预孔深窄槽变姿态加工方法研究
2023-01-04张瑞雪奚学程赵万生
张瑞雪,陈 默,奚学程,赵万生
(1.上海交通大学机械与动力工程学院,机械与振动国家重点实验室,上海 200240;2.上海船舶工艺研究所,船舶智能制造国家工程研究中心,上海 200030)
深窄槽结构是一类有特殊用途的结构,常用于涡轮叶片封严槽[1]、轮胎模具钢片槽[2]、陀螺仪挠性接头[3]等零部件。深窄槽一般指宽度小于3 mm、深度为宽度5倍以上的凹槽结构,这种结构很难通过切削加工实现。电火花加工是深窄槽结构加工的首选方法,但存在放电产物排出困难而导致加工耗时长的问题[4]。变姿态加工方法是促进放电产物排出、提高电火花成形加工效率的手段之一。一些学者尝试了横向进给[5]、斜向进给[6]和倒置进给[7]的加工姿态,获得了比传统竖直向下进给更好的加工效果。
涡轮导向叶片是航空发动机重要部件之一,长期处于高温侵蚀和热冲击的恶劣环境,易因局部温度过高、冷热气倒流等发生烧毁,导致发动机性能降低甚至发生安全事故。人们为使涡轮叶片具有较高的高温强度和硬度,通常选择镍基高温合金制作涡轮叶片;为防止冷热气倒流、减少航空发动机的漏气损失,通常在发动机叶片缘板上加工封严槽。封严槽是航空发动机高、低压涡轮转子之间的重要封严件,具有槽宽较窄、槽深较深的特点,其槽宽约为(0.6±0.1)mm、槽深约为(5±0.1)mm。作为一种典型的深窄槽结构,封严槽加工难度很大,一般采用电火花成形方式来加工。
桥川荣二[8]针对高深径比精密电子零件模具提出了激光电火花复合工艺,为改善电火花加工的排屑条件,先利用激光在工件上加工预制通孔,再进行电火花精加工,实现高效率、大深径比的深孔加工,但由于封严槽深度较深且为盲槽,激光加工通孔的方法在封严槽加工应用中受限。
徐海华等[9-10]针对闭式整体叶盘电火花加工中由排屑不畅导致的加工效率降低问题,提出了预孔抽液方法,利用高速电火花小孔机预先在毛坯工件上加工通孔,从电极加工的对侧抽取流道中的工作液来改善排屑条件,实验表明在某闭式叶盘加工中,预孔抽液排屑方法的加工效率比常规冲液方法提高了22.4%;该方法所用高速电火花小孔机可加工出封严槽所需深度的小孔,但由于封严槽是盲槽,无法采用对侧抽液方式排屑。
本文提出一种预孔窄槽加工方法,采用高速电火花小孔加工和电火花成形加工复合工艺来改善排屑条件、提高深窄槽加工效率,并对预孔窄槽的变姿态加工进行了研究。
1 实验装置和方法
1.1 实验装置
预孔窄槽实验分为两个步骤,先采用高速电火花穿孔机进行预孔加工,再利用HE70型电火花加工机床 (由上海交通大学与上海某企业联合研制)进行深窄槽加工。预孔和窄槽的尺寸要求见图1。
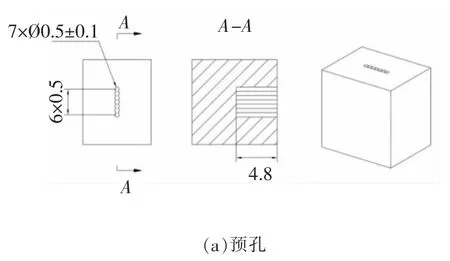
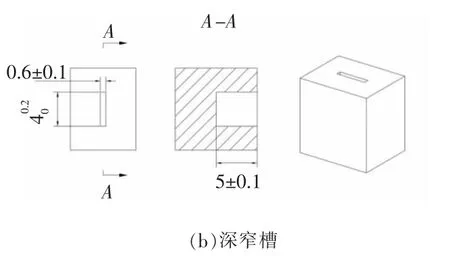
图1 预孔和窄槽的加工尺寸要求
实验所用工件、电极和放电参数的详细信息见表1。加工所得小孔的孔径约为0.53 mm、孔深约为4.8 mm(图2)。单个小孔加工综合用时为15 s。预孔窄槽的加工过程见图3。

表1 实验条件

图2 高速电火花穿孔机制造结果
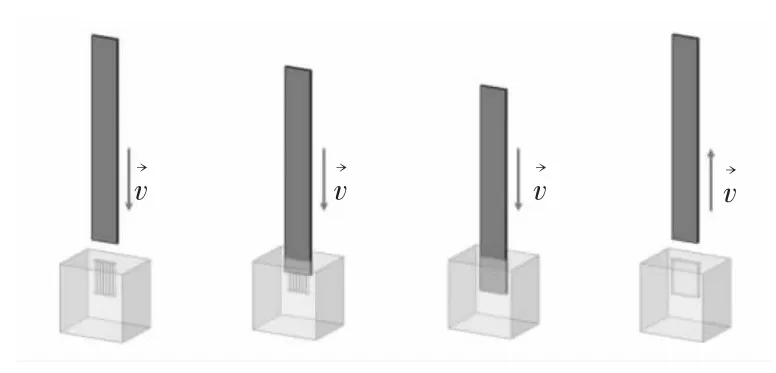
图3 预孔窄槽加工过程
1.2 实验设计
实验设计时,首先对预孔的孔数和伺服进给速率进行了优化;在此基础上,研究了加工姿态对预孔窄槽加工效率的影响;最后,通过间隙状态分析和放电产物运动行为观测分析,对不同加工姿态下深窄槽加工效率的变化进行了解释。
为探究加工姿态对预孔窄槽电火花加工工艺的影响,实验分别选取了竖直向下(-90°)、水平(0°)和倒置(90°)三种加工姿态进行研究。
基于FPGA的数据采集系统采集极间电压和电流信号,并通过阈值比较法将间隙状态分为开路、正常放电、拉弧、短路和脉间五类,还采用高速摄像机对预孔深窄槽加工中的间隙流场进行了观测。
1.3 工艺参数优化
首先优化了预孔的孔数,再基于此进行伺服进给速率优化。
1.3.1 预孔孔数优化
预孔孔数和分布,对放电产物的排出有很大影响。预孔分布越均匀,越有利于放电产物排出,这要求预孔在窄槽尺寸范围内尽可能均匀离散。根据此原则,本文设计了4种不同孔数的预孔工件,分别有1、3、5、7个预孔,其尺寸和分布见图4。
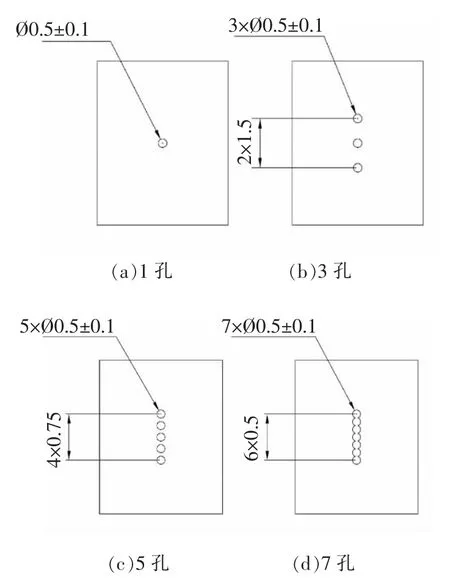
图4 预孔窄槽的孔数及预孔分布
图5 是在不同加工深度、电极竖直向下进给加工时,预孔孔数分别为0(无预孔)、1、3、5和7时的加工用时。可看出,随预孔的孔数增加,深窄槽加工的用时减少、加工效率提高;当预孔孔数为7时,加工直径为5 mm窄槽的平均加工用时最短,比无预孔窄槽的平均加工用时缩短了33.9%。
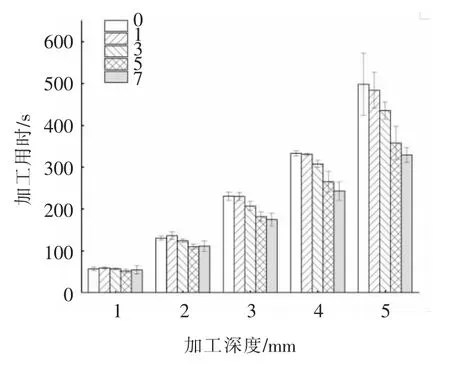
图5 不同预孔孔数下不同加工深度的加工用时
图6 显示了不同预孔孔数的条件下、仅深窄槽加工用时和“预孔+深窄槽”的总加工用时,其中横坐标数据为0时代表“无预孔”。可见,在仅考虑深窄槽加工用时的情况下,预孔孔数为5个的深窄槽,其平均加工用时比预孔孔数为7个的长28.3 s;在考虑预孔制备用时的情况下,预孔孔数为5个的深窄槽,其总平均加工用时最短,相比于预孔孔数为7个的深窄槽缩短了1.7 s。
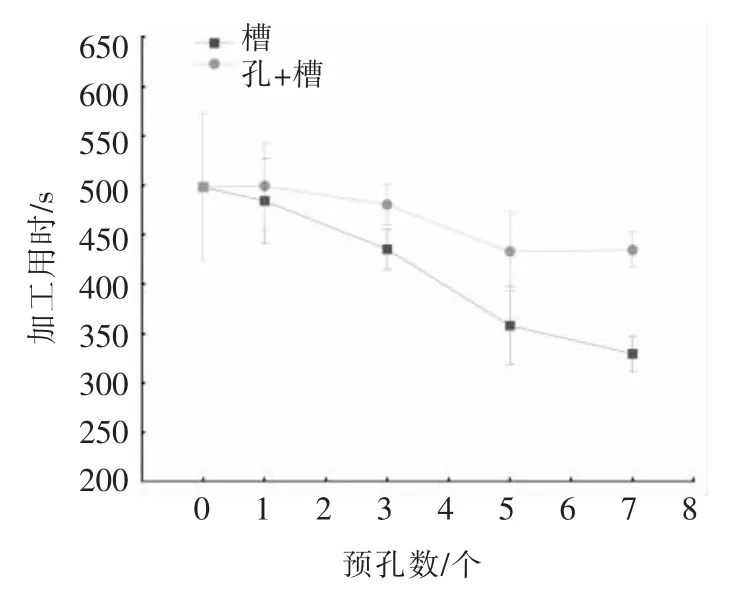
图6 不同预孔孔数下的预孔和窄槽的加工用时
综合来看,预孔的孔数为7时,加工效率的提高更加突出,故后续加工实验均在此条件下进行。
1.3.2 伺服进给速率优化
伺服灵敏度是伺服进给速率控制的关键参数。由于预孔窄槽在采用电火花成形深窄槽工艺方面所需蚀除的材料减少,无预孔时的伺服进给速率无法满足预孔窄槽的加工需求,对预孔深窄槽加工下的伺服灵敏度进行优化。 选取20、40、60、80、100等5个伺服灵敏度值进行研究,得到不同伺服灵敏度时的进给速率控制策略见图7。
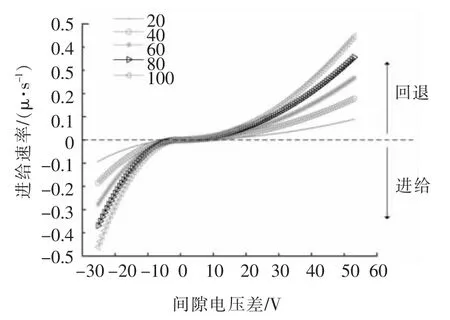
图7 不同伺服灵敏度下预孔窄槽加工的进给速率与间隙电压差的非线性函数关系(BLU=1 μm;伺服周期=2 ms)
不同伺服灵敏度的预孔深窄槽在不同加工深度时的加工用时见图8。对深度5 mm的7孔深窄槽进行加工,研究发现伺服灵敏度值为60时的平均加工用时最短、加工效率最高。

图8 不同伺服灵敏下不同加工深度的加工用时
图9 显示了不同伺服灵敏度下仅深窄槽的加工用时和“孔+深窄槽”的总加工用时,其中0代表无预孔。与无预孔的深窄槽平均加工用时相比,伺服灵敏度在20~100之间时,预孔深窄槽的加工效率均有所提高。伺服灵敏度为60时的预孔深窄槽平均加工用时最短,相比于无预孔深窄槽的用时缩短了35.7%。因此,后续加工实验均在伺服灵敏度为60、预孔孔数为7的条件下进行。
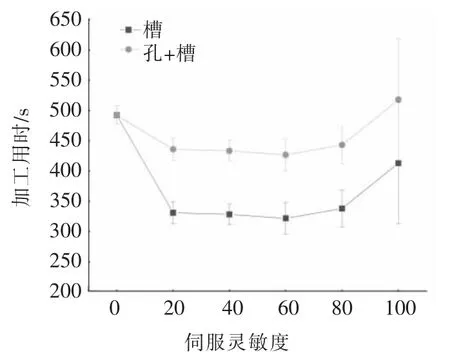
图9 不同伺服灵敏下的预孔和窄槽的加工用时
2 结果和讨论
2.1 变姿态深窄槽加工效率
实验研究了加工姿态对预孔深窄槽加工效率的影响。加工前,将电极设置在距工件表面0.5 mm处。图10是不同加工姿态时的预孔深窄槽加工结果。可见,不同加工姿态时的加工用时在加工深度3 mm以内时接近,而在加工深度4 mm及以上时差距变大;预孔深窄槽在竖直向下加工姿态(-90°)时的平均加工用时最短,水平加工姿态(0°)的平均加工用时次之,倒置加工姿态(90°)下的平均加工用时最长。
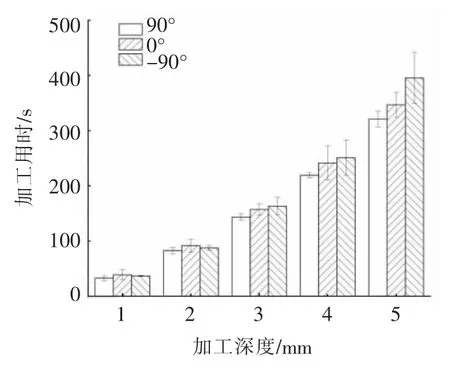
图10 不同加工姿态下不同加工深度的预孔深窄槽加工用时
图11 显示了不同加工姿态时仅深窄槽加工的用时和“预孔+深窄槽”总的加工用时,图中-180°代表无预孔的加工结果。与无预孔时相比,不同加工姿态时的预孔深窄槽加工效率均有所提高。其中,在-90°姿态时,预孔深窄槽平均加工用时相比于无预孔时缩短了35.6%、相比于0°时缩短了7.5%、相比于90°时缩短了18.9%;在考虑预孔制备用时的情况下,各加工姿态时的预孔深窄槽加工用时仍短于无预孔的深窄槽加工用时;加工姿态为-90°时的深窄槽总平均加工用时最短,相比于无预孔时深窄槽的平均加工用时缩短了14.5%。
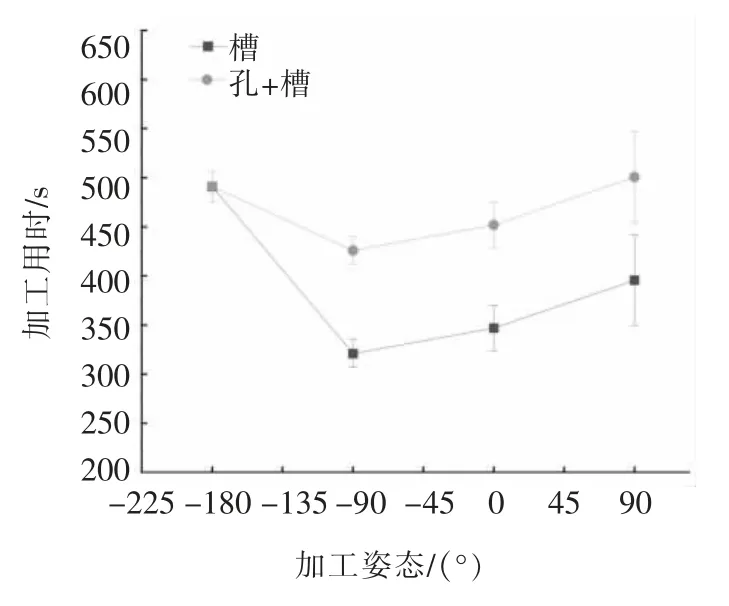
图11 不同伺服灵敏下的预孔和窄槽的加工用时
为探究预孔深窄槽加工过程中加工效率变化的原因,接下来的两个章节分别从间隙放电状态和间隙流场中放电产物运动规律方面对预孔深窄槽加工过程进行分析。
2.2 间隙状态分析
图12是不同加工姿态时的加工效率与间隙状态(过滤后)。间隙状态记录间隔为每秒一次。

图12 不同加工姿态时无预孔和有预孔的深窄槽间隙放电状态
其中,图12b~图12d分别为预孔深窄槽在-90°、0°和90°加工姿态时的间隙放电状态和加工效率结果。可见,图12 b、12c所示加工效率曲线无明显的第二转折点,而图12 d所示加工效率曲线有2个明显的转折点且转折点后存在正常放电率降低、短路率升高的现象。表2是不同加工姿态时加工效率曲线转折点1之前、转折点1和2之间以及转折点2之后三个阶段的平均正常放电率。可以看出,90°加工姿态时三个阶段的平均放电率均低于-90°和0°加工姿态时的平均正常放电率。

表2 不同加工姿态时不同阶段的平均正常放电率
对比图12 a和图12b可知,在-90°加工姿态和加工深度为4 mm以上时,无预孔深窄槽加工的正常放电率较之前明显下降、短路率较之前明显上升,而有预孔深窄槽加工时的正常放电率未有明显变化,仍维持在较高水平;在-90°加工姿态、加工深度达到4 mm时,有预孔的正常放电率比无预孔时的高出74.3%。综上可知,预孔窄槽对深窄槽加工深度较深时的放电状态改善显著,进而对加工效率的提升产生了积极影响。
2.3 放电产物运动观测分析
利用高速摄像机对不同加工姿态的预孔深窄槽侧面间隙流场进行了观测,探究了加工姿态对放电产物排出的影响。针对不同加工姿态的观测方案如图13所示,是在加工预孔后的工件表面装夹透明石英玻璃,作为观察视窗。高速摄像机的拍摄帧率为2000帧/s。

图13 预孔窄槽间隙流场观测方案
2.3.1 -90°加工姿态时的分析结果
加工姿态为-90°时,间隙流场中放电产物的运动过程见图14。可见,深窄槽出口位于观测区域上方,其下方区域为预孔;电极和预孔上端交界的位置为放电加工位置。在放电位置产生的气泡和蚀除颗粒,一部分向下进入预孔,另一部分向上朝深窄槽出口处移动,表明预孔提供了容屑空间,在一定程度上改善了间隙放电状态恶化的情况。对比0 ms和87 ms时的气泡位置可知,被排入预孔的气泡在浮力作用下向上运动,而88 ms时产生了一次放电,在放电结束后发生了气泡合并;在101 ms时也产生了一次放电,这次放电使气泡破裂,这表明放电产生的爆炸力加速了预孔内气泡的合并和破裂;在815 ms时发生的放电,使预孔内的气泡和深窄槽侧面间隙流场的气泡合并形成大气泡,随后大气泡从预孔出口处排出。如图14所示,在-90°加工姿态时,预孔对放电产物的排出起了缓冲作用并能短时容纳放电产生的部分气泡和蚀除颗粒,而处在预孔中的气泡能在浮力等的作用下排出。

图14 -90°加工姿态时的放电产物运动过程
2.3.2 0°加工姿态时的分析结果
加工姿态为0°时,间隙流场中的放电产物的运动过程见图15。此时,深窄槽出口在观测区域的右侧。与-90°时的情况类似,加工姿态为0°时,放电位置产生的气泡和蚀除颗粒一部分向左进入预孔,另一部分向右朝深窄槽出口处移动。在0~98 ms时,可观测到气泡的上升与融合;在124.5 ms时,放电造成气泡合并;在171.5 ms时,放电引起气泡破裂。在该过程中,排进预孔的气泡会在浮力作用下上升,随后贴在预孔的侧壁上,而无法从预孔中排出。

图15 0°加工姿态时的放电产物运动过程
如图16所示,随着数量的增加,预孔内的小气泡会发生合并,继而形成柱状大气泡充斥在预孔中,并且大气泡向放电位置移动,取代工作液所占部分的放电位置,使该区域的放电加工由液中放电变为气中放电,进而使加工效率降低。综上所述,在0°加工姿态时,预孔对放电产物的排出起缓冲作用,但预孔内气泡无法有效排出,加工效率反而会因气中放电而下降。
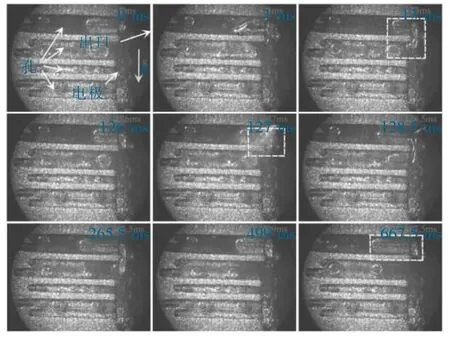
图16 0°加工姿态时放电位置的气泡聚集现象
2.3.3 90°加工姿态时的分析结果
加工姿态为90°时,深窄槽出口位于观测区域下方,间隙流场中放电产物的运动过程见图17。可见此时,预孔也提供了容屑空间,在1 ms时产生了一次放电,使预孔中的气泡发生合并,进而形成柱状大气泡;当大气泡移动并靠近放电位置时,气泡会在表面张力作用下与相邻预孔内的大气泡发生融合(1006 ms),同时占据两预孔间的放电位置,使该处形成气中放电;当多个预孔内的气泡都接近放电位置时,各预孔内的气泡会共同融合且连通起来,使极间放电位置完全被气泡占据,进而使深窄槽加工由液中放电完全变成气中放电 (1168.5~2438.5 ms);在放电爆炸力的作用下,完全连通的气泡在某时可被打断,但很快又会重新连通(2663.5~3027.5 ms)。因此,倒置加工姿态的预孔深窄槽加工,其常态是气中放电加工,并且加工中的蚀除产物排出困难,会导致倒置加工预孔深窄槽效率降低,这与前述实验结果一致。
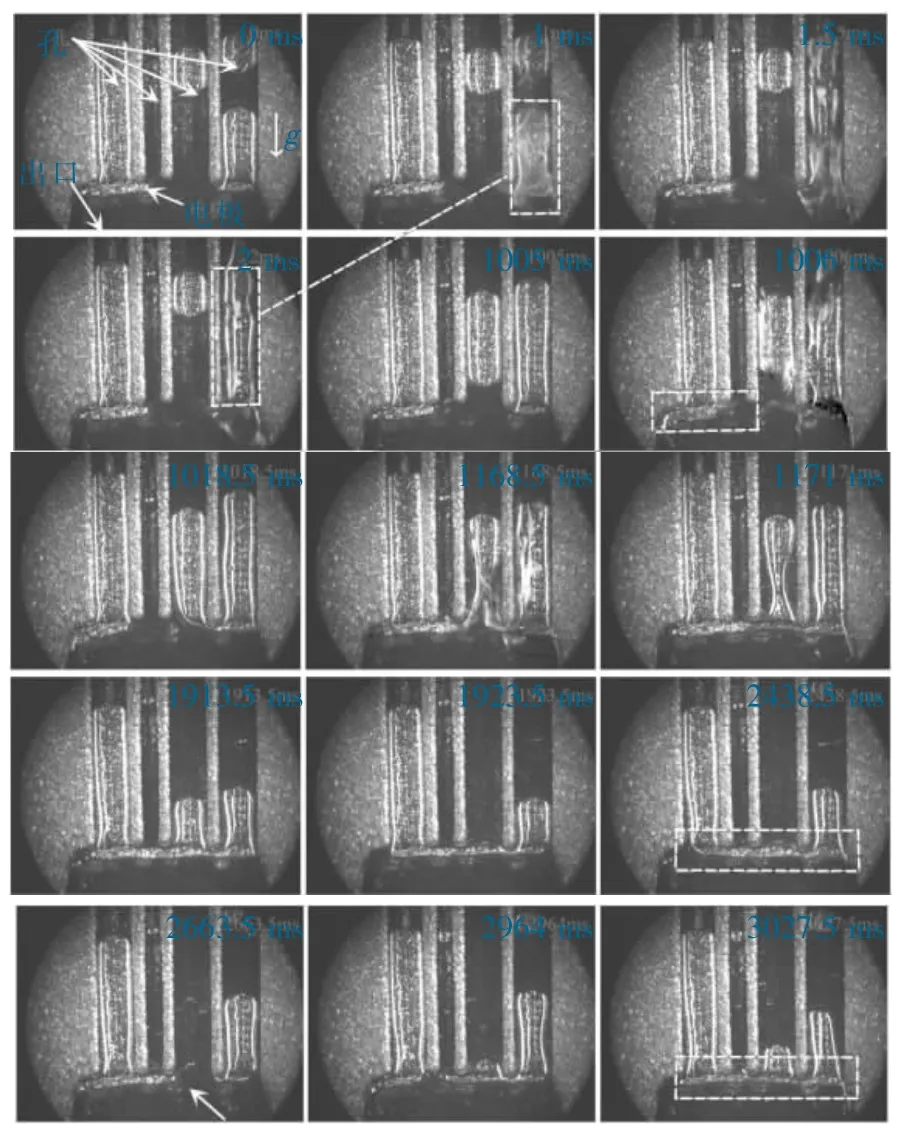
图17 90°加工姿态时的放电产物运动过程
3 结论
本文研究了预孔深窄槽变姿态加工的特点,分别开展了竖直向下、水平和倒置三种加工姿态时的预孔深窄槽加工实验研究,通过间隙状态分析和间隙流场观测对加工结果进行解释,得出如下结论:
(1)预孔孔数为7时,伺服灵敏度为60时的深窄槽加工效率最高,比无预孔时深窄槽加工用时缩短了35.7%。
(2)-90°加工姿态时的预孔深窄槽加工效率最高,其加工用时相比于无预孔时缩短了35.6%、相比于0°加工姿态时缩短了7.5%,相比于90°加工姿态时缩短了18.9%。
(3)预孔窄槽加工显著改善了深窄槽加工深度较深时的放电状态,进而对加工效率提升产生积极影响。
(4)预孔能提供容屑空间,但随着加工姿态的改变,也易因气泡在预孔内的堆积而形成气中放电,不利于加工效率提升。
