黑水角阀在煤气化工艺中的选型与应用
2023-01-10白挥侠
白挥侠
(浙江石油化工有限公司 公用工程仪控部,浙江 舟山 316000)
0 引言
水煤浆气化装置以煤为原料,在高温高压下与氧气(O2)进行反应生成合成气,并送合成气至变换、净化装置处理。某公司气化装置采用水煤浆工艺技术,主要产品为6.45MPa(G)、温度243℃的合成气。水煤浆加压气化工艺技术中有个工段叫闪蒸,即气化炉、蒸发塔、洗涤塔等高压黑水中溶解有大量的酸性气体,当黑水经过角阀后进入闪蒸罐等下一工艺装置时,角阀阀后压力突然降低,在一定温度下黑水介质大量汽化,导致酸性气体逸出水面这个过程即闪蒸。
黑水角阀在该工段下发挥着重要作用,黑水调节阀长期工作在高压、高温、高腐蚀、高频率动作,以及固、液、气三相流介质的高压差冲刷等恶劣工况下,阀门及内部件受到严重损害,导致阀内件的使用寿命大大降低。国内德士古水煤浆气化技术引进初期,高压黑水角阀基本被进口阀门厂商垄断,比如福斯、梅索尼兰、费希尔等。随着国内现代新型煤化工产业的发展,国内阀门企业对黑水角阀的不断研究和技术投入,在吸收国外经验的基础上不断改进,形成了几类国产高压黑水角阀,其应用效果也逐步实现了对国外品牌的超越。目前进口品牌主要以福斯、梅索尼兰、费希尔等为主,国产像北航、武汉汉德等也都有较好的应用。受进口阀门备件周期、价格等多种因素影响,目前国内的煤化工企业在黑水角阀的选型和使用上基本采用了国产品牌。
1 高压黑水角阀工况
高压黑水角阀主要安装在气化炉激冷室底部到高压闪蒸罐和洗涤塔底部到高压闪蒸罐的管道上,靠近高压闪蒸罐,每个高压闪蒸罐有4台高压黑水角阀,如图1,即12"/16"两台(图1位号:LV-021303A1/A 2),6"/8"两台(位号:FV-021304A1/A 2)。在该工况中,介质主要为高温黑水,黑水温度可达到246℃~248℃左右,最大压差可达到6.5 MPa,工况具有高压差、强冲刷、强腐蚀,介质具有固、液、气三相流等特点,阀门使用环境极为恶劣[1]。黑水流过阀芯的速度高,导致阀内件冲刷磨损严重,扩散段也容易冲透。原使用原装进口品牌,后改为国产品牌效果较好,使用周期基本超过了原进口产品。

图1 黑水角阀结构与布置图Fig.1 Structure and layout of blackwater angle valve
2 高压黑水角阀问题分析
某公司甲醇装置投料生产,高压黑水角阀运行6~9个月后,陆续出现流量无法稳定控制,离线检查发现角阀阀芯、阀座冲刷磨损严重,扩散段冲漏等情况,阀门调节性能下降,影响装置运行操作,如图2、图3。因此,阀芯、阀座和扩散段是高压黑水调节阀的薄弱环节。

图2 阀芯冲刷前后对比Fig.2 Comparison of valve core before and after scouring

图3 阀座和扩散段冲刷情况Fig.3 Washout of valve seat and diffuser
2.1 阀芯失效
当黑水流经高压黑水角阀时,根据经典流体力学原理可知:黑水速度增大,压力降低。当压力降低至黑水饱和蒸汽压时会产生闪蒸,破裂的气泡会不断冲蚀阀芯表面形成腐蚀麻点,再夹带上固体颗粒阀态会形成严重损坏,失效如图2。同时,由于高速冲击阀杆与阀芯连接处销钉易出现松动,引起阀芯脱落。原因分析:阀门Cv值选型不当。阀门设计选型中,如果Cv值选型过大,会导致阀门开度过小,会加速含固流体对阀内件的磨损、冲蚀,导致阀门寿命大大缩短。开车期间因设计工况与实际有较大差距,阀门开度长期基本在15%以下,国产化后正常开度保持在20%以上。
2.2 阀座失效
阀座的失效主要还是由高压黑水介质的冲刷引起,在小开度下或堵塞的情况下特别是偏流会对下阀座造成严重冲刷,高压下的腔内部形成的漩涡流也会加剧阀芯的冲蚀磨损。原因分析:阀座的冲蚀在一定程度上与阀门的开度有很大关系。
2.3 扩散段失效
由于该角阀前后压差较大,且黑水中含有大量的固体颗粒,约240℃的高温黑水出角阀后瞬间发生汽化,角阀扩散段介质流速瞬间增大,加剧了角阀扩散段的磨损,严重时角阀筒体被黑水磨穿,如图3。角阀筒体磨穿后,大量黑水外溢,外溢黑水不但影响系统的正常运行,还严重影响现场工作环境。
2.4 阀芯脱落
试生产阶段由于设计与实际工况的偏差,前期阀门基本在小开度下运行存在高频振动[2],加上阀杆与阀芯采用销钉结构,经常遇到阀芯脱落的情况,后期经过改造后再未发生阀芯脱落情况。
2.5 结垢和外漏等其它情况
另外,工艺介质的成分原因会在阀门内部形成结垢。一是在黑水角阀内腔的结垢,从现场应用过的几种黑水角阀来比较,扫流型结构的角阀在内腔结垢方面要明显优于文丘里结构;二是在阀杆上的结垢会造成阀门卡塞,并因此会拉伤填料而导致阀门外漏等问题。目前国内已经有黑水角阀企业攻克了这个问题,他们通过加装“一种带多层刮刀的阀门衬套”,形成了对阀杆污垢的及时和有效清理,较好地解决了这类问题。
3 高压黑水角阀选型注意事项
3.1 开度要求
由于阀门CV值过大,开度变小,黑水流经角阀处形成偏流,从而导致闪蒸,角阀阀芯、阀座出现局部冲刷磨损严重现象。阀门开度需要根据阀芯、阀座的冲刷持续优化,在小开度条件下,高压黑水角阀及下游管道系统的高磨损率区域主要集中在阀芯以及出口衬套,在缓冲罐底部及侧壁并未发现明显的磨损现象。其中,阀芯前端的磨损率最高,其最大值为衬套入口段的5倍[3]。合适的阀门开度能明显降低阀芯与阀座交界处的最高流速,降低流速会减少颗粒的冲击速度和材料的冲蚀磨损率,有助于阀芯顶端的冲蚀磨损率下降。同时,在小开度时还会导致阀杆的高频振荡,导致阀芯阀杆连接处的疲劳断裂。根据相关企业的运行经验,黑水调节阀的最小开度不应小于20%,正常开度不应小于40%[4]。

图4 3种阀芯结构Fig.4 Three valve core structures
3.2 阀芯结构
阀芯结构选择也很关键,之前共采用了3种形式的结构,重锤式、哑铃式和T形式。在实际使用中重锤式易冲刷,哑铃式容易造成卡塞。阀芯与阀杆的连接采用热熔方式,保证阀杆和阀芯融为一体,避免采用销钉结构造成脱落。阀体内腔应采用大圆弧设计以避免滞留点和急转弯[5]。阀杆采用加粗性设计,一方面可以减小阀杆的高频振动,另一方面可以满足大力矩执行机构的需要。
目前现场整个薄弱环节在扩散段,扩散段喉部容易造成冲漏,后期在改进中稍微延长了下阀座的长度,效果还在验证中。
3.3 材质选择
在材料选择时要充分考虑阀门材料的耐腐蚀性,一般阀芯316+整体碳化钨,上、下阀座为316+内衬整体碳化钨,扩散段喷涂碳化钨,上阀座、下阀座不建议采用喷涂形式。从近几年的实际效果看,整体内衬较为合适,不易冲刷,扩散段采用喷涂碳化钨形式,扩散段由于空间的限制目前没成大直筒形式,偶尔因为阀门有较大固体异物导致长期偏流,将下阀座、扩散段法兰中部等部位冲漏的情况。
4 高压黑水角阀日常维护和持续改进
高压黑水角阀是影响气化炉长周期运行的关键阀门,需要制定良好的检修策略和不断地持续改进,找到满足工况的合适点。
4.1 做好预防性检修
气化炉倒炉停修期间,要对4台角阀下线检查,确保阀芯、阀座和扩散段无损伤,有损伤的部件要及时更换。黑水管线工艺要清洗干净,不能有较大固体颗粒形成堵塞,以免造成偏流冲刷阀内件。日常应储备阀内件备件,对检查有损伤的内件要及时更换。
4.2 优化扩散段和缓冲罐
目前,高压黑水角阀在扩散段和缓冲罐部分,因阀门优化后冲刷点下移容易造成冲漏。针对扩散段的局部磨蚀、冲刷,主要是因为阀门偏流造成。今后在阀门设计时,增加角阀入口处的腔体体积,降低阀门入口的流速,从而控制阀门出口的偏流,这个仍需改进。现阶段扩散段除了喷涂,基本没有更好的解决办法,只能定期更换,冲漏了通过堵漏的方式维持运行,有的企业通过将扩散段去掉,角阀出口直接连到缓冲罐,这个需要进一步调研和技术论证。高压黑水对缓冲罐主要是罐底的冲刷,现阶段通过在缓冲罐底部堆焊棒条,增加底板厚度来解决磨损问题,有企业通过增大增高缓冲罐体积,得到了较好效果。
4.3 建立高压黑水角阀流动腐蚀预测防控监管平台
根据高压黑水角阀的进出口压差和阀内流道结构分析可知,介质流动状态为阻塞流。由于阀后压力远低于介质在246℃时的饱和蒸汽压(3.73MPa),可以推断:介质在阀内会发生闪蒸,导致流速急剧升高。固体颗粒在高速气相介质的驱动下,极易对阀内件造成严重的冲蚀、磨损。因此,气、液、固三相流介质对阀门造成极大程度的冲蚀、磨损、破坏,是影响黑水角阀的使用寿命和装置的安全、稳定、长周期运行的根本原因。所以,根据高压黑水角阀的失效机理,建立针对性的防控监管平台,有效预测阀门运行情况。
在高压黑水角阀介质闪蒸过程、冲蚀磨损研究及危害源分析的基础上,结合工艺过程的关联分析、流动腐蚀数据库建设,针对不同材料、操作工况及工艺过程,开展黑水角阀系统的防控体系研究[6]。通过对黑水角阀系统流动腐蚀的实时状态监测,建立材料防腐、设备防腐、工艺防腐,流动腐蚀预测防控等一系列技术创新与闭环管理,实现煤化工装置长周期安全运行。
高压黑水角阀专家诊断监管系统的整体思路如图5。根据高压黑水角阀的阻塞、磨损、气蚀、化学腐蚀等流动腐蚀失效机理,提出针对性的失效防控参数。通过实时信号采集、二次信号采集和软测量建模等技术手段,对上述参数进行运行状态监测。同时,设定失效防控参数的运行范围,实现超标参数的预测报警,并给出防控措施,为现场工作人员提供优化操作依据,指导高压黑水角阀系统的安全稳定长周期运行。
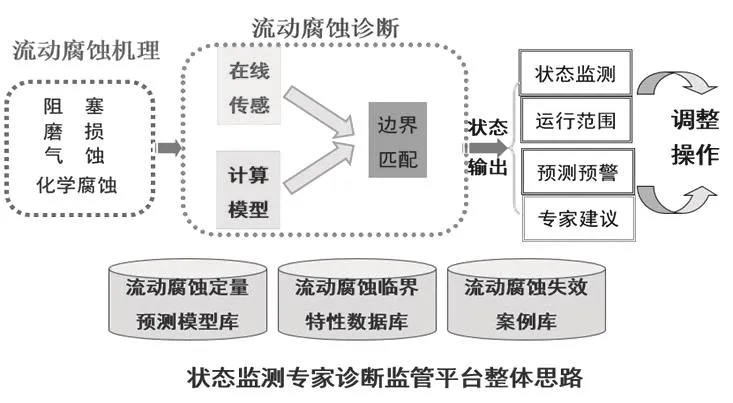
图5 专家诊断监管系统的构建思路Fig.5 Construction idea of expert diagnosis and supervision system
拟监测的流动腐蚀参数群如图6。系统拟根据流动腐蚀失效机理,结合装置的DCS控制系统、LIMS化验分析系统以及自主研发的故障诊断模型对高压黑水角阀内的压力、流量、温度、磨损率、磨损量等参数群进行集中监控,实时分析阀门的阻塞、磨损、气蚀和化学腐蚀状态。
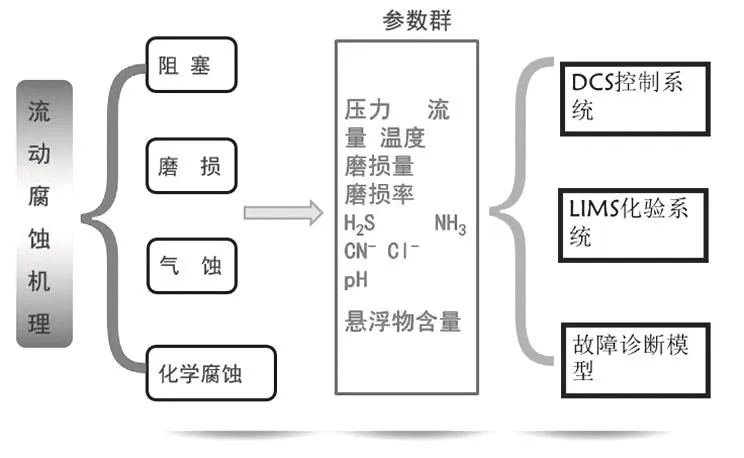
图6 拟监控的流动腐蚀参数群Fig.6 Flow corrosion parameters to be monitored
高压黑水角阀内的状态监测参数、位置、来源见表1。

表1 阀门状态监测指标Table 1 Valve status monitoring indicators
建立阀门开度-流量曲线,确定标准曲线以及流量正常波动的上限和下限,以及超出限制范围的数值,如图7。其中,标准曲线通过阀门流量试验获得。流量正常波动的上、下限依据数值仿真预测结果和现场操作经验共同确定。当某个开度下的流量数值低于下限值时,认为发生堵塞;当流量数值高于上限值时,认为发生磨损。由此,可以通过流量的变化直接判断阀内的磨损和堵塞状态。
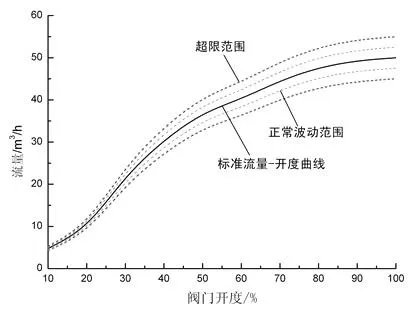
图7 阀门流量-开度曲线Fig.7 Valve flow and opening curve
图8为某固定开度下,高压黑水角阀的流量的历史监控数据的示意图。可知,通过黑水角阀专家诊断监管系统,可以对某一段时间内,在固定开度下的流量值历史数据进行调用和监控。当发现流量值高于超限的上限值时,进行报警。提醒操作人员,此时高压黑水角阀具有较高的磨损风险。
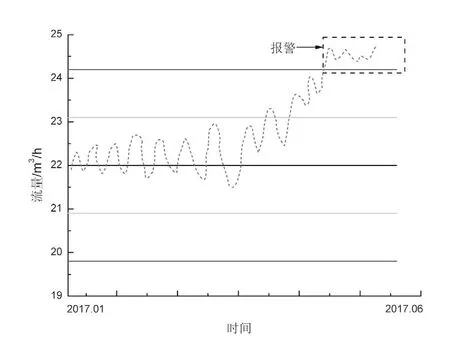
图8 某开度下对阀门流量的监控Fig.8 Monitoring of valve flow at a certain opening
5 结束语
大型煤气化装置的黑水系统工艺复杂、运行工况苛刻、介质腐蚀性强,故影响高压黑水角阀失效的因素很多,各企业实际工况、工艺布局和管道配置等也各有差别。因此,缺乏统一的解决方案,各家只能采取针对性的失效控制及预防措施难以从根本上解决煤气化装置黑水系统阀门及管件等的失效难题。国内各大能源化工公司的煤气化装置中均存在黑水阀门及管件的相关问题,已严重影响到煤气化系统的安全生产和长周期运行。
高压黑水角阀在选型上基本都有比较明确的方向,各家都有各自的特点,失效严重的部位也主要位于阀芯、阀座、扩散管和缓冲罐区域,都存在顾此失彼的情况。因为重点保护角度的不同,失效的部件也会呈现不同,比如有的会考虑阀内件更换成本高,就尽量避免阀内件失效,失效部件尽量转移至扩散段或者缓冲罐底部等。上述失效具有明显的局部性,需要结合材料特性、阀内多相流动过程、介质闪蒸过程、颗粒运动及冲蚀磨损过程分析,分析其失效机理。从阀门材质、结构上不断优化和改进,降低高压黑水角阀闪蒸和冲刷风险,延长其使用寿命。另外,配合高压黑水角阀流动腐蚀预测防控监管平台工艺,要不断调整操作模式,降低阀门泄漏的安全风险,提高高压黑水角阀预防性维修水平,确保装置的安全稳定运行。
