玻璃生产外排循环冷却水回收利用系统浅析
2023-01-07杨玉玺
杨玉玺
(漳州旗滨玻璃有限公司 漳州 363400)
0 引言
在浮法玻璃生产中,因设备运行处于高温环境下,如熔窑工段玻璃液搅拌器、冷却水包、L型吊墙水管、锡槽工段玻璃拉边机等冷却水不能间断,且水流量、水压必须满足要求,否则影响生产质量[1]。为了保证冷却设备的换热效果,对循环水的水质有一定要求;如循环水的水质超标会造成换热设备结垢,影响换热效果,严重时对循环水管道及换热设备造成堵塞或腐蚀泄漏从而影响玻璃生产。
同时,由于循环水在使用过程中不断地蒸发,导致循环水中的电导率、pH值、浓缩倍率、总硬度、氯离子、浊度等指标(电导率<1200 us/cm、pH值7 .0~9 .0、浓缩倍率4.0~8.0、总硬度<250 mg/L、氯离子<300 mg/L、浊度<20NTU等)超标。为确保循环水水质达标,通过添加缓蚀阻垢剂、分散剂、杀菌剂、外排循环水再补充自来水等措施,从而解决水质达标问题。
玻璃生产企业在生产过程中,由于水质问题部分循环水不能再重复利用,需直接外排放,该部分外排循环水直接排放造成了浪费。为了解决水源浪费,设计制作了循环水回收利用系统,将外排水引入环保水箱,供应环保系统使用,达到了节能要求。
1 循环水回收利用系统技术工艺
在浮法玻璃生产线上,循环水利用需要质量保障与解决如何利用的问题,如利用提高循环水水质的“浓缩倍率”、如何收集外排循环水、再补充自来水、添加纯清剂等。
为此,设计了一种循环水回收利用系统,在工业领域大流量的循环水系统中,利用多余水量和回路压力,挖掘出更多的可回收能量[2]。
玻璃生产玻璃外排循环水回收系统包括循环水池、进水管、冷却设备、回水管、环保水箱。供水源连接循环水池,进水管连接在循环水池和冷却设备之间以将循环水池中的水抽取后对冷却设备进行冷却,回水管连接在冷却设备和循环水池之间以对冷却水进行回收至循环水池,在回水管上还连接有控制阀和外排管道,外排管道连接至环保水箱。循环水回收利用系统结构示意图见图1。
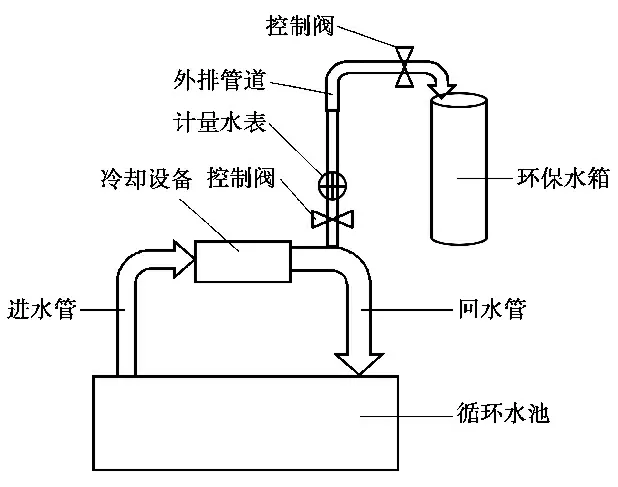
图1 循环水回收利用系统结构示意图
通过外排的循环水回收至环保水箱,供环保脱硫及脱硝使用,解决水质问题和降低了水耗成本。
以900 t/d浮法玻璃生产线为例,分析循环水量外排水量1208 t的循环水回收利用系统结构改进方法。将原循环水回路,分成二个分支路线,实现回路水有效利用。通过第一支路与第二支路的工艺路线,执行不同需求的操作。
循环水系统结构的装置部件:
(1)新增DN50碳钢管道。
(2)为控制排水量,新增两个DN50流量调节阀。
(3)新增一个DN50水表,计量排水量。
(4)新增环保水箱及其管道,把外排循环水引至环保水箱,供环保部门对环保设备进行补充水分,以减少大量使用自来水的情况,达到节约自来水的目的。
(5)对原循环池新增循环水池的部分功能:自动抽取水池水源,进入化验仪器测定循环水质的成分,根据技术分析的结果,控制循环水进入水池补充纯净自来水的水量,同时通过回路调整环保水箱阀门,将循环水引入环保水箱。
(6)如排水量大于环保系统用水量,通过控制阀,将回路水引入循环水池。
1.1 第一支路将循环水引入环保水箱
(1)第一支路,在循环水回水管道上,通过外排管引至环保水箱内,使本来外排循环水,通过该支路将循环水利用起来。由于循环水水质浊度平时低于20NTU,可以满足企业窑炉烟囱环保脱硫及除尘使用,不会造成用水设备的堵塞。
(2)企业充分利用已有的“环保水箱”设计,选择循环水回水管道离环保水箱最近点,从该点接一路DN50的管道,在连接前,需要安装一个球阀,并装上一个DN50水表计量,进入环保水箱前安装一个球阀控制排水量。
(3)全开循环水回水管道上阀门,根据每次循环水池的水质化验结果,调整进入环保水箱的阀门,控制水量大小。
1.2 第二支路将循环水引入循环水池
第二支路将循环水引入循环水池,但部分循环水在使用过程中会被蒸发,导致循环水中的电导率、酸碱性、浓缩倍率、总硬度、氯离子、浊度等水质指标异常,需要进行相应的水质处理。
如何降低设备结垢风险、延缓设备的腐蚀、减少堵塞、提高设备的使用寿命,结合生产线的客观条件和水中杂质情况,采用一种或几种方法,减少和控制循环冷却水中生物黏泥的含量[3]。为确保循环水的水质达标,通过添加缓蚀阻垢剂、分散剂、杀菌剂、外排循环水再补充自来水等措施,从而解决水质达标问题。
2 循环水系统实施前与实施后的对比

表1 实施前与实施后每月外排水量对比 t
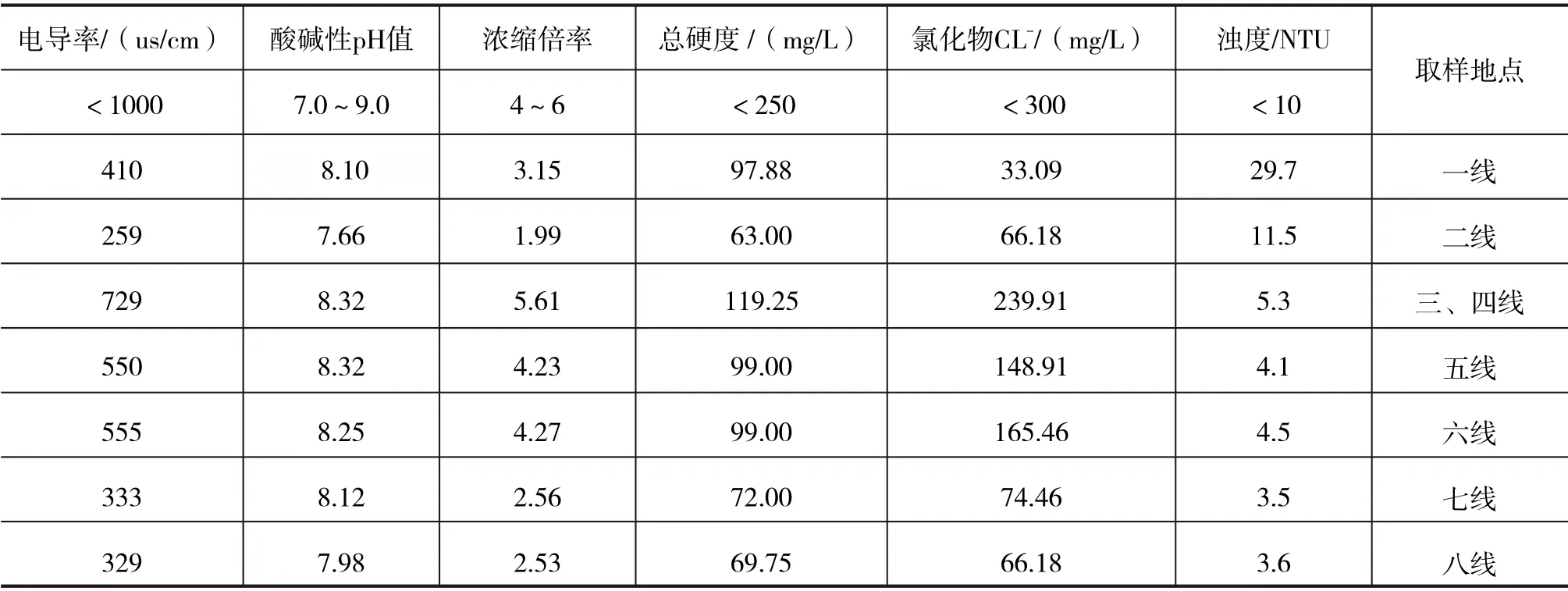
表2 实施前水质检验报告
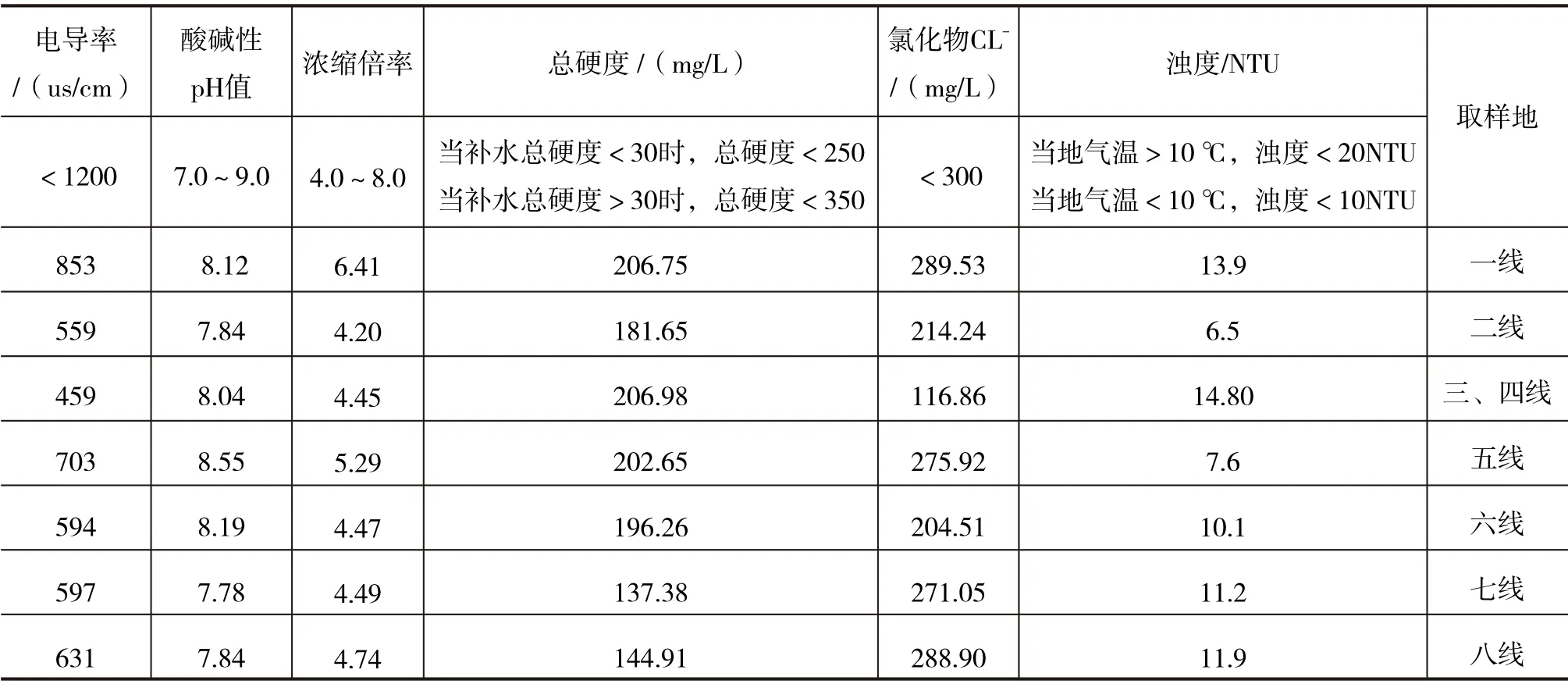
表3 实施后水质检验报告
实施前,通过直排外排循环水,补充净化自来水的方法,来达到循环池的冷却水的水质指标要求。
实施后,通过循环水装置结构,达到循环水利用及其水质达标满足指标要求:电导率<1200 us/cm,平 均628 us/cm;pH值7.0~9.0,平 均8.05;浓缩倍率4.0~8.0,平均4.86;总硬度<250 mg/L,平均182.37 mg/L;氯离子<300 mg/L,平均238.78 mg/L;浊度<20NTU,平均10.86NTU等指标的合格要求。
3 循环水回收利用系统的运行效果
(1)通过设计新型循环水系统结构,可以根据循环水化验的结果,控制循环水的合理分流,一部分进入循环水池,另一部分引入环保水箱。
(2)由于企业环保设备用水量很大,把原直排外排循环水引至环保设备,供环保脱硫及脱硝使用,避免了浪费,降低了企业水耗的成本。在保证循环水水质合格的同时,降低了水耗;每天循环水池合计排水量为190~250 t,一年节约水耗69350~91250 t,每年可节省大笔水资源经济开销。
(3)改进后循环水池也可通过检测水池的水质指标,自动控制添加缓蚀阻垢剂、分散剂、杀菌剂、补充自来水等水质处理措施,以防止循环管道设备结垢、腐蚀、堵塞等现象,提高设备使用寿命。
4 结语
设计制作的循环冷却水回收利用系统,方法简单实效,保证了循环水水质合格,将外排水供给环保设备使用,减少水源浪费,提高了循环水管道及生产线设备的使用寿命;对所有玻璃行业都适用。解决了玻璃企业循环水系统定期排污水的二次利用问题以及循环水池的自动化水质处理,不仅为企业节省了生产成本,也是经济效益与社会效益的有机结合,减少了水资源的浪费,达到了节能减排的目的。