浅谈超薄超白压延玻璃成形工艺
2023-01-07苏从含
苏从含
(海控三鑫(蚌埠)新能源材料有限公司 蚌埠 233000)
0 引言
超白玻璃又称无色玻璃、高透明玻璃、低铁玻璃,具有高透光率、高透明性,产品晶莹剔透、高贵典雅,有玻璃家族“水晶王子”之称。透光率决定玻璃的品质,超白玻璃透光率91.5%以上,而超薄压延玻璃透光率可达91.7%以上,主要用于太阳能光伏发电和太阳能光热组件的封装或盖板玻璃。
太阳能光伏玻璃是太阳能光伏产业链中的一个重要环节,属于太阳能电池原材料的范畴,主要依附于太阳能电池的发展而发展。太阳能光伏玻璃原片生产的难点主要是成形,由于压延工艺的特殊性,生产3 mm以下的超薄玻璃时厚薄差难以控制,同时板面本来存在的缺陷也会在生产中被进一步放大,通过调整熔化及成形区温度,规范制定出符合生产超薄压延玻璃的成形、退火温度和拉引速度、出口冷却参数等,同时对现有的压延机进行技术优化改进,调整控制参数,从而满足生产超薄玻璃时的压延成形要求。
1 成形
成形是将熔融的玻璃液转变成具有固定形状的固体制品。成形必须在一定温度范围内才能进行,是一个冷却过程,玻璃首先由黏性液态转变为可塑态,再转变为脆性状态。压延机由压制成形装置、电力系统、可移动的底座、辊台和控制系统五部分组成。为保证压延机能适用于生产不同厚度的玻璃而配置玻璃厚度、设备高度、上辊水平及副辊斜度等调整装置。
压延机上辊、下辊在电机的带动下同时转动,高温玻璃经过两根辊子的滚动、碾压后成形,成形后其温度较高,经冷却风冷却、辊子转动的摩擦拉伸,使高温玻璃带快速定型、平整。在压延辊的表面可以加工成不同的花纹,在辊压过程中,可在玻璃带上压制出相应的花纹。
2 超薄光伏压延玻璃主要技术指标
通过对窑炉熔化温度、窑压、拉引速度等工艺参数的研究及优化和压延机参数的合理调整,生产出符合产品标准的超薄压延玻璃原片。超薄光伏压延玻璃的主要技术指标:①厚度差:±0.15 mm;②透过率:≥91.7%;③气泡:满足国家标准[5],见表1。
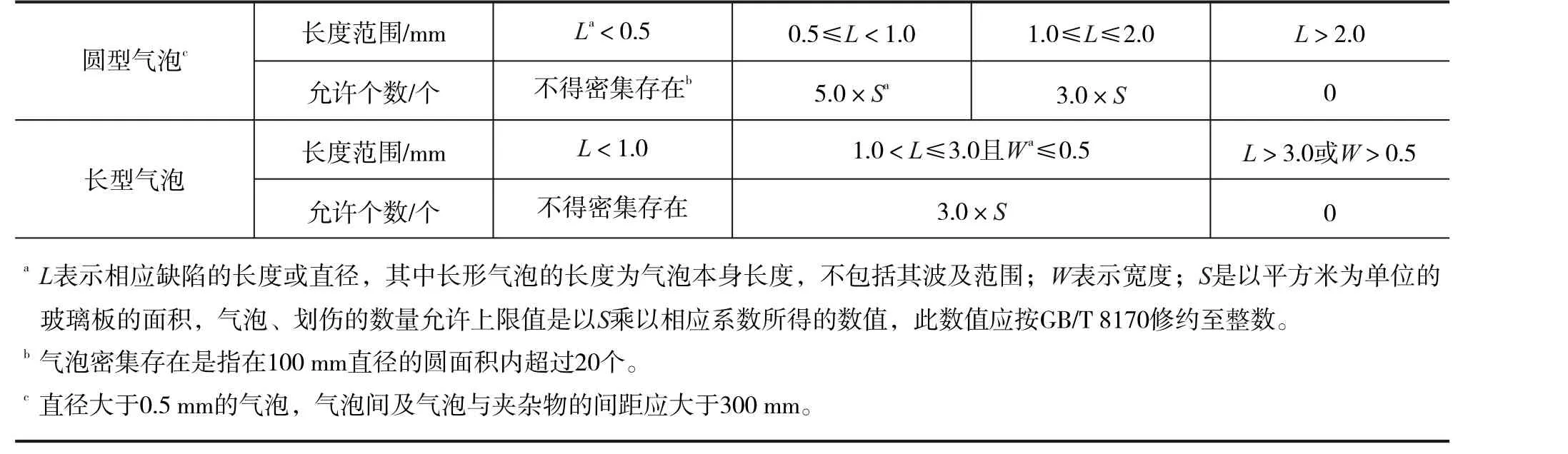
表1 气泡标准
要完成技术指标,生产上必然要考虑以下几点:成形玻璃液温度、压杆压力、拉引速度。
2.1 提高成形温度
成形溢流口的横向温差是影响玻璃厚度和厚薄差的重要因素。由于玻璃液边部热量相对中间热量的损失大,导致溢流口横向温差大,易产生玻璃板两边厚中间薄现象,影响厚度的控制。降低溢流口的横向温差,是减小玻璃板厚薄差的重要途经。溢流口边部温度低不仅容易导致玻璃板边部厚,更容易造成边部析晶的产生,对产量、质量造成影响。溢流口作为整个超白压延玻璃成形工艺的关键部位,温度均匀、稳定尤为重要。
大多数压延成形玻璃厂家溢流口加热保温是采用传统的天然气枪进行加热,压缩空气和天然气混合燃烧,从而解决溢流口边部热损失大的问题,保持玻璃厚度稳定。图1为支通路改造示意图。
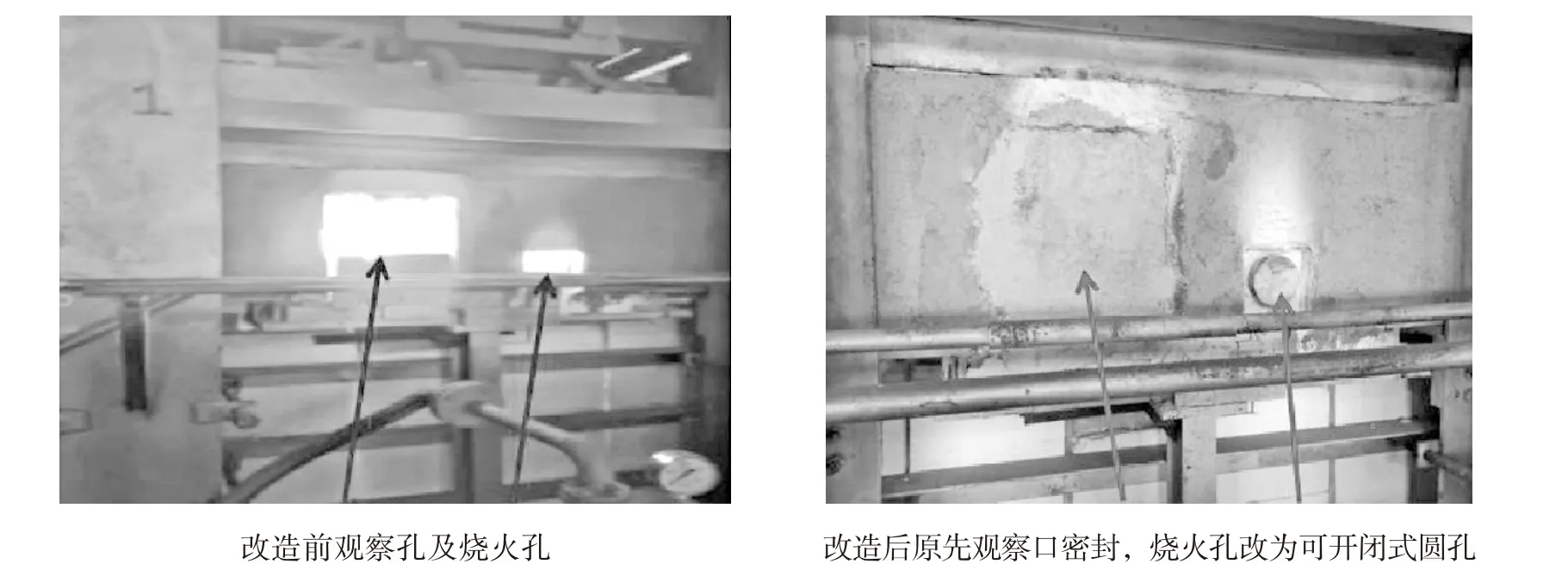
图1 支通路改造
为了保持支通路温度,对原先观察孔进行密封处理,烧火孔改为可开闭式的圆孔,用孔砖配塞砖封堵,减少热量散失。当成形工序更换压延机时需使用大闸板挡住玻璃溢流口,此时溢流口玻璃液不流动,支通路内温度散失较快,此时可取下塞砖打开烧火孔,对内进行加热处理,维持支通路温度。
改造后:(1)支通路尾端温度高5 ℃左右;(2)支通路封闭,阻挡外来夹杂进入;(3)换机换砖时,烧火孔打开关闭方便,烧火保持支通路温度,观察孔封闭散热减少,温度比改造前提升要快,生产1.5 mm厚度玻璃烧火方便、保温。
第一道挡焰砖加顶铁,挡焰砖两边用压铁螺丝固定松紧,减少挡焰砖中间的缝隙,减少散热和夹杂。增加第二道挡焰砖到溢流口,进行溢流口保温。
边部玻璃液温度相对较低,为了维持玻璃液温度,首先对边砖进行改造。边砖的改造主要有两个方面,一是前嘴增加下斜面和卡槽,卡槽贴合唇砖前沿如图2所示。
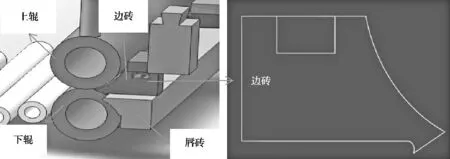
图2 玻璃溢流口结构及溢流口边砖形状
改造后的边砖能够缩小压延机下辊和唇砖间隙的大小,减少环境温度对边部玻璃液温度的影响;二是将边砖接触玻璃液的侧面切割成一个倒流斜面,形成前窄后宽的形状(沿玻璃液流动方向),这样可以避免边砖超出八字砖导致玻璃液流受阻形成死角而产生大量析晶;三是调节边火火焰大小及枪口位置,使得火焰喷到液面后形成类似蘑菇云的形状且尽量覆盖整个边部液面,枪口靠近边砖,加热边砖,通过边砖的温度提升玻璃液温度。
2.2 压延机系统改造
压力系统改造:生产厚度为2 mm玻璃时,老式压延机自身设计影响压力为40000 N,需要人工加压达到要求,长时间生产压杆容易变形。改造压延机系统后,压力增加为90000 N,压杆材质更好,尺寸更大。
大辊径:生产薄玻璃时直径小的压延辊转速较快,玻璃压延时带出热量多,使压延辊的表面温度增高,增大了玻璃板面发热和卷辊等危险。直径300 mm的压延辊和直径260 mm的压延辊在玻璃液压延拉引出同等长度玻璃的情况下,前者比后者要转的圈数少,故大辊径压延辊可有效减少压延辊转速过快造成的风险。同时为保护压延辊、保障成形玻璃板面质量,需加大压延辊内冷却水进水量,将压延辊内冷却水通水内径160 mm改为205 mm,通水内径增大20%,达到成形工艺要求。
2.3 拉引速度
生产薄玻璃时,在保证温度的情况下速度和压力尤其重要,如生产1.8 mm厚度玻璃,速度满足要求,压力不足时,玻璃厚度厚,因速度快玻璃厚带出热能多,玻璃液容易粘辊子。当压力满足要求,速度不足时,会造成中间厚两边薄。生产1.8 mm厚度玻璃时压力初始目标值70000 N,拉引速度10.5 m/min,可再微调,拉引量在200 t/d。为了保证超薄玻璃厚度(1.5 mm~2.0 mm),压延速比一定要合适,一般要达到40以上。
2.4 退火窑
因拉引速度快,退火功率达不到,因此需要更换退火窑风机电机。A区风机功率由11 kW改为15 kW,B区风机功率由11 kW改为15 kW,C区风机功率由4 kW改为11 kW。生产薄玻璃时,玻璃退火实施分阶段控温,A区控制在560~570 ℃;B区控制在465 ℃左右;C区控制在350 ℃;RET区控制在105 ℃,并在实际生产中进行微调。
3 结语
超薄压延玻璃的成形工艺,需要保证玻璃溢流口的温度稳定,减少横向温差,再经过速比和压延辊压力的调整,来保证玻璃的厚度。通过退火消除临时应力,避免原片切割时的缺陷问题,从而生产出符合产品标准且满足客户需求的超薄玻璃。在实际生产过程中影响超薄压延光伏玻璃质量问题的相关工艺参数较多,需要不断摸索、总结,匹配各工序最佳工艺参数,完善质量管理体系,追求更优质产品。