条烟输送在线切换装置的研发
2023-01-14李海涛王传许
王 超,李海涛,王传许
(红云红河烟草(集团)有限责任公司红河卷烟厂,云南红河 652399)
0 引言
红河卷烟厂卷包车间包装机出口的烟条经过条烟提升机输送至下游设备。在原有条烟输送工艺下,下游机停机或质量自检时,会造成包装机停机,制约设备效率,影响产品质量。目前国内多家卷烟厂均采用该形式的条烟输送方式,卷包设备受下游机影响的难题在行业内普遍存在。
针对以上问题提出防夹烟升降式切换的设计思路,并研发条烟输送在线切换装置。该装置实现了生产过程中条烟输送路径的在线切换,成功消除了下游设备制约包装机效率的因素,保障产品质量,使操作更便捷、安全、有保障。
1 原有工艺流程及存在的问题
1.1 包装机出口与条烟提升机对接工艺流程
包装机出口处烟条输送原有工艺如图1 所示,烟条经过包装机出口后,有2 条输送路径:正常输送时,烟条从包装机出口进入提升机,输送至下游设备;烟条质量自检时,需要停止包装机,打开包装机出口的翻板,安装下滑过渡板,重新开机,此时烟条从包装机出口进入下滑通道,输送至自检桌台。

图1 包装机出口烟条输送环节原有工艺
1.2 原有工艺的弊端
在原有的工艺模式下,条烟输送环节主要存在2 个弊端:①下游机停机时,会导致包装机停机,包装机的频繁启停不仅影响了设备运行效率,制约了设备产能,更严重的是会导致烟条质量不稳定;②烟条质量自检时,需停机打开翻板,安装下滑过渡板,再重新开机,影响设备产能和质量稳定性,烟条输送工艺无法有效保障产品质量,难以保障设备高效运行。
2 装置设计思路
2.1 总体思路
考虑功能性、快速性、稳定性、安装空间等因素,采用防夹烟升降式切换的设计思路。装置主要包含夹持机构、升降机构及控制部分(图2)。
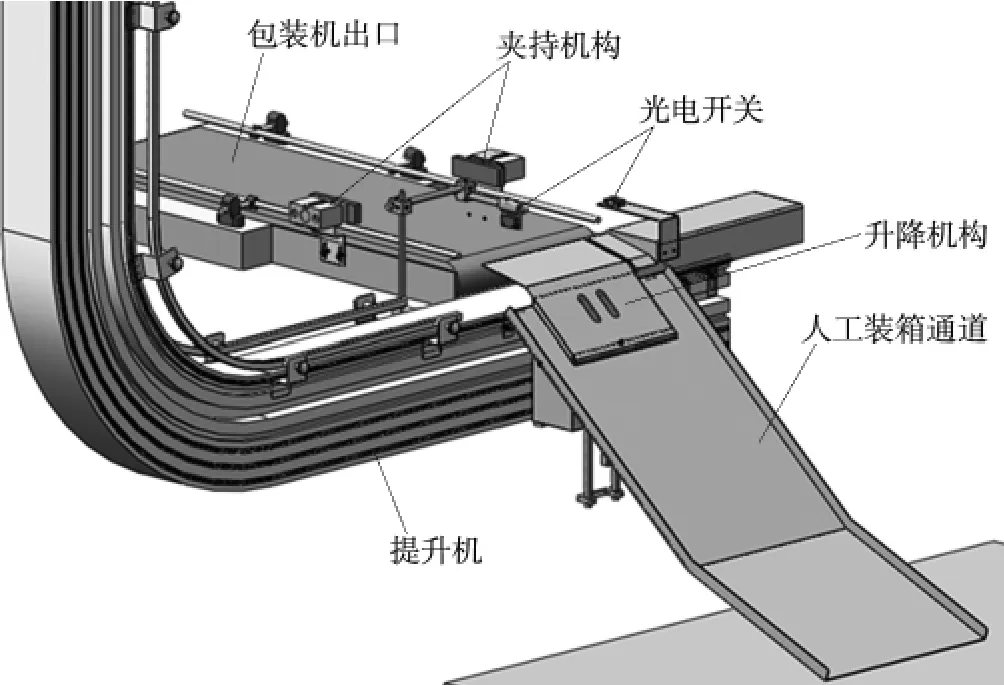
图2 防夹烟升降式输送通道切换装置示意
设计要点:①升降机构位于包装机出口与条烟提升机交接处,通过气缸驱动升降机构动作,实现烟条输送路径的在线切换,无需停机;②在升降机构前设置夹持机构,通过气缸驱动,用于在升降动作前将烟条短暂夹持住,使输送中的烟条拉开足够间距,保证升降机构顺利动作;③升降机构附近采用光电开关,用于检测升降机构动作的区域是否存在烟条,避免升降机构动作时夹伤烟条;④装置通过PLC 程序进行控制,实现烟条输送路径切换快速、稳定,保证设备连续高效运行。
2.2 夹持机构设计
输送通道切换时,烟条是连续输送的,为避免切换过程中造成烟条夹伤,需要在切换前增加一个夹持机构,用于阻隔不断输送的烟条,确保路径切换时不会对烟条造成损伤。夹持机构为双侧夹持方式,设置在包装机出口的输送机两侧,这种方式可以保证烟条被夹持时,烟条居中性好,烟条被夹持机构阻挡时,烟条受力均匀,不会发生倾斜(图3)。
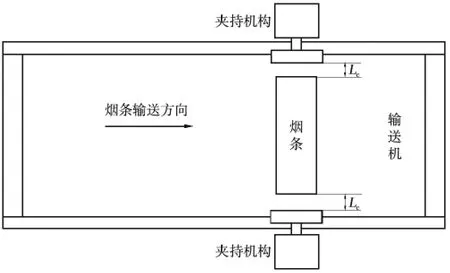
图3 双侧夹持机构示意
夹持气缸采用三轴气缸,具有安装方式灵活,工作平稳性好、精度高的特点,气缸自带导板,且导板上设有安装螺孔,夹持机构能可靠地安装在导板上;同时,由于三轴气缸带有两根导向轴,可承受侧向载荷。气缸型号选择如下:
(1)确定气缸缸径D。根据气缸理论推力计算公式:
变换可得:
其中S 为活塞面积;F 为理论推力;β 为气缸效率;P 为气缸工作压力;D 为气缸缸径。
已知:烟条重量m=280 g;β=0.3(高速气缸);P=0.3 MPa;气缸轴向载荷F=mg=2.8 N。
故所选三轴气缸缸径应大于6.3 mm,取标准尺寸为D=10 mm。
(2)确定气缸行程L。结合气缸的安装方式,测得夹紧面与烟条之间的距离L0=22 mm,为保证烟条夹持稳固,同时对烟条外观不造成损伤,理论气缸行程为L=L0+1 mm=23 mm,通过气缸固定支架可适当调整气缸行程,故选择气缸行程L=20 mm。
综上,选用型号为TCM10X20S 的气缸可满足使用需求。
2.3 升降机构设计
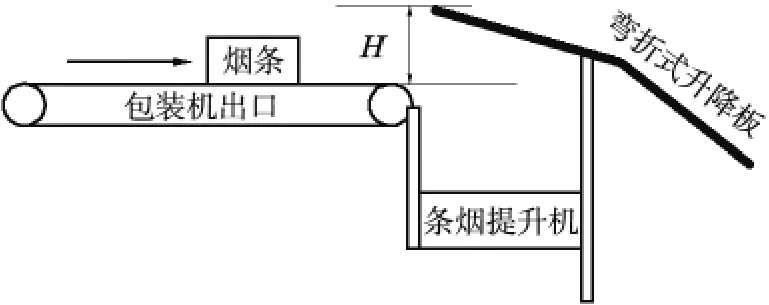
升降机构是切换装置最核心的部分,其作用是通过气缸驱动升降板动作,完成条烟输送路径的切换。升降板的结构如图4所示,升降板有高位和低位2 个工作位置:升降板在高位时,其作用相当于提升机的护栏,烟条从包装机出口到达升降板侧面,下落进入提升机;升降板在低位时,烟条从包装机出口经过升降板顶面,下滑进入人工通道。
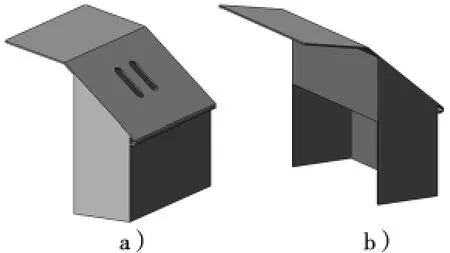
图4 升降板结构示意
2.3.1 确定弯折式升降板倾角
为保证烟条下滑过程平稳顺畅,升降板顶面采用弯折式的形状,材料选用表面光滑、强度高、抗变形能力强、便于焊接的不锈钢,厚度为2 mm。升降板弯折的角度设计如下(图5):
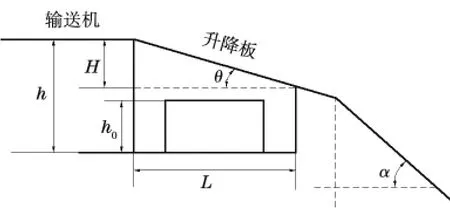
图5 升降板弯折角度设计
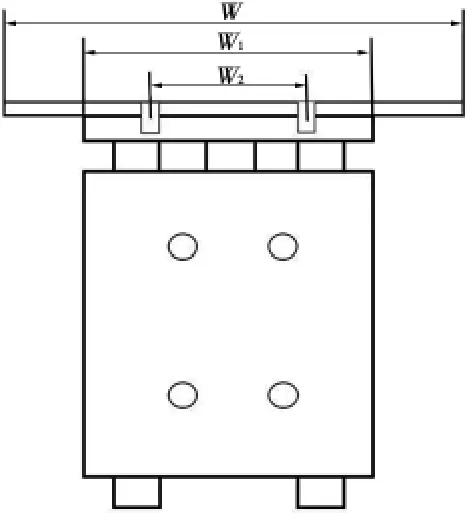
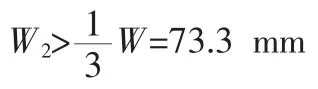
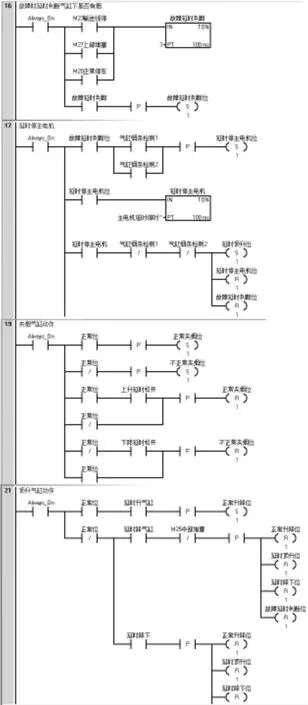
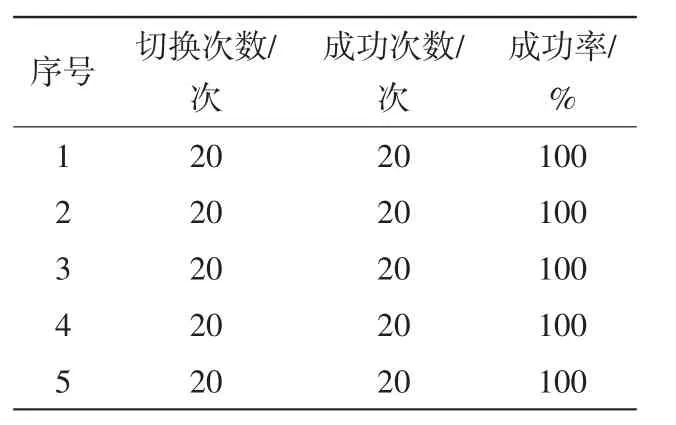
(1)计算倾角一:升降板与输送机对接段角度θ。已知条烟链板宽度L=108 mm;包装机出口输送机平面与烟链板间距离为h=70 mm;烟条高度尺寸h0=48 mm。升降机构动作时,应保证升降板不与条烟链板上的烟条发生干涉,故H 为便于加工,角度取整θ=10°。 (2)计算倾角二:升降板与待检台对接的角度α。对与待检台对接的弯折式升降板进行了不同倾角的测试,当倾角角度α>70°时,烟条会出现触伤,故α<70°。同时为保证烟条在弯折式升降板上过渡平顺,避免角度差过大导致烟条停滞,综合选择与待检台对接段升降板角度α=45°。 2.3.2 升降气缸选型 升降气缸选用三轴气缸,可依靠顶面安装孔直接固定在垂直平面上,厚度较薄,满足安装空间要求,升降板固定在气缸导板上,平衡性好。气缸型号选择如下: (1)确定气缸缸径D。升降气缸打开时,为避免烟条跳动等原因造成干涉,弯折式升降板与输送机之间的距离H 大于2 倍烟条高度,即H>96 mm。故升降气缸行程选择L=100 mm(图6)。 图6 升降气缸缸径计算示意 根据气缸理论推力计算公式: 变换可得: 其中S 为活塞面积;F 为理论推力;β 为气缸效率;P 为气缸工作压力;D 为气缸缸径。 已知:升降板重量m=2.3 kg,β=0.5(中速气缸);P=0.3 MPa;气缸轴向载荷F=mg=23 N。 故所选三轴气缸缸径应大于13.98 mm,取标准尺寸为D=20 mm。 (2)确定气缸行程L。弯折式升降板需要固定在升降气缸的背板上,需综合考虑升降气缸固定孔间距离(图7)。 图7 升降气缸行程计算示意 弯折式升降板的宽度尺寸W=220 mm,为保证固定稳定,升降气缸固定孔间距离: 结合气缸选型对照表,选取标准尺寸W2=78 mm。 综上,选取TCM25X100S的气缸可满足使用需求。 升降机构处设置2 个光电开关,用于检测升降机构动作区域内是否存在烟条,若检测到有烟条,则升降机构无法动作;只有当升降机构动作区域内没有烟条时,才能根据控制逻辑动作。该机构同时能够防止操作人员误触碰导致的机械伤害。 光电开关采用反射式光电开关,相比较于漫反射式和对射式,反射式光电开关具有结构简单、便于安装,并且能准确检测不同外观烟条的优点。 装置的控制程序平台为西门子S7-200 SMART 系列PLC,在现有条烟提升机控制程序的基础上进行编程,无需新增控制系统。装置控制逻辑如下: (1)设备停止控制逻辑:提升机停机,升降机构处于低位,夹紧机构松开。 (2)设备启动控制逻辑:提升机运行,夹持机构动作,将出口的烟条夹持住,升降机构随即上升,0.3 s 后夹持机构放松,烟条得以通过,进入提升机。 (3)输送通道切换控制逻辑:第一种情况,提升机上部堵塞、下游机停机故障时,提升机停止,夹持机构动作,将出口的烟条夹持住;此时若升降机构处的2 个光电开关检测到升降板下方有烟条,则提升机继续运行,直至烟条离开升降板下方,升降板下降;若未检测到烟条,则升降机构直接下降,0.3 s 后夹持机构放松,烟条得以通过,经过升降板进入人工装箱通道。第二种情况,提升机中部堵塞时,提升机立即停机;若光电开关检测到有烟条,则升降机构保持高位不动作,直至人工将检测区域的烟条取出后,升降机构延时2 s 下降;若光电开关未检测到烟条,则升降机构直接下降。第三种情况,人工抽检烟条时,可通过按钮使升降机构降下,将烟条输送路径切换至人工装箱通道;抽检完成后再通过按钮升起升降机构,烟条输送至提升机。所有切换过程都不影响包装机连续生产运行。 根据控制逻辑编写PLC 程序如图8 所示。 图8 PLC 控制程序 装置各部分设计完成后,按照各部分的设计加工夹持机构支架、弯折式升降板、升降机构背板等零件,定购夹持机构气缸、升降机构气缸、光电开关等器件,然后进行各机构的安装、电气接线、联机调试。并对装置切换烟条输送路径的成功率进行测试验证,结果见表1、表2。由试验结果可知,烟条输送路径从提升机切换至人工通道、以及从人工通道切换至提升机的成功率均为100%,成功实现了装置功能。 表1 提升机切换至人工通道测试统计 表2 人工通道切换至提升机测试统计 装置投入使用后的2 个月内,下游机停机导致包装机停机频次平均为0 次/班,设备连续生产,完全消除了下游条烟输送设备制约包装机效率的因素,减少设备产能损失。停机频次减少,产生的废品也随之减少,由此节约原辅料的消耗。装置实现了烟条输送路径的在线自动切换,避免了调整翻板时被提升机夹伤的安全隐患,保障人身安全,并减少了设备启动查烟的工作量。 该装置彻底解决了下游设备对包装机效率的影响,该装置的结构设计和控制原理不仅在行业内适用于多种包装机、提升机类型;在行业外涉及产品包装与下游设备连接的情形都可以应用,如食品包装、药品包装、日用品包装等生产工序,在行业内外都具有广泛的推广应用价值。 条烟输送在线切换装置采用防夹烟环节的设计、升降式切换输送通道的技术,实现了条烟输送路径在包装机不停机的情况下切换,保障切换过程中的流程性、平稳性和安全性,完全消除了下游条烟输送设备制约包装机效率的因素,保障产品质量,提升设备生产“净效率”。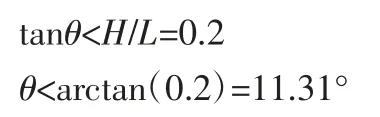
2.4 检测机构设计
2.5 控制方式设计
3 安装调试
4 生产应用效果
5 结束语
