亚硫酸乙烯酯的制备工艺研究
2023-01-10杨明霞
杨明霞
(多氟多新材料股份有限公司 , 河南 焦作 454191)
0 前言
亚硫酸乙烯酯(ES)是优异的锂离子电池电解液成膜添加剂,它与目前商业化的主流电解液溶剂碳酸酯结构类似,是行业的研究热点之一[1]。探究发现,ES还原电位较高,在化成过程中优先于电解液溶剂在石墨负极表面发生还原反应,形成含有OSO2Li,OSO2Li-R(R为烷基)的固体电解质相界面(SEI)膜,阻止溶剂的进一步分解,进而提高电池的循环性能和在低温下的放电容量[2-4]。另外,ES也可作为重要原料用于电解液成膜添加剂硫酸乙烯酯(DTD)的合成[5-6]。随着锂离子电池的快速发展,市场对亚硫酸乙烯酯的需求越来越大,研究亚硫酸乙烯酯的制备工艺具有重要的现实意义和商业价值。
本文以乙二醇和氯化亚砜为原料,乙腈为溶剂,通过探索研究,考察了反应温度、原料比例、溶剂用量对ES收率的影响,并对比了不同催化剂对反应时间的影响,最后分析不同除酸剂的除酸效果,为亚硫酸乙烯酯产业化提供了建议性的工艺数据。
1 实验
1.1 实验仪器及试剂
主要实验仪器:DFY-10/40低温恒温反应浴,郑州长城科工贸有限公司; SHZ-D(Ⅲ)循环水式多用真空泵,河南予华仪器有限公司;870水分测定仪,瑞士万通;气流烘干器,郑州科丰仪器设备有限公司;DZF-6050电热鼓风干燥箱,上海一恒科学仪器有限公司;GC-6890A型气相色谱仪(GC),日本岛津;实验室用精馏塔,许昌瑞泰丰科技有限公司。
实验试剂:乙二醇,C2H6O2,≥99.5%,阿拉丁试剂(上海)有限公司;氯化亚砜,SOCl2,≥99.5%,工业级;乙腈(CH3CN)、三乙胺、吡啶,天津市永大化学试剂有限公司,分析纯;碳酸钠、氢氧化钠,≥99.8%,上海国药集团化学试剂有限公司;碳酸锂,氢氧化锂,≥99.9%,电池级。
反应方程式如下:

1.2 实验步骤
向250 mL三口烧瓶中加入31 g乙二醇,130.9 g乙腈,降温搅拌,将65.5 g氯化亚砜缓慢滴加到三口烧瓶中,控制温度≤15 ℃,GC监测反应进程。反应完全后,升温蒸馏,先回收溶剂乙腈,后减压蒸馏得到粗产品,经除酸、精馏得到高纯目标产品。反应过程中溢出的氯化氢气体进入二级水吸收,制备副产物盐酸。
2 结果与讨论
2.1 不同反应温度对ES收率的影响
反应温度可以直接影响分子的能量和运动速率,是影响反应速率的重要因素。一般来说升高温度可以加大反应速率,但也要综合考虑反应是放热还是吸热,以及体系中各组分对温度的稳定性。本实验所用乙二醇31 g,氯化亚砜65.5 g,乙腈130.9 g,考察原料比例n(C2H6O2)∶n(SOCl2)=1∶1.1,溶剂乙腈用量为氯化亚砜质量的2倍时,不同反应温度对ES收率的影响,实验结果如表1所示。

表1 不同反应温度对ES收率的影响
由表1可以看出,当原料比和溶剂用量一定时,在-10~20 ℃,随着反应温度的升高,ES收率呈先升高后平稳趋势。当反应温度达到20 ℃时,反应过于剧烈,表现为氯化氢尾气大量溢出,推断有少量原料被尾气夹带入吸收系统,造成ES收率稍降低。综合考虑,反应温度控制在5~15 ℃时,ES收率达到理想值(90±1)%,从经济性考虑,反应温度选择10 ℃时最佳。
2.2 不同原料比例对ES收率的影响
实验以乙二醇和氯化亚砜为原料,氯化亚砜沸点为78.8 ℃,乙二醇沸点为197.3 ℃,产物ES沸点为170.6 ℃,考虑到反应的充分性以及过量原料的易回收性,选择氯化亚砜过量,反应温度10 ℃。表2列出了不同原料比例对ES收率的影响。
由表2可以看出,随着氯化亚砜量的增加,ES收率先增后减。当乙二醇与氯化亚砜的物质的量比为1∶1.1时,ES收率达最高值90.5%。后续增加氯化亚砜的量,ES收率也可接受,但考虑到过量的原料需要与溶剂、产物分离,造成经济成本升高。因此,选n(乙二醇)∶n(氯化亚砜)1∶1.1为最佳条件。

表2 不同原料比例对ES收率的影响
2.3 不同催化剂对反应时间的影响
实验分别考察了以三乙胺、吡啶作催化剂对反应时间的影响,催化剂的用量为理论氯化氢生成量的物质的量比,反应温度10 ℃。理论上,三乙胺、吡啶可以与反应生成的氯化氢结合生成三乙胺盐酸盐或吡啶盐酸盐在溶剂中沉出,从而使反应向产物方向进行。表3列出了不同催化剂对反应时间的影响。
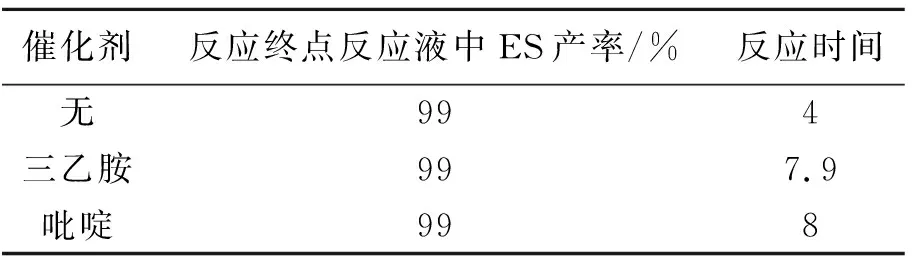
表3 不同催化剂对反应时间的影响
由表3可知,不加催化剂时,反应时间最短。使用三乙胺或吡啶作催化剂,反应时间反而增长,效果并不好,推断可能的原因是生成1 mol的ES对应生成2 mol的三乙胺盐酸盐或吡啶盐酸盐,随着反应的进行,体系中固体盐增多,反应液黏稠,反应速率降低。综合考虑,本实验选择不加催化剂。
2.4 不同的溶剂用量对ES纯度及收率的影响
本实验考察了原料比例n(C2H6O2)∶n(SOCl2)=1∶1.1,反应温度10 ℃时,溶剂乙腈的用量对ES收率的影响,实验结果如表4所示。

表4 不同的溶剂用量对ES纯度及收率的影响
由表4可以看出,随着溶剂乙腈的用量增加,ES收率先升高后趋于稳定。当乙腈的用量是氯化亚砜质量的2倍及以上时,ES收率较理想,从溶剂回收的经济性考虑,实验选择m(CH3CN)∶m(SOCl2)=2∶1,此时ES收率为90.5%。
2.5 不同除酸剂对ES酸度的影响
锂离子电池电解液对ES产品的酸度要求很高,一般要求≤100×10-6。本实验因反应体系为酸性环境,得到的ES粗品酸度不达标,需进行除酸处理。实验考察了不同除酸剂(用量为ES质量的2%)对ES酸度的影响,实验结果如表5所示。

表5 不同的除酸剂对ES酸度的影响
由表5可知,有机碱三乙胺和吡啶碱性稍弱,添加量为ES质量2%时,不能将酸度267×10-6的粗品酸度降到100×10-6以下。无机碱Na2CO3、NaOH、Li2CO3、LiOH碱性强,能够很好地中和ES粗品中的游离酸,添加量为ES质量2%时,能将酸度267×10-6的粗品酸度降到100×10-6以下,满足工艺要求。但考虑到尽可能地降低无机碱与游离酸反应生成的水量,以及对应碱金属离子对电解液的影响,本实验优先选择Li2CO3作为ES粗品除酸剂。
2.6 产品ES的理化指标
除酸后的ES粗品,经实验室精馏得到高纯产品亚硫酸乙烯酯,其质量指标与行业指标对比如表6所示。

表6 本实验ES质量指标及行业指标
由表6可知,本实验制得的ES产品质量符合行业指标要求。
3 结论
温度10 ℃条件下,n(C2H6O2)∶n(SOCl2)=1∶1.1,m(CH3CN)∶m(SOCl2)=2∶1,氯化亚砜选择匀速滴加到反应体系,无催化剂,此时ES收率最佳为90.5%。将得到的ES粗品经碳酸锂中和除酸、实验室精馏,最终制得符合行业指标要求的高纯亚硫酸乙烯酯产品。
