基于自动飞行的大工件平面尺寸测量方法*
2023-01-06严桂林洪汉玉章秀华邵洋吴裕强
严桂林洪汉玉章秀华邵 洋吴裕强
(1.武汉工程大学光学信息与模式识别湖北省重点实验室 武汉 430205)
(2.武汉工程大学电气信息学院 武汉 430205)
1 引言
随着工业技术的高速发展,工件平面尺寸测量已成为工业生产中的一个重要环节,大工件在现代制造业中被广泛应用于工业、农业机械、航天航空各个领域中[1~4]。传统人工测量使用专门定制的零件尺寸标准模板来进行对比,或者借助千分尺、游标卡尺等工具进行尺寸或形位误差的测量[5~6]。这种方法比较直观,但人工劳动成本高、测量精度稳定性差、检测实时性不强,由于人工测量方法大多数属于接触式测量,因此还存在容易造成被测部件划伤、损坏等缺点[7~9]。视觉检测方法由于具有非接触性、灵活性高、执行速度快、自动化率高、精度高等特点,所以越来越多地被应用在现代工业检测中[10~12]。
对于大工件平面尺寸测量,Fan等[13]提出了一种基于视觉的轴类零件测量系统,由于测量工件较小,相机视场可以包含整个工件,但无法对大工件尺寸进行测量。为了对大尺寸工件进行测量,Zhu等[14]采用斜光学三角测量结构大大增加了测量系统的测量面积和分辨率。Xiao等[15]针对工件直线度和圆度的实时测量提出了一种锥形旋压工件尺寸精度在线测量方法,对锥形旋压工件进行整体测量,只需要处理单张图像,虽然在时间上会很快,处理起来也相对简单,但准确性与精度较低。Xiang等[16]针对大型汽车刹车片提出了一种基于双摄像头机器视觉系统,由于工件较大,需要通过左右相机获取刹车片左右边缘的连续图像进行尺寸测量,系统设计较为复杂。为了对大工件进行局部尺寸测量,Milad等[17]提出了一种启发式分割方法,采用机器学习的方式实现了玻璃瓶不同尺寸特征的自动测量,前期建立训练模型需要耗费大量时间,且测量对象较为单一。
为了满足大工件测量精度的要求,本文选取相机的像元尺寸较小,分辨率较大,导致相机视场无法包含整个工件。针对相机视场大小的限制,单张图像难以完成大工件尺寸参数测量的问题,提出一种基于形状分解的大工件自动飞行测量方法,对大工件平面进行测量。基于形状分类与视场大小对大工件形状进行分解,利用双远心镜头进行图像采集,相比于普通镜头,双远心镜头在特定的物距范围内保持恒定的放大倍数,不随工作距离变化而变化,视差小,低失真,更适合于尺寸测量的应用[18~20]。然后采用过零点特征提取轮廓、轮廓拟合实现大工件平面尺寸测量。
2 大工件视觉测量系统
2.1 测量系统描述
针对大工件尺寸测量的精度与效率要求,所设计的测量系统由高精度的视觉系统和三轴运动控制系统组成,其中视觉系统硬件包括相机、光源、镜头,三轴运动控制系统由控制器、直流电机、轴驱动器、轴等组成,系统示意图如图1所示。
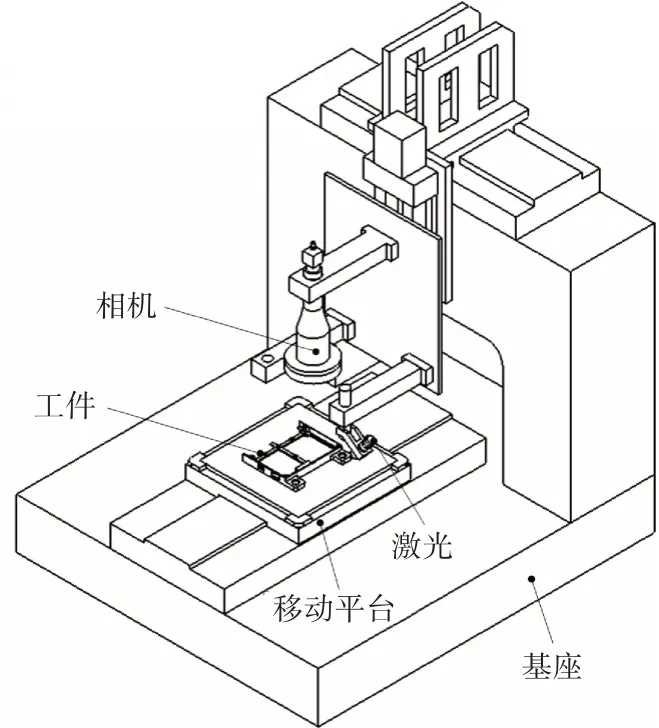
图1 测量系统模型图
2.2 基于形状分解的自动飞行测量方法
本文针对大工件尺寸测量提出了一种基于形状分解的自动飞行测量方法,对于相机视场无法包含整个大工件,大工件的局部待测形状不在一个视场内以及复杂形状的测量,通过形状特征分解对其进行飞行测量,从而实现对整个大工件的尺寸测量。飞行测量方法如下:
第1步:对大工件各待测形状进行分类,如圆、矩形、弧等简单形状;圆角矩形,直槽口等复杂形状。
第2步:定位到待测量特征形状位置,若该特征形状大于相机视场以及为复杂形状,转到第四步。
第3步:根据位置不同的特征形状设置相应的图像算法的参数,并对测量对象进行编号。
第4步:对于复杂形状以及大于相机视场的形状,将目标形状分解为一些互不相交的基元,对分解后的基元设置相应的图像算法参数,如将矩形分解为四条边分别进行测量;将直槽口分解为两条边以及两个半圆分别进行测量。
第5步:对第四步中形状各基元分别测量得到的参数进行组合得到整个形状的测量参数,并对该大工件图形进行编号。
第6步:选取余下待测特征区域,重复上述步骤1~3即可完成整个工件的飞行测量。
形状分解过程如图2所示。首先将待测形状分为基本形状与复杂形状,对小于相机视场的基本形状直接进行轮廓提取与拟合得到待测形状参数结果。对于复杂形状以及大于相机视场的基本形状,将目标形状分解为一些互不相交的基元,对分解后的基元分别进行轮廓提取后,再对提取的全部轮廓进行轮廓拟合,从而得到待测形状参数结果。

图2 形状分解流程图
3 大工件平面尺寸测量
对于大工件平面尺寸的测量,轮廓的精确提取是至关重要的。本文中,根据飞行测量设置的采集路径逐步采集大工件局部图像,采用基于过零点特征的方法准确提取目标轮廓,再对轮廓进行参数拟合,实现对大工件平面尺寸的测量。
3.1 基于过零点的图像轮廓线精确提取方法
由光学原理可知,目标成像存在着孔径模糊,导致目标与背景成像时存在着过渡区,如图3(a)所示。目标与背景理论分界点的二阶导数为零,称为过零点。显然,过零点是我们要提取的理论边界点。
为了便于理论轮廓线的提取,定义如下:
定义1:过零点对。图像目标与背景过渡区的法截面线上,由背景区域过渡到目标区域时称为左过零点,目标区域过渡到背景区域时称为右过零点,左,右过零点组成过零点对。过零点对如图3(b)所示。

图3 过零点示意图
定义2:上下确界点。以过零点为中心,上确界点为目标与过渡区的交界点。下确界点为背景与过渡区的交界点。
定义3:理论轮廓线。一系列的连续的过零点构成了目标与背景的理论轮廓线。
现有边缘提取方法在提取图像轮廓时一般不能准确地提取到理论边界点。如图4所示,过零点提取边界点为B点,是理论边界点。现有的方法在基于图像的视觉测量时,会出现很大误差,如canny算子提取边界点提取到图4所示的B'点,相对理论边界点有一定的偏移。

图4 边界点提取对比
本文采用过零点结构性特征提取理论轮廓线。主要包括以下三个步骤。
第一步:利用向前差分计算,将包含目标图像投影到梯度空间中。向前差分计算公式为

第二步:利用过零点对(左过零点,右过零点),一阶导数的最大值和最小值及结构性特征(点对,上确点,下确点等),准确提取过零点。
第三步:利用过零点的连续性,对提取的系列过零点进行检查和位置精化调整,由此提取具有连续性的理论轮廓线。
采用canny算子与过零点方法对大工件圆形进行轮廓提取,结果如图5所示。
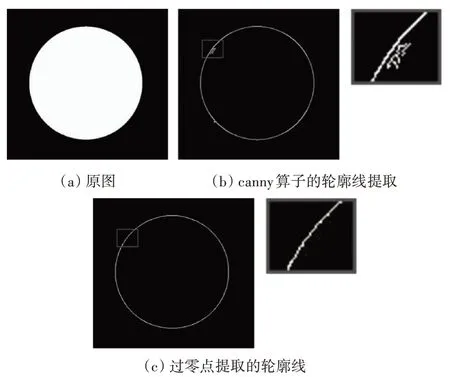
图5 轮廓线提取对比
由式(1)可知,过零点差分提取方法只有加减运算,没有乘除运算,计算量少,相比canny轮廓提取方法,速度提升了10倍左右。如图4所示,基于过零点提取的边界点准确性更高。如图5所示,基于过零点提取的轮廓线相比于通过canny算子提取的轮廓线连续性更好。由此可见本文提出的基于过零点的图像轮廓线精确提取方法,提取过程容易,计算复杂度低,提取精度高,同时提取的过零点具有连续性和单像素宽。
3.2 基于轮廓拟合的形状参数测量方法
测量工件内有圆、直线、矩形、直槽口、圆角矩形等特征形状。本文对直线与圆弧的参数拟合测量方法进行叙述,其他形状结构拟合方法类推。
1)直线参数拟合测量方法
通过最小二乘拟合直线,直线拟合示意如图6所示。

图6 直线拟合示意图
设直线方程为

如图6所示,P1,P2,…,Pn为拟合直线时的轮廓点,设误差函数为

求其极值,对a,b进行偏导,则有:

对式(4)进行化简可得:

对式(6)进行计算求出直线a,b参数:

2)圆参数拟合测量方法
通过最小二乘对圆进行拟合,对半径及圆心进行计算,圆的拟合示意图如图7所示。
设圆方程为

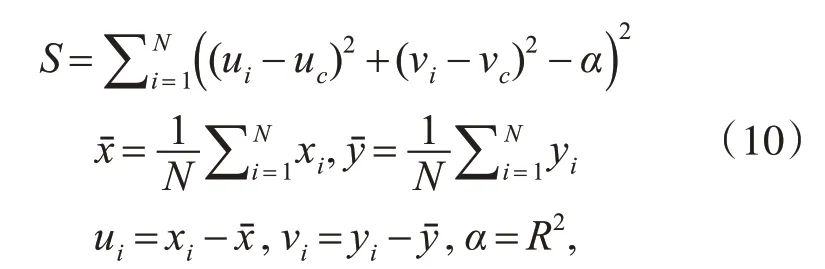
如图7所示,P1,P2,…,Pn为拟合圆时的轮廓点,设误差函数为


图7 圆拟合示意图
其中(xc,yc)为圆心、R为半径。令S表示轮廓点的平方误差,其形式为
对S求极值,对α,uc,vc求偏导,则有:
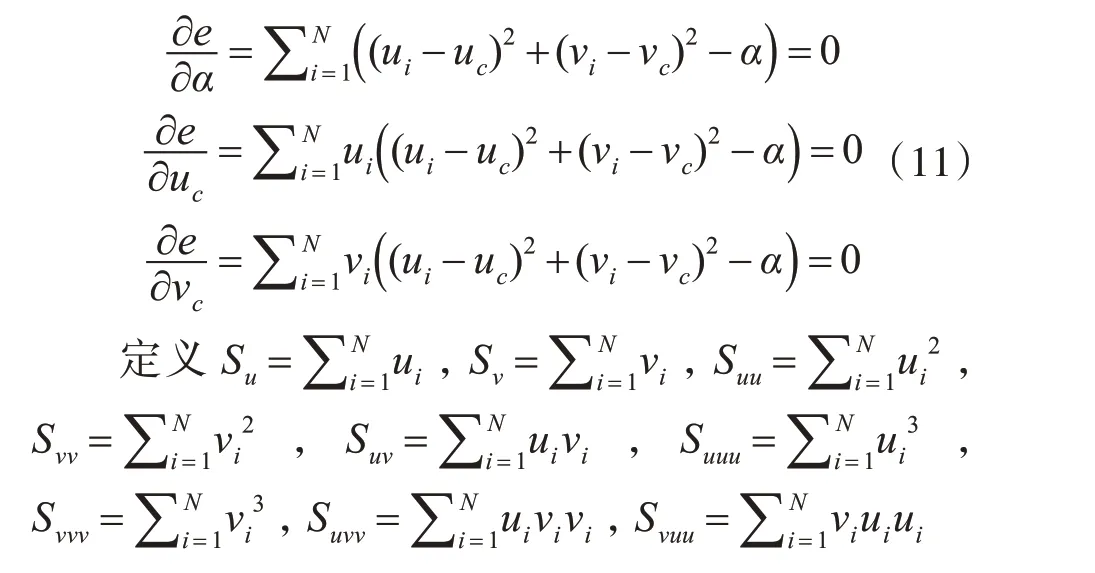
对式(11)化简可得:
当Su,Sv为0时,式(12)可以简化为

当SuuSvv-Suv2不为0时,通过式(13)可以得到(uc,vc),则相应圆的参数圆心(xc,yc)与半径R为
4 实验结果与分析
视觉测量系统实物如图8所示,本文选取大恒水星系列的MER-502-79U3C高精度工业相机,分辨率为2448×2048,像素尺寸为3.45μm×3.45μm;选取平行光源作为底光,环形光源作为顶光,更好地展现待测工件表面信息。选取双远心镜头,放大倍数恒定,不随工作距离变化而变化,视差小,低失真。
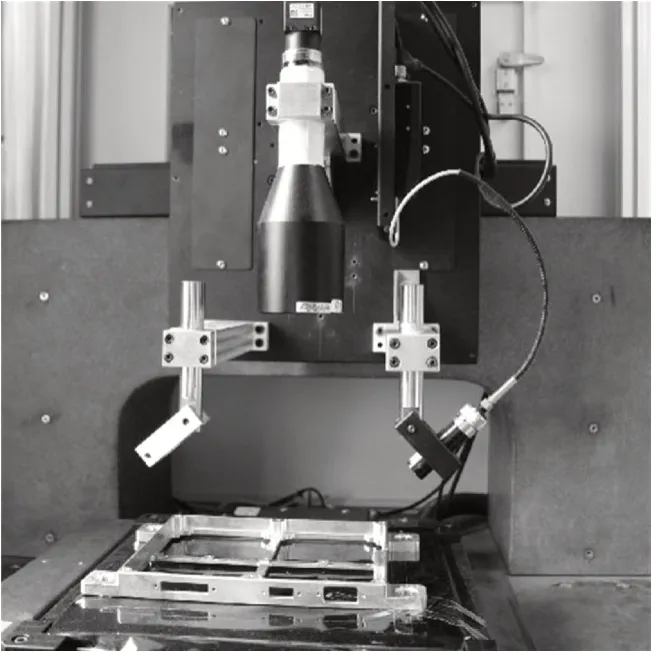
图8 系统实物图
采用文中测量方法,对大工件各部位进行了大量的平面尺寸测量实验,验证方法的可靠性和测量精度。本文测量工件如图9所示。
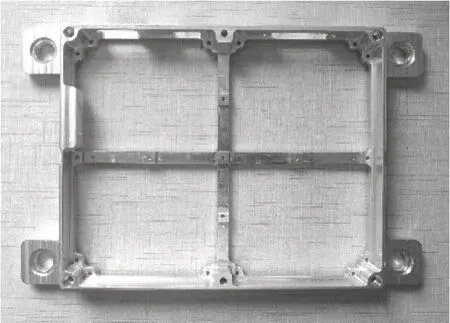
图9 本文测量工件实物图
对圆、圆弧、平行线间距、直槽口、圆角矩形的测量参数结果在图像中进行工程制图式尺寸标记,如图10所示,尺寸标记基本符合工程制图规范。

图10 平面图形工程制图尺寸标记结果
将采集的大工件特征图形进行标号,其中A、B、C、D、E、F表示整个拼接待测工件的部分图形,标号关系如图11所示。从大工件中选取了几个具有代表性的圆、平行线间距,圆心距、圆弧等进行了测量,测量结果如表1所示。从系统测量结果和实际尺寸对比可以看出,大工件平面尺寸测量绝对误差在0.05mm以内,满足测量要求。

图11 大工件平面图形尺寸测量标号图

表1 工件平面图形尺寸测量结果/mm
5 结语
本文提出了一种自动飞行的大工件平面尺寸测量方法。该方法基于形状分类与视场大小对大工件进行飞行测量路径规划,再利用双远心镜头进行图像采集,然后采用过零点特征提取轮廓、轮廓拟合实现大工件平面尺寸测量。解决了现有方法测量速度慢、精度低的问题。本文方法鲁棒性强,适应性好。
