候平王泽
王云壮,秦青丰,王京成,候平,王泽*
(江苏理工学院材料工程学院,江苏 常州 213001)
高强铝合金因其抗拉强度高、密度小、耐腐蚀、易加工等优点,在高铁列车、航空航天、能源装备、武器制造等领域应用广泛[1-4]。随着我国工业的迅猛发展,铝合金材料的需求日益增多,对其性能要求愈加严格。在一些特殊的场合,因为高强铝合金的表面耐磨性较差,在使用过程中易发生磨损,所以其应用受到了较大程度的限制。如在我国的铝合金石油钻杆领域,由于铝合金不耐磨的缺点,在钻探时磨损较大,导致转柱可靠性降低,因此我国的高强铝合金钻杆大部分还是依靠国外进口[5-7]。为了解决高强铝合金耐磨性差这个问题,在其表面制备高硬度且耐磨性好的涂层,不失为一个好方法[8-9]。在现代工业体制下,制备涂层的方法不胜枚举,利用热喷涂技术进行涂层的制备是近年来涂层制备领域研究的热点。涂层喷涂技术主要有爆炸喷涂、超音速火焰喷涂、超音速电弧喷涂、超音速等离子喷涂、冷喷涂等工艺,其中超音速火焰喷涂(HVOF)是一种高速、价廉的热喷涂技术,喷涂过程中的焰流速率可达2 200 m/s,制备的涂层性能较为优异,适合制备多种体系的金属及金属陶瓷涂层[10-11]。
目前,能够作为表面涂层制备的材料种类繁多、各有优点,其中陶瓷材料具有高硬度和良好的耐磨性、耐蚀性,是目前工业中最流行的耐磨涂层之一。比如,Cr2O3基陶瓷涂层具有优良的高温稳定性和耐蚀性,硬度高且摩擦因数低,在高温、腐蚀性或磨损环境下是一种很有效的表面防护手段。另外,应用较为广泛的金属耐磨涂层不仅具有极高的硬度与良好的耐磨能力,在耐腐蚀方面也具有突出的优势,其中最有代表性的是Ni60合金涂层。WC基涂层材料则是以高硬度难熔金属的碳化物、微米级粉末为主要成分的硬质合金,不仅具备很高的显微硬度和良好的耐磨性,而且具有优良的热稳定性和化学稳定性[12-19]。
本文以7055超高强铝合金为研究对象,采用超音速火焰喷涂技术在基体表面分别制备Cr2O3、Ni60及WC三种涂层,对其微观结构、硬度和耐磨性进行表征,研究不同涂层的微结构对其性能的影响,并阐明它们的磨损机制。
1 实验
1.1 涂层制备
基体材料选用尺寸为150 mm × 70 mm × 5 mm的7055高强铝合金板材。喷涂前先用酒精进行超声波除油,再选用24#棕刚玉进行喷砂处理,最后进行200 ℃预热处理。Ni60涂层的喷涂材料为粒径15 ~ 40 μm的Ni60球形粉末,WC涂层的喷涂材料为粒径10 ~ 45 μm的WC-12Co粉末。制备Cr2O3涂层时,先用粒径15 ~ 53 μm的哈氏合金粉末制备过渡层,再用粒径为15 ~ 45 μm的Cr2O3粉末制备实验涂层。采用JP-5000超音速火焰喷涂设备进行喷涂,工艺参数如下:喷涂距离350 mm,氧气流量520 L/min,煤油流量16 L/min,喷涂角度90°,送粉电压4 V。
1.2 涂层的结构表征及性能测试
采用D8 Advance型X射线衍射仪(XRD)对涂层的物相进行分析。利用Sigma500场发射扫描电镜(SEM)观察涂层截面的显微组织,采用ImageJ软件计算涂层的孔隙率。采用HVS-1000B数显转塔显微硬度计对涂层的显微硬度进行测试,载荷300 g,保压时间12 s,每个涂层试样随机取8个位置进行测试,取其平均值。采用MDW-02型高速往复摩擦磨损试验机对涂层进行摩擦磨损性能测试,磨头选用直径6 mm的氧化锆陶瓷球,载荷20 N,主轴转速120 г/min,磨损时间20 min。采用三维轮廓扫描仪对磨痕轮廓进行扫描,计算磨损体积与磨损率,并采用SEM观察磨痕形貌,分析涂层的磨损机制。
2 结果与讨论
2.1 微观组织形貌及物相分析
从图1a可以看出Cr2O3涂层为双层结构,厚度约为408 μm,表面Cr2O3涂层与基体之间有一层哈氏合金过渡层,哈氏合金明显更致密,起到增强Cr2O3涂层与基体结合力的作用。从图1b可以看出Cr2O3涂层的组织中有较多气孔,孔隙率约为5.1%,较高的孔隙率是热喷涂时Cr2O3颗粒未充分熔化所致。从图1c可以看出Ni60涂层为单层结构,厚度约为399 μm,涂层与基体的界面相互咬合,两者属于机械结合。从图1d可以看出Ni60涂层的组织均匀且致密性较好,孔隙率约为0.6%,分析认为较低的孔隙率是因为热喷涂时Ni60中的金属颗粒得到了充分熔化。另外,在Ni60涂层中弥散分布着粒径约为1.5 μm的第二相颗粒。从图1e可以看出WC涂层为单层结构,厚度约为412 μm,涂层与基体的界面没有明显的合金化现象,界面结合也是机械相互咬合。从图1f可以看出WC涂层无较大的气孔,致密性较好,孔隙率约为1.1%,且从图2可以看出在WC涂层组织中分布着大小不一且形状不规则的WC颗粒。
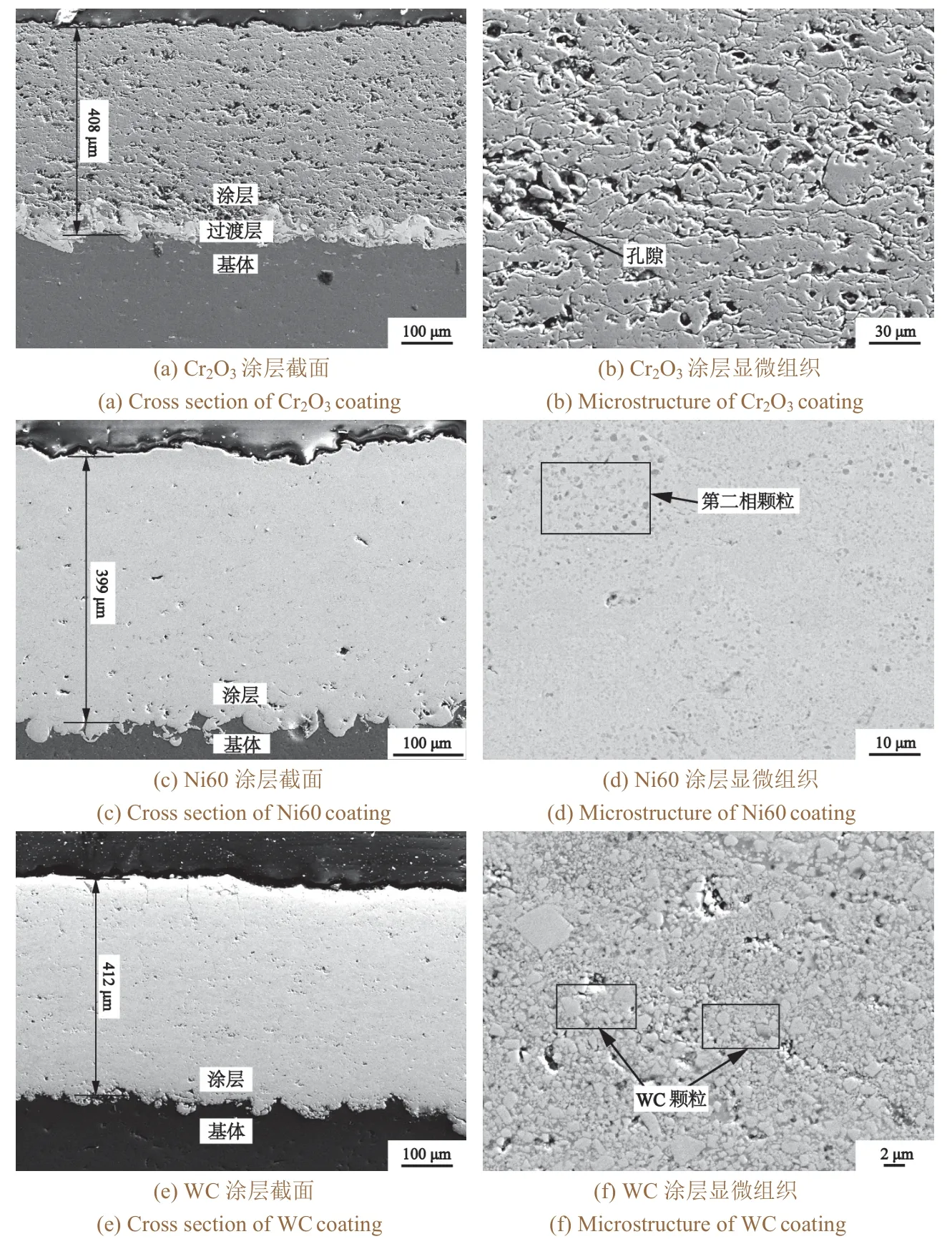
图1 涂层的SEM图像 Figure 1 SEM images of coatings
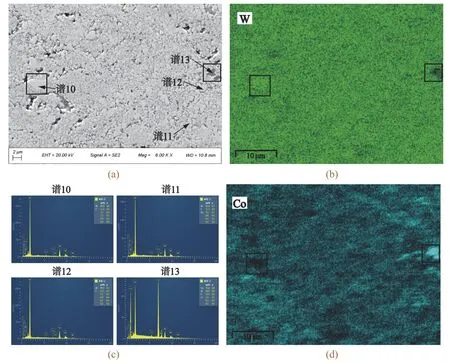
图2 WC涂层的能谱图 Figure 2 Energy-dispersive spectrum of WC coating
从图3可以看出Cr2O3涂层的主相为Cr2O3,但存在少量单质铬。铬可以降低陶瓷涂层的脆性,提高其断裂韧性及耐磨性[20]。Ni60涂层中含有γ-Ni(Fe)、Ni3Fe、Cr2B、Cr23C6等相。超音速火焰喷涂过程中Cr23C6会发生一定的分解,使得涂层中Cr含量增多并形成含Cr的硼化物析出相,而硼化物也属于硬质相,对涂层起到了弥散强化的作用[21]。WC涂层的相组成为W、WC、Co和W2C,而之所以有少量W相是因为在超音速火焰喷涂过程中WC发生脱碳。由于温度高,起粘结作用的粘结相Co比WC先熔化,使WC颗粒均匀紧密地覆盖在表面。
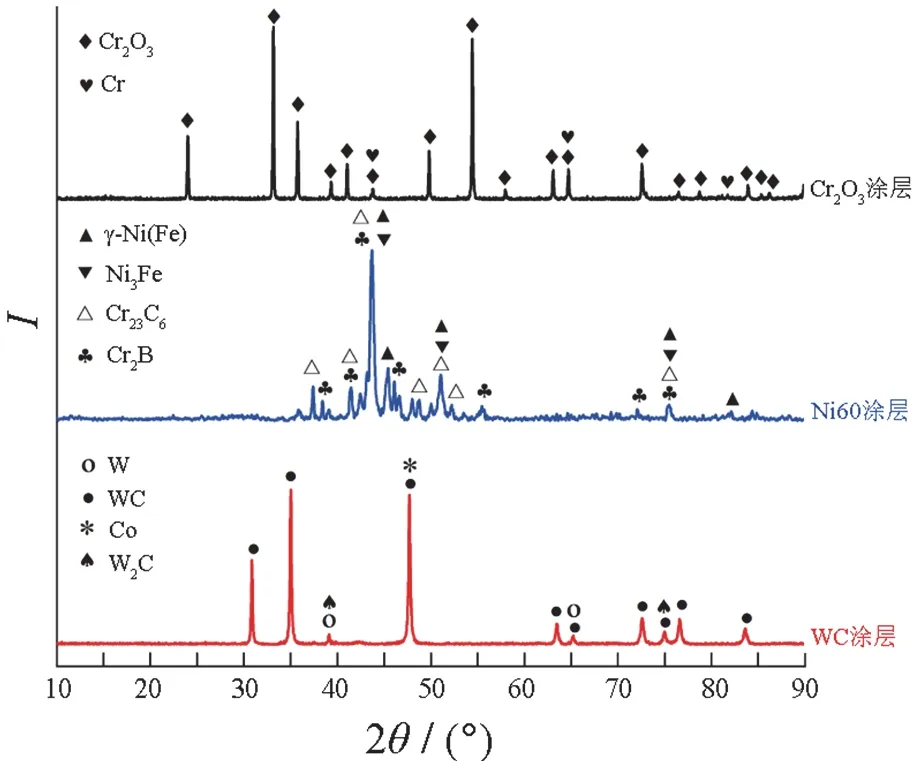
图3 涂层的XRD谱图 Figure 3 XRD patterns of coatings
2.2 显微硬度
涂层显微硬度的提高可在很大程度上抑制涂层的塑性变形,有利于增强涂层的抗磨粒磨损性能[22]。因此,显微硬度是耐磨涂层性能探究过程中主要的力学性能指标。从图4可以看出3种涂层的显微硬度相对于基体都有显著的提高。WC涂层的显微硬度最高达到1 200 HV左右,比基体的显微硬度(约200 HV)高了约5倍,Cr2O3与Ni60涂层的显微硬度则均在800 ~ 900 HV之间。
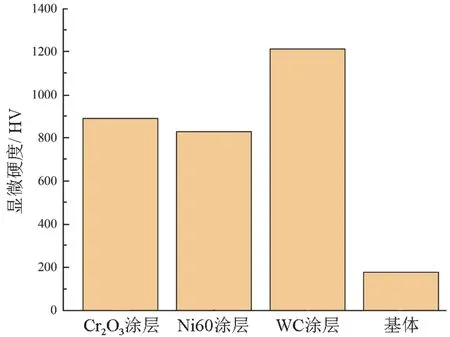
图4 7055铝合金基体及其表面分别热喷涂Cr2O3、Ni60和WC涂层的显微硬度 Figure 4 Microhardness of 7055 aluminum alloy and thermally sprayed Cr2O3, Ni60, and WC coatings on it
2.3 耐磨性
根据图5得出的不同涂层磨痕宽度和平均深度列于表1。可以看出,基体磨痕宽且深,Ni60涂层的磨痕的宽度与深度小于Cr2O3涂层,而WC涂层表面磨痕的深度与宽度都最小。
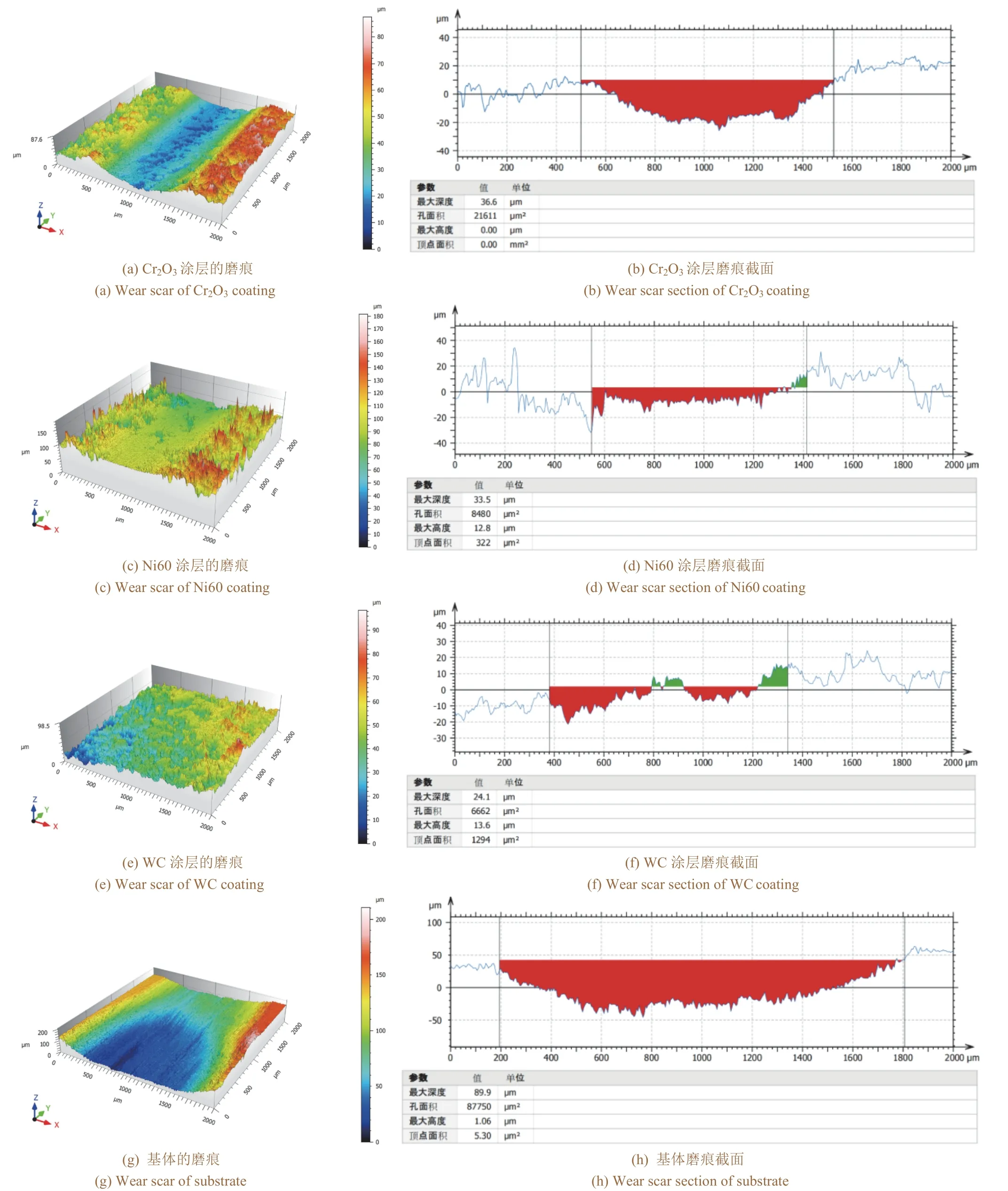
图5 不同试样的磨痕三维轮廓与截面 Figure 5 Three-dimensional profiles and sections of wear scars of different specimens
表1还给出了磨损体积与磨损率的计算结果。从中可知3种涂层及基体的磨损率大小关系为:基体 > Cr2O3> Ni60 > WC。与基体相比,WC涂层与Ni60涂层的耐磨性提高了至少9倍,Cr2O3涂层提高了3倍多。Cr2O3涂层虽然有较高的硬度,但涂层的组织不够致密,孔隙较多,易应力集中而产生微裂纹,对涂层的耐磨性产生不良影响[22-23];Ni60涂层硬度略低于Cr2O3涂层,组织最为均匀,孔隙率最低,且涂层中有硬质相析出,因此其耐磨性良好;而WC涂层致密,且其表面覆盖有硬度极高的WC颗粒,所以在耐磨性上表现最佳。

表1 磨损试验相关数据 Table 1 Data of wear test
2.4 磨损机制
图6a为Cr2O3涂层磨痕放大100倍的SEM图像,从中可以看出有明显剥离黏着现象的存在,而放大至2 000倍后可以看出磨痕上有磨粒磨损所形成的裂纹和轻微犁痕(见图6b)。由于Cr2O3涂层有许多孔隙,摩擦磨损时在压力的作用下,表层孔隙会有微裂纹产生,从而导致表面Cr2O3等硬质颗粒脱落,脱落的颗粒在涂层表面与磨球之间起到两体磨损的作用,切削涂层表面而使得产生大量的磨屑,这些磨屑在摩擦磨损的过程中被不断重复地挤压,于是涂层表面形成龟裂纹片[20]。此外,由于压力的作用,涂层的一些层间结合处的孔隙 也会产生裂纹,导致表层从涂层上剥落,在摩擦磨损压力的作用下形成龟裂纹片[20]。因此,Cr2O3涂层的主要磨损机制为剥落磨损。从图6c可以看出Ni60涂层的磨痕中有明显的犁沟现象,放大2 000倍后可以看出磨痕上分布着大量的犁沟,这是由于Ni60涂层的主体是较软的γ-Ni(Fe),涂层上脱落的磨粒对涂层产生了切削作用[24]。因此,Ni60涂层的主要磨损机制为疲劳磨损。图6e显示WC涂层磨痕整体较为轻微,放大2 000倍后可以看出有颗粒从表层脱落形成的凹坑,这属于疲劳磨损的形貌特征。另外,WC涂层有微裂纹存在是由于涂层中WC等硬质相的脱落,当这些硬质相压入或划擦涂层表面时,随压力产生了拉伸应力。因此,WC涂层的磨损机制主要为磨粒磨损。从图6g可以看出基体磨痕整体宽而大,在磨痕表面有犁沟和剥落坑的存在,放大2 000倍后可以看出有十分明显的黏着现象(见图6h)。这是由于铝合金基体表面硬度较低,在与氧化锆陶瓷球进行摩擦磨损的过程中,后者很容易锲入基体的表层当中,并在基体表层内部不断切削,从而引起铝合金材料的转移和剥落[25-26]。陶瓷球与基体表面剧烈摩擦时产生反复的塑性变形使得部分表面的氧化膜被挤破,之前转移和剥落的材料在基体表面就形成了黏着现象。当这种过程不断循环,就造成了磨痕表面大面积的片状剥落。因此,基体的主要磨损机制为黏着磨损。
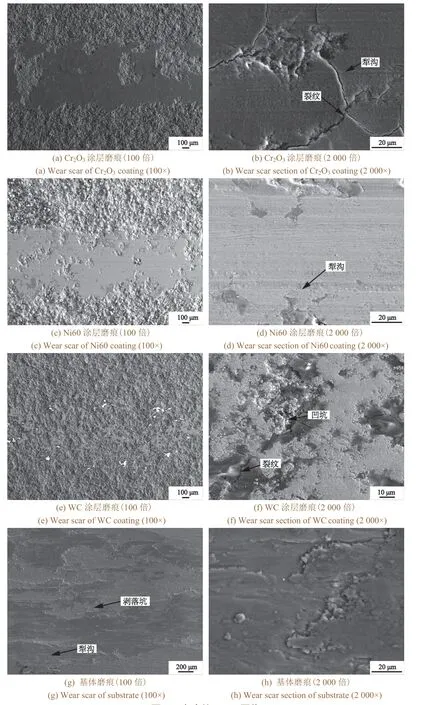
图6 磨痕的SEM图像 Figure 6 SEM images of wear scars of different specimens
3 结论
(1) 采用超音速火焰喷涂技术将Cr2O3、Ni60和WC三种粉末分别喷涂到前处理过的7055高强铝合金基体表面,获得的涂层都与基体结合良好、孔隙率适中、硬度高,均可提高基体的耐磨性。
(2) 3种涂层中WC涂层孔隙最少,WC颗粒在组织中均匀分布,涂层的显微硬度较基体提高了约7倍,耐磨性比基体高了约12倍。
(3) 7055铝合金基体及其表面Cr2O3、Ni60和WC涂层的主要磨损机制分别为黏着磨损、剥落磨损、疲劳磨损和磨粒磨损。
