册镇海底管道变形缺陷修复技术研究
2023-01-13崔琬婷丁银山段瑞彬李洪星王来臻吴金明
崔琬婷,丁银山,段瑞彬,李洪星,王来臻,吴金明
1.中国石油集团工程技术研究有限公司,天津 300451
2.中国石油集团海洋工程有限公司,山东青岛 266555
1 工程概况
册子岛-镇海海底原油管道于2005年6月完成海底铺设施工,具体结构及设计参数见表1。

表1 海底管道结构及设计参数
在2017年12月册镇管道的全线检测中,发现KP25.4及KP19.7处出现了较为严重的变形缺陷,变形量分别达到22%及12%(变形量是指管道变形后外凸和凹陷的变形横截面积之和占变形前管道横截面积的百分比),为确保管道运行安全,现拟对册镇海底管道两处变形点进行修复。
2 海域水文气象情况
该海域是世界三大强潮海湾之一,冬季盛行偏北风且风速大于夏季,风浪较大,因此对海上施工有较大影响。管道沿线理论水深位于0~22 m之间,水深分布不均匀,潮差变化较大,潮流流速较快。海洋水文条件非常复杂,水下能见度为零,每日平均可潜水时间只有2~3 h。
3 海底管道变形情况
图1为两处变形点示意图,其中黑线代表未变形管道内径轮廓,红线代表变形检测数据还原的管道内径轮廓。
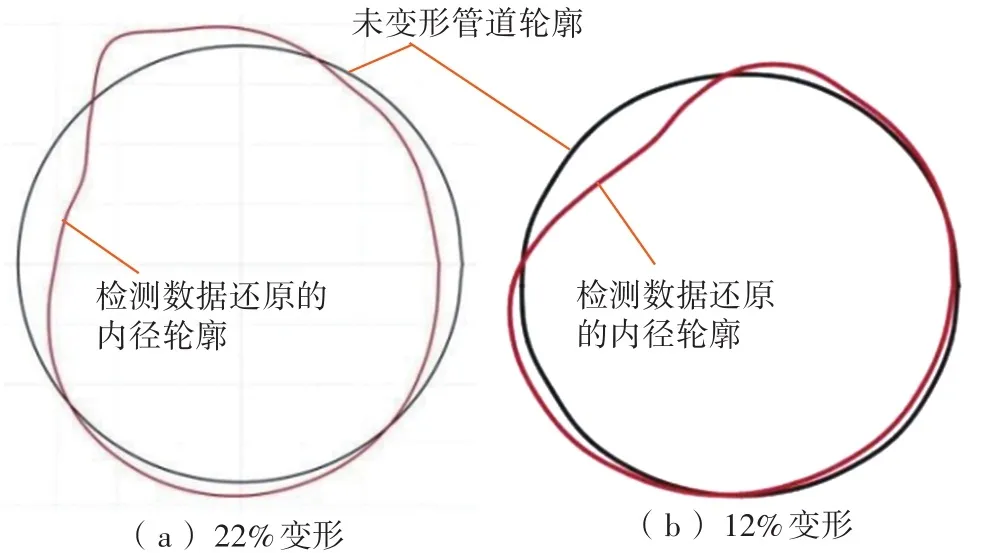
图1 变形管道示意
变形点1(变形22%)变形处最大曲率半径为425.5 mm,最小302.5 mm,外凸62 mm。变形位于6点至9点区域(面向油流方向的钟表时钟分布),8点区域为变形最严重部位。屈曲变形管道圆周方向宽度700 mm,长度约1.2 m。
变形点2(变形12%)变形处外凸最大曲率半径为414 mm,最小344.5 mm,外凸33 mm。变形位于10点半至12点区域。屈曲变形管道圆周方向宽度500 mm,长度约1.5 m。
4 海底管道缺陷修复技术
海底管道损伤的类型大致可分为穿孔泄漏、变形损伤、裂缝大漏和折断[1]。根据海底管道破损类型不同,需要采用不同的修复方法,以下分别介绍连接器修复技术、水下焊接修复技术以及卡具修复技术的主要操作程序及技术特点。
4.1 连接器修复技术
根据连接器的类别,连接器修复技术分为机械连接器维修、法兰连接器维修和机械式三通修复。
(1)机械连接器修复法通过专用设备切割破损管段,再将替换短节用机械连接器(见图2)与原管道相连接。机械连接器有压接式和夹套式两种。这种方法是进行海底管道更换维修的常用方法,适用于任何水深,不需要进行焊接,可降低成本、节约资源。然而,其使用寿命较短,一般不超过15年[1]。

图2 水下机械接头
(2)法兰连接器修复法的操作步骤如下:先将缺陷管段切除,在原管道的两个切割端各安装一个内表面带有凹槽的法兰连接器(见图3),然后安装螺栓并使用工具将其拧紧,使管道外表面嵌入法兰连接器的凹槽中,管壁发生塑性形变,形成整体密封。法兰连接器安装完成后再安装预先焊接好法兰的替换短节。这种方法适用于大面积破损的管道维修,选用旋转法兰或球形法兰降低了对法兰连接器端面与原管轴线垂直度的要求,且费用较低,但会产生因密封不严而泄漏的情况[2-4]。

图3 法兰连接器
(3)机械式三通修复法通过在水下安装干式舱,待安装完成后测量破损管段,将开孔机、机械式三通以及三明治阀安装到一起,而后降低管道运行压力并向干式舱内注水,再把机械式三通安装在管道上。试压后开孔去除破损管段,将完好的管皮放置在该位置上,再拆除三明治阀和开孔机,安装法兰,完成修复工作。该方法适用于浑浊度较大的海域,同时可保证原有管道的整体性,但需要多种设备配合使用,对水下施工空间要求较大[1]。
4.2 水下焊接修复技术
水下焊接修复的主要操作程序:先在水下将破损管段切割并处理管道切口端部,完成替换短节与原管道的对口,再将替换短节与管口进行焊接,最终完成修复工作。水下焊接修复法分为水下湿式焊接法、水下局部干式焊接法、水下干式焊接法。此外,还有水下摩擦叠焊、等离子焊等[5]。
(1)水下湿式焊接法在焊接时,将设备置于水中,电弧仅依靠焊条在焊接过程中产生的气体形成保护。这种方法的焊接质量较差,可靠性较低。然而随着焊接技术的不断发展,现已有水下焊接专用焊条,使得水下湿式焊接质量提升[6]。
(2)水下局部干式焊接法是将待焊部位周围的水通过人工方法排除,形成局部气室,焊接将在这个区域内进行,而焊接所需设备及焊工则处于水中。各国采用的水下局部干式焊接方式也各有不同,例如英国、美国采用气罩式和干点式,日本采用水帘式和钢刷式,而法国采用的是旋罩式[7]。
(3)水下干式焊接是将焊接区域的水全部排除干净再进行焊接操作,根据压力的不同可分为干式高压焊接和干式常压焊接。干式高压焊接对于深海管道的维修有一定优势。干式常压焊接是在“干”环境、常压状态下的焊接,更适于浅水管道维修。
4.3 卡具修复技术
卡具修复法采用机械啮合方式,在选定的管道上夹紧并密封缺陷区域,并为管道提供结构加固[8]。册镇海底管道修复采用结构型修复卡具(LRF),其主要部件有分瓣式承压主体、筒夹、夹具法兰、主体螺栓、密封件和驱动螺栓。当LRF安装到管道上时,两瓣承压主体将管道表面包裹,然后通过主体螺栓连接两瓣主体,再安装驱动螺栓。驱动螺栓将同时激活管道卡具和密封件来发挥作用。卡具修复法可以保持管道的完整性,防止发生泄漏,一般适用于穿孔小漏或缺陷点,管卡寿命可达20~25年。
5 册镇海底管道维修方案
通过对册镇海底管道两处变形区域的测量,分析其特征数据,同时考虑到管卡有较长的使用寿命,因此决定采用卡具修复法进行管道维修,其中一变形处采用弯折结构管卡,见图4;另一变形处采用标准直管结构管卡,见图5。

图4 弯折结构管卡

图5 直管结构管卡
5.1 修复流程
结构管卡变形维修主要步骤共有9项,具体作业流程如图6所示。
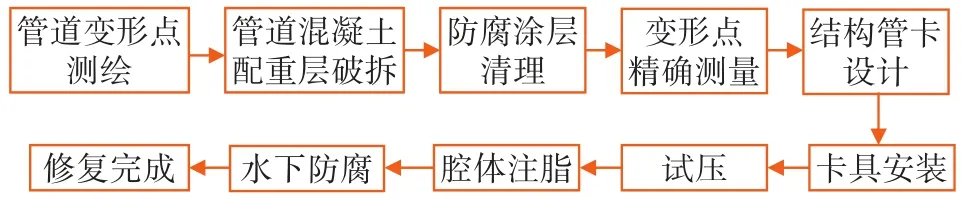
图6 结构管卡维修作业流程
(1)管道变形点测绘。在变形点1的坐标处使用非接触式挖沟机进行定点开挖,在开挖过程中使用声呐进行实时监测,直至管道在声呐圈上全圆周完整暴露。由于该变形点部分配重层已经脱落,潜水员可以在水下确认是否有变形点。若没有变形点,则沿着管道走向进行吹扫,直至变形点充分暴露。对于变形点2,由于配重层完好,潜水员无法肉眼识别,根据变形点坐标定位的坐标值,在变形点2的坐标附近找到海管后,对坐标点两侧各12 m距离内的3根海管进行开挖,确认疑似变形点。通过检测公司检测所得变形点2的位置进行换算,得出变形点坐标,分析磁力信号,得出变形点2与变形点1之间的焊缝数量,确定两者的相对位置,根据铺管完工打点记录确定变形点2铺管时的坐标。再比对检测所得变形点2位置的换算坐标和铺管时坐标,确定疑似变形点坐标。
(2)管道混凝土配重层破拆。根据海底管道变形点测绘将管道充分开挖暴露,按照项目数据记录中指定的长度清除混凝土配重层。
(3)防腐涂层清理。使用高压水枪或电动钢丝砂轮机将管道清洁至规定的光滑裸管长度。管道防腐涂层和其他障碍物必须清理到项目数据记录规定的距离之外,以便正确安装。
(4)变形点精确测量。潜水员使用测厚仪、直度测量仪、管道缺陷测量装置对变形点位置进行测量。为保证测量准确性,由不同的潜水员下水,共测量两次,并形成最终变形点测量报告。
(5)结构管卡设计。根据变形点测量报告,由管卡制造商进行结构管卡设计。管卡设计方案通过后进行管卡制造。
(6)卡具安装。完成卡具配扣后,调整好其在海管上的位置,而后合上卡具,并将螺栓紧固。
(7)试压。结构管卡安装完成后,对卡具进行水压试验,验证卡具密封的有效性。
(8)腔体注脂。试压结束后,将油脂泵系统连接到卡具两端的高压油脂注入口,以排除夹具内的水。
(9)水下防腐。使用海洋环境防腐材料对裸露管段进行防腐处理。
5.2 管道变形点测量的具体方式
册镇海底管道修复项目采用对管道外周进行三维空间打点方法测量,每打一个点,测量软件会根据传感器的数据,记录一个管道外周的相对空间位置,待所要的点都测量完成后,数据处理软件会根据测得数据绘制出管道外周的三维图形。
两处变形点要经过两次测量,第一次是对裸管进行测量,测量结束后对变形区域及其过渡区缠绕复合材料再进行第二次测量。测量过程通过使用破拆设备与自带的加装三维测量用传感器及配套软件的传感器,先对变形量较大位置进行圆周测量,然后沿管道轴向移动,继续在圆周方向连续旋转测量,直至完成规定距离的测量。通过对比校验前后两次测量的结果,可以验证测量数据的准确性。
5.3 结构管卡设计具体内容
结构管卡的设计信息见表2。
表2 结构管卡详细信息
结构管卡各部件为钢锻件。防腐层颜色的选择有助于提高可见度,以便在低能见度或无能见度的条件下进行安装。可在防腐涂层上设置额外的对比涂层或标记,以便进一步提高安装可见性。
焊接完成后等待48 h,对每个试件进行100%无损检测,检测方式应为X射线检测或者超声波检测。对接焊缝采用磁粉探伤,T型对接焊缝采用超声波和磁粉探伤。
结构管卡将使用铝锌阳极,其尺寸应符合设计寿命(20年)要求。如果管道阴极保护系统能容纳夹具阴极保护,则不需在管卡上增加阳极。
5.4 结构管卡安装具体方法
结构管卡安装前必须对裸露管道的表面状况进行验证,确保管道外部的熔结环氧树脂清理干净或裸管外部没有任何凿痕或有害缺陷。卡具为分瓣式承压主体,首先对下瓣部分进行安装固定。在确认所有内部部件仍在原位且没有杂物进入卡具内,调整卡具直到管道位于卡具中心,将下瓣部分固定就位。再将上瓣部分与下瓣部分对齐并放置在管道上后,检查上瓣部分卡具是否干净,确认管道位于卡具中心。最后将主体螺栓及驱动螺栓插入并紧固。
结构管卡安装完成后进行水压试验,验证卡具密封的有效性。通过试压泵向卡具内注水分阶段缓慢升压,试压压力值为设计压力值的1.5倍,稳压后保压30 min,压力变化小于0.3%为合格。
试压合格后将油脂泵系统连接到卡具一端的高压油脂注入口,以排除夹具内的水。对管卡另一端重复该操作。
最后一步操作是对裸露的管段进行防腐处理。潜水员到达指定位置,并将已调剂的防腐材料均匀涂敷在裸露管段上,为防止因漏涂而达不到防护效果,潜水员涂抹次数要达到2次以上。
6 结论
(1)海底管道变形缺陷修复有多种方法可供选择,需根据损伤类型以及受损程度来选用适合的修复技术及时进行有效维修。
(2)对于水下情况复杂且能见度低的情况,卡具修复技术可以对缺陷点进行维修,修复流程较为简便,可有效解决海底管道运行存在的安全隐患,该项技术可以推广应用于海底管道维抢修工作中。