侧围外板尾灯口暗坑优化方法研究
2023-01-04贾文彬卢智威赵锋牛恒仁贾晓峰中国第一汽车集团有限公司
文/贾文彬,卢智威,赵锋,牛恒仁,贾晓峰·中国第一汽车集团有限公司
侧围外板尾灯口暗坑缺陷在车身覆盖件缺陷中属于一种工艺缺陷,暗坑缺陷严重程度取决于造型的复杂程度。随着国内汽车多曲率的曲线造型设计不断增加,特征角度变化越多,侧围外板尾灯口暗坑缺陷越严重,致使冲压件表面质量降低,严重影响整车美观度。本文采用过A 面补偿方法,对模具A 面基准型面进行测量对比,确定增量补偿值,通过合理的压料控制、标准的研磨手段,可以有效的优化侧围外板尾灯口暗坑缺陷,消除返修。
侧围外板尾灯口暗坑缺陷
尾灯口暗坑缺陷状态
某车型侧围外板尾灯口区域存在暗坑缺陷,且左右侧围缺陷形式和位置相近,如图1 所示,属于不可接受缺陷。目前通过冲压生产后的返修来消除,返修成本高,因此必须对侧围外板尾灯口暗坑缺陷问题进行分析及优化。
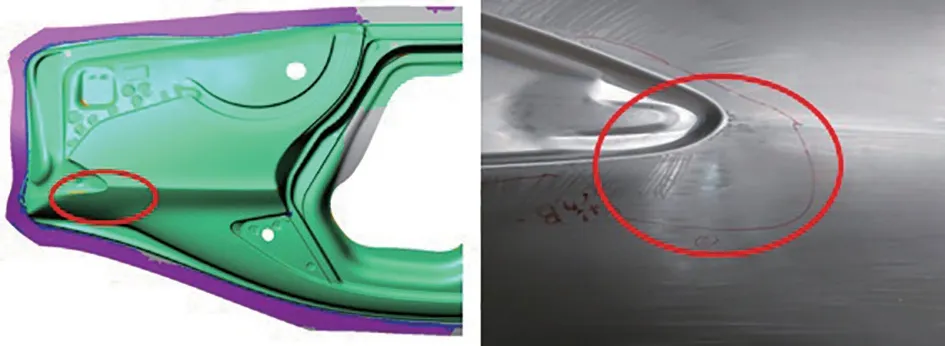
图1 侧围外板尾灯口暗坑缺陷位置及状态
尾灯口暗坑缺陷分析
⑴CAE 分析。
该侧围产品尾灯口存在变角特征区域。模拟分析结果中显示,首先尾灯口存在应变不均及应变不足的问题(图2),另外尾灯口存在减薄不均及减薄不足的问题(图3)。

图2 侧围外板尾灯口应变不足的区域示意图
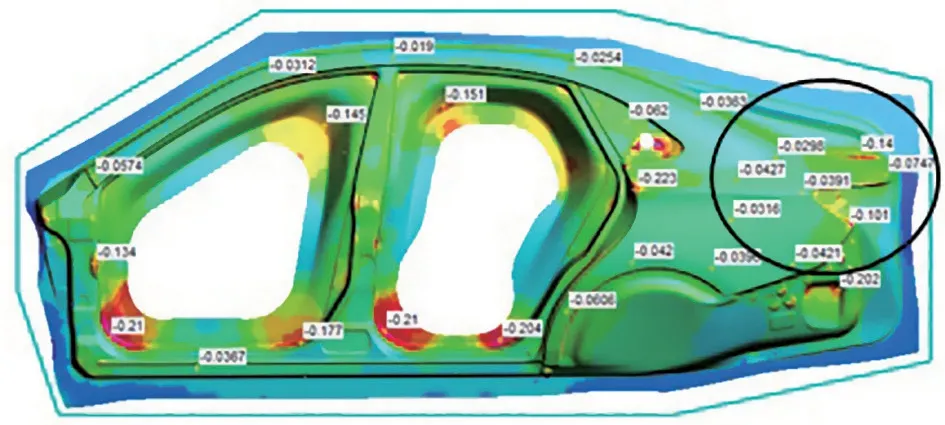
图3 侧围外板尾灯口减薄不足的区域示意图
⑵模具结构分析。
如图4 所示,从拉延模具的特征区域状态来看,尾灯口拉延凹模造型为反成形;尾灯拉延凹模棱线存在凹点聚料,导致该区域板材出现成形不均匀的趋势,缺陷会集中在尾灯口区域的正反向成形的交界处,是应变不足的交界区域。


图4 侧围外板拉延模具型面特征示意图
从整形模具的特征区域(图5)状态来看,尾灯口整形凸模造型为反成形;尾灯整形凹模棱线存在凹点聚料,导致该区域冲压件型面发生二次变形,缺陷会集中在尾灯口顶面区域的正向成形的夹角交界处,是强行变形区域。

图5 侧围外板整形模具型面特征示意图
⑶模具型面分析。
为了更好地分析各个工序对尾灯口暗坑状态的影响,对拉延工序凸模型面使用凸凹形状测定器进行对应位置测量,如图6 所示,确认数据偏差量,并进行着色对比验证。对整形工序凸模型面进行着色验证,如图7 所示,确认偏差范围。

图6 侧围外板拉延模具尾灯口凸模型面数据状态
根据各个变形工序的模具型面分析,拉延模具存在模具型面不均的现象,同时模具底部状态影响拉延件的成形稳定性。后序整形模具同样存在模具型面不均的现象,而且压料失控问题对整形件表面质量存在恶化影响。
⑷工序件暗坑状态分析。
为了更好地分析各个工序对尾灯口暗坑状态的影响,对整形前的拉延工序件进行表面打磨(图8),确认暗坑虽然轻微但是已经存在。

图 7 侧围外板整形模具尾灯口凸模型面着色状态

图8 侧围外板拉延件尾灯口型面打磨状态
方案实施及效果确认
总体方案
通过分析,在侧围外板尾灯口冲压成形过程中,尾灯口拉延和尾灯口整形工序对缺陷的产生都有较大的影响,因此需要对尾灯口拉延和尾灯口整形工序进行工艺优化及模具优化。受产品造型和成形工艺的限制,工艺优化的空间基本为零,因此只能从模具着手进行侧围外板尾灯口暗坑缺陷的优化,具体方案细节参见表1。

表1 实施方案汇总
实施情况
过A 面补偿一般是先进行模具正常研磨,消除模具型面存在的不光顺的型面接点。然后从拉延开始补偿,再进行整形模具补偿。因此,侧围外板采用标准顺序进行过A 面补偿,在消除模具型面不光顺的点后,先进行拉延模具补偿,再进行整形模具补偿。⑴拉延凸模型面补偿。
拉延模具凸模过A 面采用气焊胀形进行补偿的方法。首先对凸模型面进行测量,确认补偿位置、范围及补偿量后,然后进行合理的增量补偿、修整、研磨及出件确认,具体过程如图9 所示。
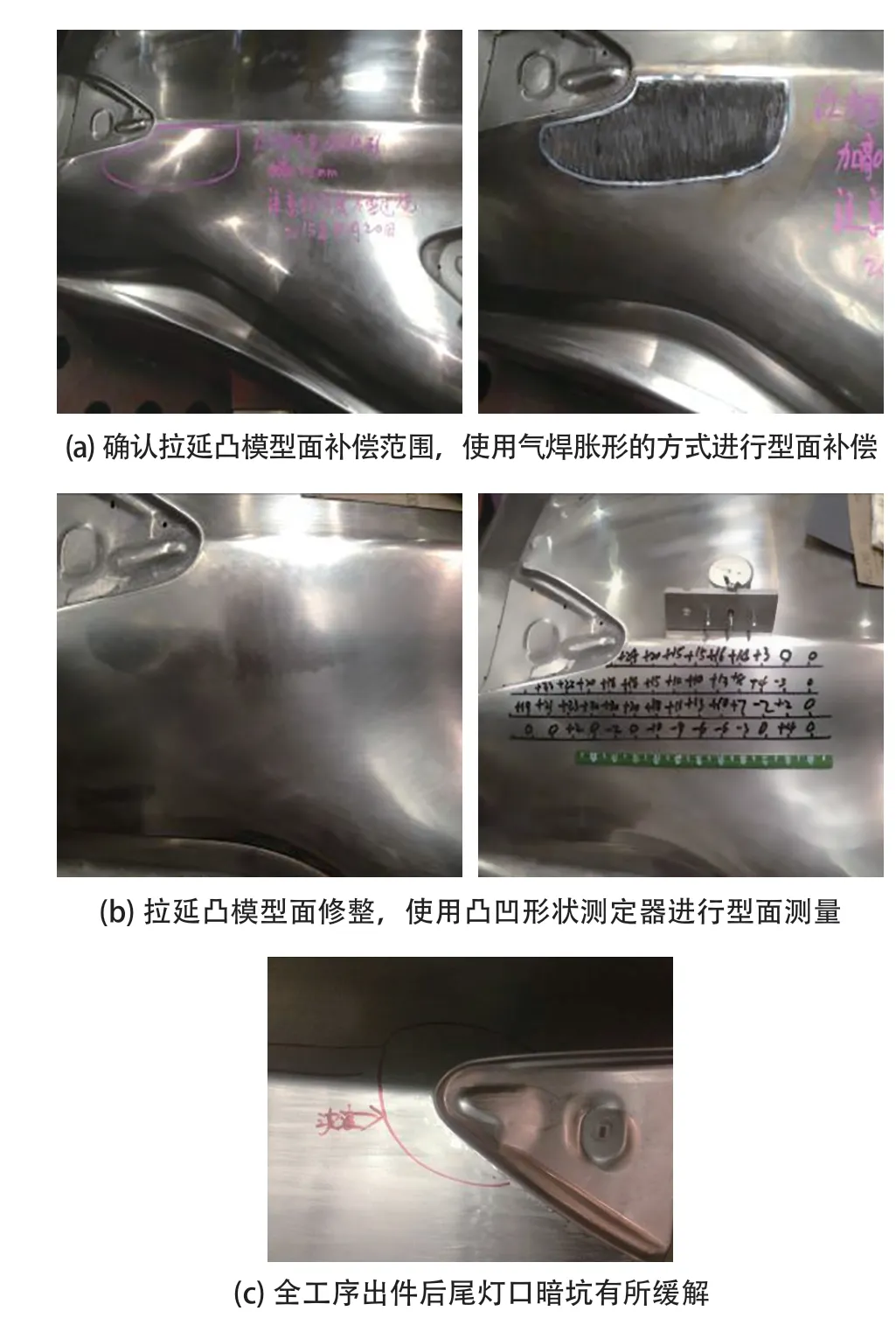
图9 拉延模具过A 面补偿及成品件确认
根据测量数据,可以确认拉延凸模型面对应的尾灯口暗坑最深区域已经完成过A 面补偿,接下来对整形模具型面进行修改优化暗坑缺陷。
⑵整形凸模型面补偿。
整形模具凸模A 面采用精密冷焊进行补偿。首先对凸模型面进行测量,确认补偿位置、范围后,进行合理的增量补偿、修整、研磨及成品件状态确认,具体过程如图10 所示。
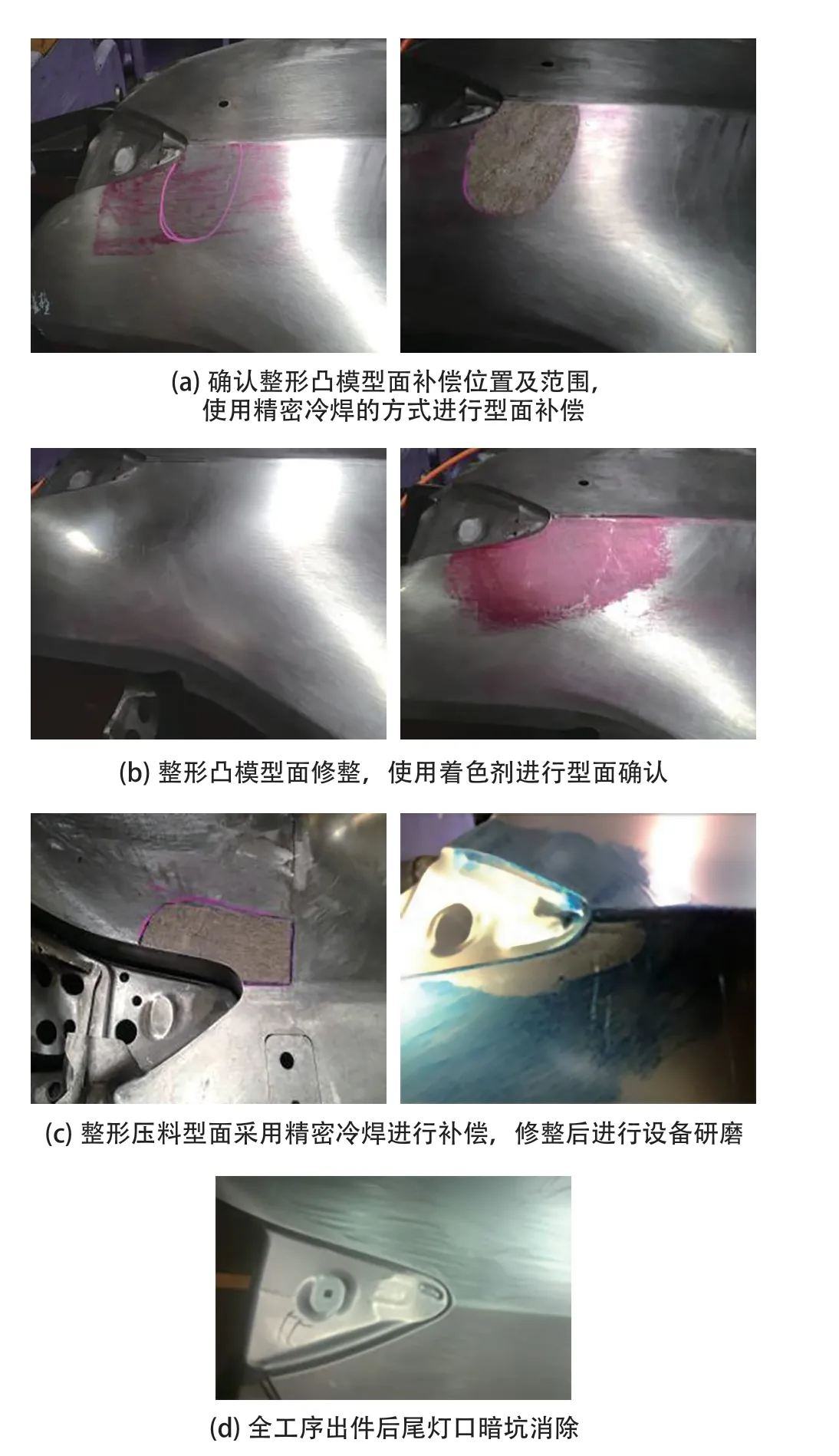
图10 整形模具过A 面补偿及成品件状态
⑶效果验证。
优化拉延、整形模具凸模A 面状态后,在保证模具凸模型面标准稳定,通过可控的整形压料,消除压料型面强压不实的影响,以批量生产稳定性来验证效果。通过以上措施的实施,自动线调试生产,侧围外板尾灯口暗坑优化后油石连线正常,制件合格稳定,不需要返修。如图11 所示,侧围外板尾灯口暗坑缺陷已优化至消除。
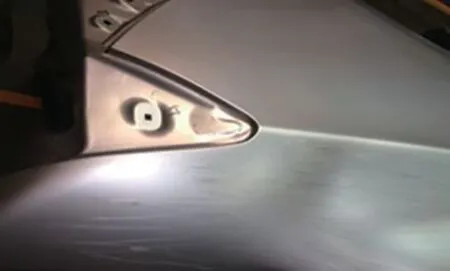
图11 自动线调试出件尾灯口油石打磨连线状态稳定暗坑消除
结束语
综上所述,产品设计时造型的复杂程度以及模具制造调试过程中的不规范,都会导致侧围外板尾灯口暗坑缺陷变得严重。为了解决尾灯口暗坑缺陷,首先要确保产品特征区域复杂程度对内部成形应变不均的影响最小,在保证拉延凸凹模型面对型到底的前提下,采用过A 面补偿方法,对参与成形的各工序模具凸模A 面进行合理的增量补偿,对整形工艺压料进行可控补偿。通过稳定成形,定点、定向微量补偿模具型面来优化侧围外板尾灯口暗坑缺陷,直至消除缺陷。
