[L-Glu]HSO4催化合成柠檬酸三丁酯
2022-12-29王勤
王 勤
(常州夏青科技有限公司 常州市工程技术研究中心,江苏 常州 213101)
邻苯二甲酸酯类是目前工业上使用最多的一个系列增塑剂,伴随着人们近些年研究的不断深入,发现其具有较强的生物毒性,长期使用该类增塑剂会干扰人体内分泌,所以迫切需要寻找新的绿色的增塑剂取而代之[1-2]。发酵法制备柠檬酸技术的成熟,柠檬酸的市场供应充足,柠檬酸酯类增塑剂的生产和应用又引起了广大科研工作者重视[3-5]。
传统柠檬酸三丁酯的制备方法主要是浓硫酸催化,其缺点是腐蚀设备,影响色泽,污染环境,处理复杂。因此,不断有报道对其进行改进,如负载杂多酸[6]、固体超强酸[7]、可膨胀石墨[8]、磷钨酸铵铝复合盐[9]、十二烷基磺酸镧[10]、离子交换树脂[11]、硫酸氢钠[12]等。这些研究对该产品的制备起到了一定促进作用,但依然存在部分催化剂酸性中心易流失,催化剂用量大,回收困难等问题。因此,需要对该反应进行进一步的研究,寻找合适的改进工艺。
离子液体具有不易挥发,不腐蚀设备,化学稳定性好,易与反应体系分离等特点。在很多有机反应中,离子液体既可以作为溶剂又可作为催化剂[13-14]。
随着生物技术的突飞猛进,氨基酸作为一种化工原料,来源方便[15]。我们选择氨基酸系列离子液体,主要因其具有良好的环境相容性[16-18]。用L-谷氨酸和浓硫酸,制备得到[L-Glu]HSO4离子液体,将其用于催化合成柠檬酸三丁酯,该工艺制备的产品颜色浅,后处理简单,不腐蚀设备。该工艺的成功研发,对柠檬酸三丁酯的推广和应用具有积极而深远的影响。
1 实验
1.1 试剂与仪器
柠檬酸、正丁醇、L-谷氨酸(L-Glu)、98%硫酸、碳酸氢钠、无水硫酸镁、氯化钠,以上均为分析纯,上海国药集团生产。
JJ-1型大功率电动搅拌器(江苏国华仪器厂);Nicolet 6700 傅立叶变换红外吸收光谱仪(美国热电公司);AVANCE-500M超导核磁共振波谱仪(瑞士Bruker公司);WYA-ZT型阿贝折射仪(上海仪电物理光学仪器有限公司)。
1.2 催化剂的制备
将一定量的去离子水加入到四口烧瓶中,放入一定量氨基酸,搅拌溶解,低温下滴加与氨基酸物质量比为1∶1的98%硫酸,滴加完毕搅拌1 h,升温到80 ℃反应12 h。反应结束后,用少量乙酸乙酯洗涤3次,旋蒸浓缩至恒重后,置于干燥器备用。
1.3 柠檬酸三丁酯的合成及表征
1.3.1 产品的合成
将一定量的柠檬酸、正丁醇和[L-Glu]HSO4离子液体加入到装有分水器的四口烧瓶中,启动搅拌加热,升温到一定温度进行回流分水,当不再有水分出,冷却至室温,通过倾析法将产物与离子液体分离,离子液体留在四口瓶底部用于下一次酯化反应。
减压蒸出多余的正丁醇,用饱和NaHCO3洗涤至pH呈中性,再用饱和食盐水洗涤,无水硫酸镁干燥,减压蒸馏,收集198~200℃(0.8~0.9 kPa)的馏分,即为产品。
反应体系反应前后的酸值用0.015 mol·L-1的NaOH进行滴定,并以此计算柠檬酸的酯化率。具体公式:
酯化率=(1-反应后体系的酸值(X1)/反应前体系的酸值(X0))×100%
式中:X0—反应前体系的酸值(NaOH),mg·g-1;
X1—反应后体系的酸值(NaOH),mg·g-1。
1.3.2 产品的表征
1)折光率测定 产品经阿贝折光仪检测=1.445,与文献[8],数值符合。
2)IR测定 产品IR(KBr压片)(σ·cm-1):3 492.9(υ-OH);2 874.9(υC-H);1 738.9(υC=O);1 471.5;1 379.2(υ-CH);1 069.5(υ-C-O);未见羧基-OH和醇-OH羟基吸收峰。
3)核磁测定1H-NMR(500 MHz,CDCl3×10-6)δ:4.21(t, J=6.7 Hz,2H),4.10(t, J=6.7 Hz,4H),2.83(dd,J=7.8,7.8 Hz,4H),1.63~1.68 (m,2H),1.58~1.62 (m,6H),0.91~0.95(m,9H)。
据上述数据判断,制备产品结构正确。
2 结果与讨论
2.1 正丁醇与柠檬酸摩尔比对酯化率的影响
反应过程中,其他条件不变,改变醇酸比(正丁醇和柠檬酸的物质量比),考察酯化率的变化,结果见表1。

表1 醇酸比对酯化率的影响
从表1可以看出,醇酸比从3∶1(理论摩尔比)开始升高,酯化率也随之升高,反应过程中正丁醇既是原料也是带水剂,多余的正丁醇会将反应生成的水带走,促进反应向正方向移动。当醇酸比达到5∶1时,酯化率达到最高,进一步增大醇酸比,体系浓度开始降低,分子碰撞发生反应机会开始降低。所以选择最优的醇酸比为5∶1。
2.2 反应时间对酯化率的影响
反应过程中,其他条件不变,改变反应时间,考察酯化率的变化,结果见表2。
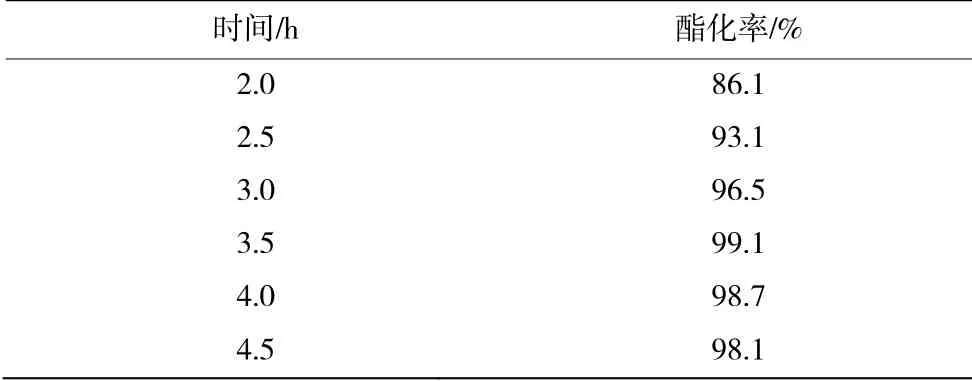
表2 反应时间对酯化率的影响
从表2 可以看出,随着时间的延长,酯化率明显提高,当反应时间为3.5 h时,达到最高99.1%。进一步延长反应时间,酯化率反而下降。这主要可能是因为生成的柠檬酸酯发生了部分水解,以及长时间的加热导致副反应的发生。所以,选择最优反应时间为3.5 h。
2.3 离子液体用量对酯化率的影响
反应过程中,其他条件不变,改变离子液体用量,考察酯化率的变化,结果见表3。

表3 离子液体用量对酯化率的影响
从表3可以看出,当增加离子液体的用量时,酯化率随之增加,当离子液体与柠檬酸的摩尔比为8%时,酯化率最高达到99.1%,进一步增加离子液体用量,酯化率变化不大。所以从经济学角度考虑,离子液体最优添加量为8%。
2.4 反应温度对酯化率的影响
反应过程中,其他条件不变,改变反应温度,考察酯化率的变化,结果见表4。
从表4可以看出,温度较低时,酯化率不高,伴随着温度的上升,酯化率不断提高。当温度达到120 ℃时,酯化率达到最高;继续增加温度,酯化率反而下降。这可能是因为高温不利于柠檬酸三丁酯的稳定存在。
2.5 离子液体重复使用次数对酯化率的影响
为了研究离子液体的重复使用性能,将该离子液体回收使用,结果见表5。

表5 离子液体使用次数对酯化率的影响
从表5可以看出,离子液体催化剂使用8次后,酯化率仍可以达到94.1%,说明该离子液体具有较高的催化活性。实验中酯化率降低的原因可能是在循环使用回收离子液体时损失造成的,表明离子液体[L-Glu]HSO4有着良好的循环使用效果。
3 结论
1)[L-Glu]HSO4是一种制备简单,成本低廉的离子液体,对设备无腐蚀、对环境无污染、可以多次重复使用,适合工业化生产的催化剂。
2)[L-Glu]HSO4离子液体催化制备柠檬酸三丁酯的最佳条件为:n(正丁醇)∶n(柠檬酸)=5∶1,离子液体用量为为8%(以柠檬酸的物质的量计),120 ℃反应3.5 h,酯化率为99.1%。重复使用8次,其酯化率仍可达到94%以上。该离子液体具有优异的催化性能和可重复使用性能,值得推广应用。