旋弧磁场控制空心螺柱焊工艺试验研究
2023-01-10王以珅张德库王嘉炜张安邦王克鸿
王以珅,张德库,王嘉炜,张安邦,王克鸿
(南京理工大学 材料科学与工程学院,江苏 南京 210094)
0 引言
空心螺柱焊接技术在大型装甲车辆、桥梁结构以及深水压力仓的制造领域中应用相当广泛,螺柱的焊接质量直接影响到产品的可靠性。空心螺柱基本处于强剪切的工作条件下,改善和提升螺柱的力学性能一直是该领域的研究热门。河海大学张景璋等[1]基于正交试验法,通过改变焊接时间、焊接电流和提升螺柱高度这三种因素研究了对焊接接头组织性能的影响,得到了接头力学性能最佳的焊接工艺参数,还可利用数字化焊接数据库和工艺自动化设计系统进行最佳工艺参数的研究。
在螺柱焊接过程中,电弧有燃烧母材产生焊接熔池、搅拌熔池的作用,焊接电弧与焊接端面的覆盖率便成为焊接接头成型质量的关键因素。关于辅助磁场对于电弧和焊接接头组织影响,国内外学者开展了很多研究。哈尔滨工业大学WANG J F等[2]研究了在低频脉冲气体钨极电弧焊施加交变磁场的磁场在狭窄间隙下对焊缝形态、微观组织以及电弧形态的影响。俄罗斯科学院Budker核物理研究所的ALYAKRINSKIY O N等[3]面对在稳定工艺参数下电子束焊缝熔深波动损害焊接接头力学性能的问题,研究了磁场对电子束焊接熔深的影响。YAN F等[4]研究了在外加磁场辅助下的镀锌钢/铝合金异种金属激光焊,采用光学显微镜研究磁场对焊缝外观和显微组织演变的影响。CHEN R等[5]研究了在磁场作用下激光/MIG复合热源对不锈钢焊接接头的强化机制。SUN Q J等[6]研究磁场对采取CMT铝钛合金异种焊接融滴过度的影响。
上述文献研究了磁场对于多种填充金属电弧焊接接头性能的影响,却缺乏旋弧磁场对螺柱焊接接头性能影响的研究。本文针对直径12 mm的空心螺柱在焊接过程中出现的未焊合、气孔和偏弧等焊接缺陷以及熔池内涌烧损内螺纹等问题,提出磁控旋弧焊接理论,在焊接磁场下进行焊接,检测观察焊接接头的力学性能与微观组织,为螺柱焊在实际生产中的应用提供理论支持。
1 实验材料与方案
本文所研究的机器人螺柱焊目前主要应用在特种装甲车的制造中,试验用的空心螺柱材料选用Q235钢,其外径Φ12 mm、内径Φ6 mm、高20 mm,焊接板材是厚度6 mm的616中厚中碳调制高强钢(616装甲钢),此材料的化学式为30CrNiMoNb,其质量分数如表1所示。

表1 30CrNiMoNb钢的质量分数表 单位:%
由于外径12 mm的空心螺柱尺寸偏大,焊接的过程中需要使用陶瓷环进行保护,陶瓷环尺寸与所焊螺柱的尺寸相匹配。使用型号为YAW-2000F型危机控制点液伺服压力万能试验机对焊后所得到的螺柱焊件进行抗剪实验。剪切方案中的剪切力与螺柱中轴线方向垂直。分析焊缝金相及成分组织所用的腐蚀剂浓度为4%的硝酸酒精溶液,观察焊缝接头的显微组织时使用的仪器型号为OLYMPAUS BX60M的金相显微镜。使用FEI Quanta 250F场发射环境扫描电镜对试样进行SEM、EDS分析;最后对焊缝接头进行硬度分析。
2 Ф12 mm空心螺柱焊工艺试验结果分析
2.1 工艺试验
进行空心螺柱旋弧工艺实验,确定主要影响焊接质量的3个因素:焊接电流I、焊接时间T以及旋弧电压u。焊接基本参数:预焊时间为60 ms,拉弧高度3.5 mm,预压深度4 mm,空心螺柱外径12 mm,内径6 mm,螺柱高度20 mm。实验设定焊接电流I的水平数为4个,分别为500 A、600 A、700 A、800 A;焊接时间T的水平数也为4个,分别为200 ms、300 ms、400 ms、500 ms;旋弧电压u为4 V、5 V、6 V、7 V 4个工艺参数水平,共3个变量,每个变量4个水平。分别进行以旋弧电压、焊接电流和焊接时间为变量的螺柱焊工艺试验,并对所得到的焊接接头进行抗剪强度测试,从而得到Ф12 mm空心螺柱焊接的最佳工艺参数。
2.2 旋弧电压对接头性能的影响
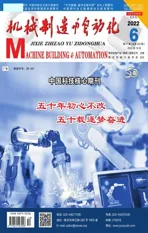
在不同强度磁场的作用下,同样的电弧受到的洛伦兹力大小会有不同,从而导致电弧发生旋转的旋转半径会有不同。保持焊接电流700 A和焊接时间400 ms不变的情况下,将旋转电弧的电压设为0 V、4 V、5 V、6 V、7 V,得到5种旋弧电压下的焊接式样如图1所示。
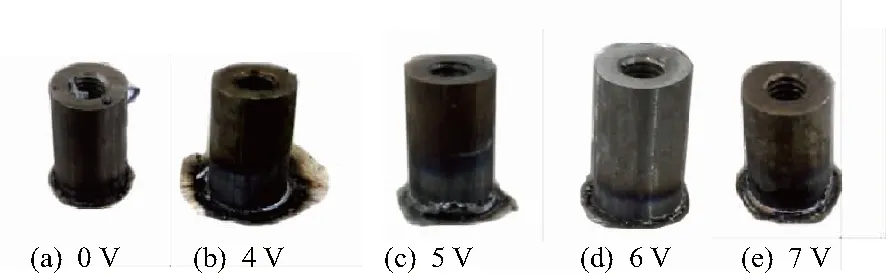
图1 不同旋弧电压的螺柱焊外观成型
从图1可知,无磁场时由于电弧的“黏滞”特性及螺柱尺寸过大,电弧难以在整个端面进行扩展,偏弧现象严重;另外由于电弧集中一处燃烧,对熔池的冲击作用较大,容易引起熔化的金属液体涌入螺柱空心内部,从而造成内涌现象,使得接头熔合不良,抗剪强度小。逐渐增大旋弧磁场至4 V~5 V,电弧受到磁场力的作用,围绕着螺柱端面进行旋转运动。由于电弧燃烧较为均匀,对熔池的冲击较弱,加上磁场对于电弧具有一定的外扩作用,使得内部熔池上涌减弱。内涌高度约为3 mm~5 mm,螺柱与母材间形成了较为完整的焊缝,抗剪强度逐渐增大。当旋弧电压增加至6 V时,在磁场力的作用下,电弧在整个螺柱端面上快速运动,螺柱熔化均匀,成型凸台美观,此时抗剪强度达到最大。若继续增加电压至7 V,由于磁场强度过大,电弧的起弧受到磁场力的干扰,导致起弧困难;同时,过大的磁场使得电磁搅拌作用过大,焊接过程不稳定,飞溅较多,成形较差,接头抗剪强度下降。剪切强度与旋弧电压的关系曲线如图2所示。
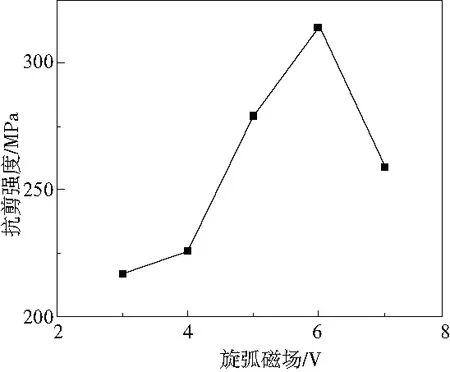
图2 旋弧电压与接头强度的关系曲线
2.3 焊接电流对焊接接头性能的影响
焊接电流会影响到焊接热输入的大小。保持焊接时间为400 ms,旋弧电压为6 V不变,调节焊接电流为500 A、600 A、700 A、800 A来进行焊接工艺试验,得到4个焊接式样,其外观如图3所示。

图3 不同焊接电流的螺柱焊外观成型
当焊接电流设定为500 A时,并没有出现偏弧现象。但是由于焊接电流过小,导致焊接热输入不足,熔池熔深不足,抗剪强度<200 MPa。随着焊接电流从500 A逐渐提高,熔化量随着热输入的增加而增加,直到电流为700 A时,焊缝完整,凸台美观,抗剪强度达到最大。但是当焊接电流为800 A时,其焊接热输入过大,并且焊接过程太过激烈,导致焊接过程中出现明显的火花喷涌的现象,熔池内吸附现象严重,液滴飞溅到板材和螺柱的外表面上,影响了空心螺柱的正常使用,接头抗剪强度下降。剪切强度与焊接时间的关系曲线如图4所示。
图4 焊接电流与接头强度的关系曲线
2.4 焊接时间对焊接接头性能的影响
焊接时间同样影响着熔池的热输入与电弧的旋转程度。保持焊接电流为700 A,旋弧电压为6 V,只改变焊接时间,把焊接时间设定为200 ms、300 ms、400 ms、500 ms来进行焊接工艺试验,得到4个焊接式样,如图5所示。

图5 不同焊接时间的螺柱焊外观成型
焊接时间仅为200 ms时,时间太短,电弧旋转频率过低,无法覆盖整个焊接端面,同时时间过短导致热输入不足,接头熔深过浅,成型质量不佳,抗剪强度只有170 MPa。随着时间的增加,电弧开始旋转,逐渐覆盖整个焊接端面,偏弧现象逐渐消失,同时焊接热输入增加,接头成型美观,抗剪强度逐渐增大。直到焊接时间为400 ms,抗剪强度达到最大。但焊接时间过长,熔池内涌严重,且螺柱表面被氧化,抗剪强度下降。剪切强度与焊接时间的关系曲线如图6所示。
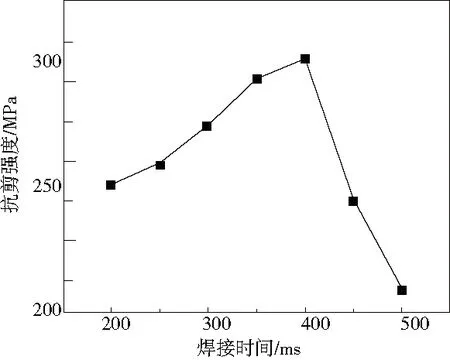
图6 焊接时间与接头强度的关系曲线
经过3组不同影响因素下的工艺试验最终得出的最佳工艺参数为:焊接电流700 A,焊接时间400 ms,旋弧电压6 V,具体的焊接参数如表2所示。

表2 空心螺柱旋弧焊最优焊接参数表
对进行剪切试验后的焊缝断口进行分析,发现螺柱断口试样的断裂处基本上在焊缝的热影响区,而并没有出现在焊缝处,说明焊缝的强度较高。对其中一个断口进行分析,其宏观形貌如图7所示,微观断口如图8所示。
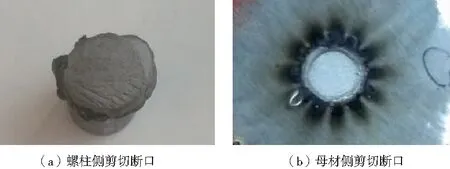
图7 宏观断口形貌
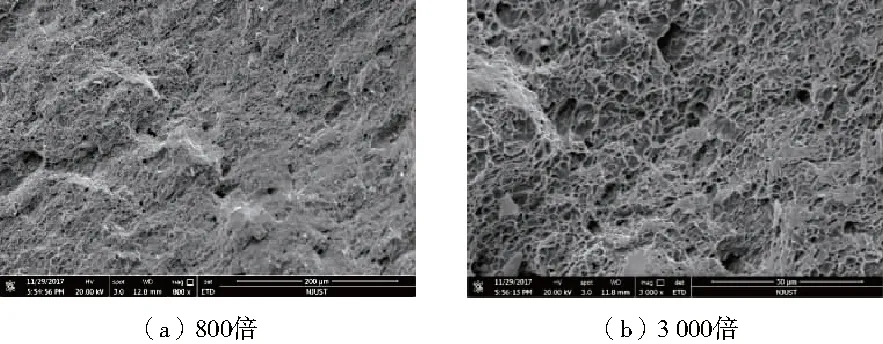
图8 微观断口形貌
从图7可以看出,由于电弧旋转效果明显,焊接热输入合适,接头熔合完整,焊接时间充足,令熔池中的气体充分排出,断口处没有明显的气孔,接头成型美观,凸台饱满。
从图8可以看出,断口中出现了大量的大小不一的韧窝,较大的韧窝周围分布着众多较小的韧窝,并没有河流状的花纹,可以判断该断裂形式为韧性断裂。
2.5 硬度分析
使用硬度测试机对外径12 mm的空心螺柱与616装甲钢在旋弧磁场条件下所得到的焊缝接头进行硬度分布分析。
设置焊接电流为700 A和750 A两组作为对照。进行硬度试验时,其实验条件为:载荷压力1 kg,保压时间10 s。两组接头硬度分布状况如图9所示。
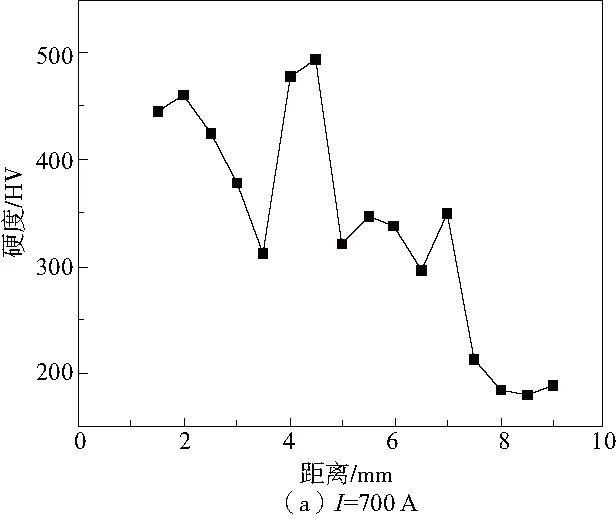
图9 旋弧螺柱焊焊接接头硬度值曲线
从图9可以看出,由于装甲钢板所用的合金材料硬度比Q235钢高,螺柱侧的硬度普遍低于装甲钢板侧的硬度,焊缝处的硬度为整个焊接区的中值。装甲钢板侧母材的硬度稍低于热影响区的硬度,板材侧热影响区微观组织主要为马氏体与贝氏体,硬度很高。而焊缝处熔合了高强钢与Q235钢,且受热最多,冷却后晶粒粗大,硬度不佳。越接近焊缝,硬度越低;螺柱侧热影响区微观组织主要为铁素体与珠光体构成的魏氏组织,硬度较母材提高,故硬度值高于螺柱母材。整个焊接接头硬度值的大小关系为:高强钢侧热影响区>中高强钢板>螺柱热影响区>焊缝>螺柱。另外,尽管图9(a)、图9(b)表现了相似的规律,由于图9(b)中采取的工艺参数更大,导致装甲钢板侧热影响区硬度值更高。
3 焊接接头微观组织分析
在最佳工艺参数下观察剖面:焊接电流为700 A、焊接时间为400 ms、旋弧电压为6 V、预焊时间为60 ms,其试样剖面图如图10所示。使用了旋弧螺柱焊工艺焊接得到的焊缝虽然消除了偏弧导致未焊合现象,但是焊缝中仍会存在个别可见气孔。

图10 空心螺柱旋弧螺柱焊剖面图
在焊接时间为400 ms、旋弧电压为6 V的情况下,对焊接电流为700 A、800 A的钢板侧热影响区组织进行分析。装甲钢板材与Q235螺柱的焊缝组织如图11所示。焊缝主要由针状马氏体和羽毛状上贝氏体组成。由于此时焊缝降温时的温度梯度较高,导致焊缝中马氏体的数量比较多。在外加磁场的作用下,熔池电磁搅拌作用增加,改善了熔池流动性,接头组织较致密,在无气体保护而仅采用瓷环强制成形条件下,仅存在个别较小的气孔。图11(b)由于热输入更大,导致焊缝中的晶粒生长比较大,且马氏体晶粒尺寸有一定长大。
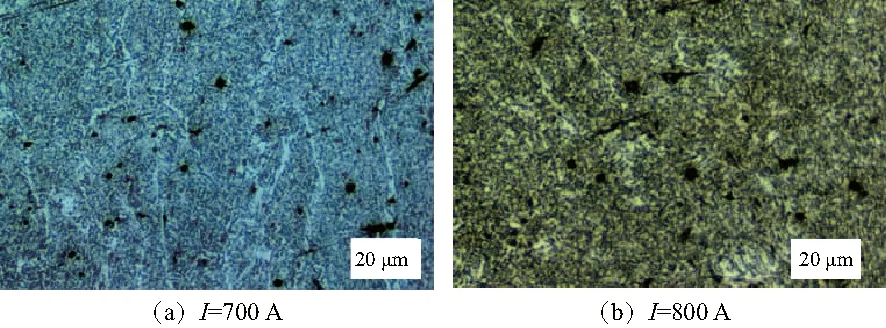
图11 焊缝区
装甲钢侧热影响区如图12所示。由于该区域的温度接近焊缝区温度,同时,装甲钢的导热性能良好,但是该区域的冷却速度较大,焊后组织主要为马氏体+铁素体组织,所以此处组织的强度、硬度较高,但是韧性、塑性相对下降。

图12 装甲钢侧热影响区
在无旋弧磁场的条件下焊接得到的焊接接头偏弧现象严重,焊接端面熔化量非常不均匀,电弧在焊接过程没有转动,导致熔池区域晶粒过热,冷却后形成的马氏体晶粒粗大,同时产生魏氏组织,力学性能不佳。在添加了旋弧磁场后,电弧在焊接过程中的旋转运动充分搅拌熔池,击碎了凝固形成的粗大柱状晶,破碎的晶粒成为新的形核基础,在冷却时新相吸附在晶粒表面,从而达到细化晶粒的目的,力学性能大幅提高。
4 结语
本文主要进行了Ф12 mm空心螺柱与616装甲钢旋转电弧螺柱焊焊接工艺实验研究,得出以下结论。
1)对空心螺柱旋弧螺柱焊进行工艺试验,得到了最佳工艺参数为焊接电流700 A、焊接时间400 ms、旋弧电压6 V。在旋弧磁场的作用下,得到了消除焊接偏弧现象的美观、饱满、完整的焊缝,仅有少量气孔出现在焊缝中。接头抗剪强度最高可以达到314 MPa。
2)空心螺柱旋弧焊接头焊缝各区域之间过渡自然,未发现夹杂、未焊合等缺陷。但是焊缝组织主要为马氏体加贝氏体,在外加磁场的作用下,熔池流动性得到改善,晶粒得到细化。